图5-18 药芯焊丝CO2气体保护焊表面张力过渡时发生电爆炸飞溅的高速摄影照片焊丝样品:7DW100030318,焊丝直径:φ1.2mm;焊接参数:24.7V/210A;拍摄速度:2000f/s。图5-22 药芯焊丝CO2气体保护焊形成不稳定的表面张力过渡高速摄影照片(二)焊丝样品:16DW10004.05.23,焊丝直......
2025-09-29
当细熔滴过渡时,熔滴十分细小,过渡频率很高,熔滴的过渡对电弧行为几乎不产生影响。图5-104是显示细熔滴过渡时电弧行为特征的高速摄影照片,看出在熔滴长大和过渡过程中,电弧始终处于焊丝的中心轴线。但不能认为细熔滴过渡不会发生任何电弧偏离的情况,实际上在预设焊接参数36V/200dm/min的条件下,不同的焊丝未必都能形成理想化的细熔滴过渡,在图5-105第4~6帧照片中就看到了由于熔滴的过渡引起电弧的偏离。事实上任何一种过渡形态下也会出现某些极端的情况,例如观察如图5-106所示的细熔滴过渡时的电弧行为,在第1~10帧照片看到电弧十分坚挺,而在第11~16帧照片发生了飞溅,电弧稳定燃烧遭到破坏,当电弧重燃时才恢复正常燃烧(第17~19帧照片)。
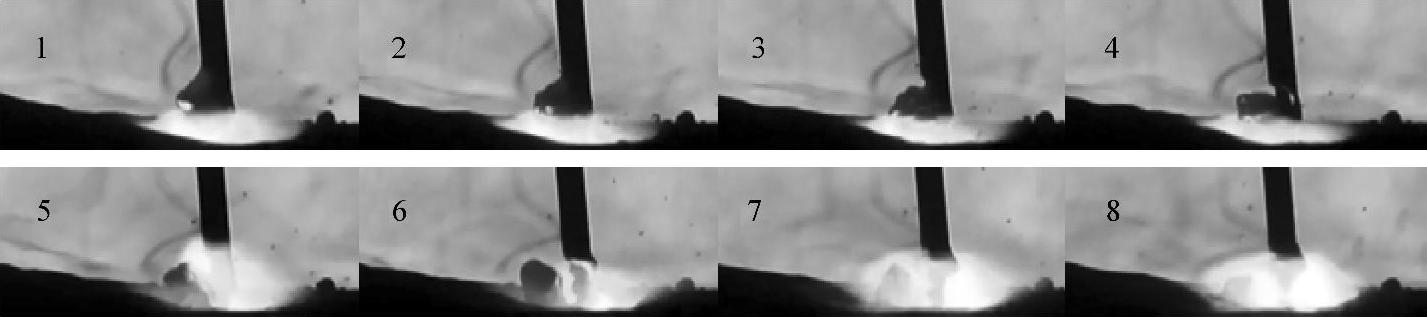
图5-104 药芯焊丝CO2气体保护焊细熔滴过渡时稳定的电弧行为
焊丝样品:DW100药芯焊丝,φ1.2mm;焊接参数:36V/200dmmin,直流反接;拍摄速度:1200f/s。
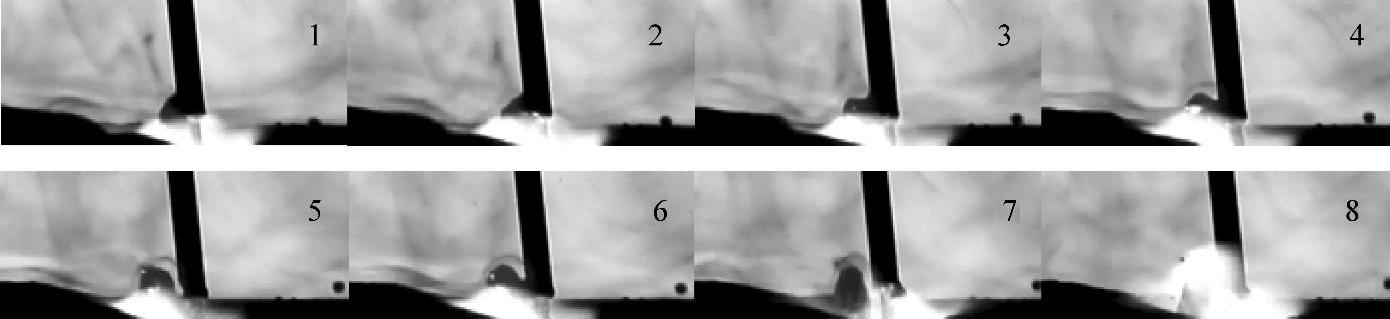
图5-105 药芯焊丝CO2气体保护焊细熔滴过渡时由于熔滴的过渡引起电弧的偏离
焊丝样品:KFX-71药芯焊丝,φ1.2mm;焊接参数:36V/200dm/min,直流反接;拍摄速度:1200f/s。(https://www.chuimin.cn)
通过对钛型焊丝CO2气体保护焊排斥过渡时电弧行为特点的分析,可以做这样的归纳:

图5-106 药芯焊丝CO2气体保护焊细熔滴过渡时由于飞溅破坏电弧的稳定燃烧
焊丝样品:DW100药芯焊丝,φ1.2mm;焊接参数:36V/200dmmin,直流反接;拍摄速度:1200f/s。
钛型药芯焊丝由于其渣系特征,电弧基本是稳定的;大熔滴过渡行为对电弧形成一定的干扰,从而引起电弧的偏离摇摆;当实现理想的细熔滴过渡时,由于熔滴十分细小,在熔滴长大和过渡过程中,电弧一般处于焊丝的中心轴线,熔滴的过渡对电弧行为影响不大,电弧十分稳定,但有时熔滴也会在一定程度上使电弧发生偏离,特别是在出现飞溅等十分极端的情况下,电弧的稳定性也会受到影响。
相关文章

图5-18 药芯焊丝CO2气体保护焊表面张力过渡时发生电爆炸飞溅的高速摄影照片焊丝样品:7DW100030318,焊丝直径:φ1.2mm;焊接参数:24.7V/210A;拍摄速度:2000f/s。图5-22 药芯焊丝CO2气体保护焊形成不稳定的表面张力过渡高速摄影照片(二)焊丝样品:16DW10004.05.23,焊丝直......
2025-09-29

图5-50 药芯焊丝CO2气体保护焊时在渣柱末端渣滴过渡的实例(二)焊丝样品:KFX-71药芯焊丝;焊接参数:32V/150dm/min,直流反接;拍摄速度:1200f/s。药芯焊丝CO2气体保护焊时出现熔滴与熔渣两者分别独立进行过渡的现象,很容易被解读为金属熔滴与渣的不融合,实际上多幅照片表现出的两者不相融合只是从已经长大的熔滴与渣柱之间相互接触程度而言,由此得到在排斥过渡时渣柱对粗大熔滴的过渡影响不大的结论有失偏颇。......
2025-09-29

药芯焊丝在CO2气体保护焊条件下,金属熔滴所受到的作用力要复杂一些,不同的熔滴过渡形态熔滴的受力状态不相同。图5-2是药芯焊丝CO2气体保护焊一个熔滴从形成、长大到过渡全过程的高速摄影照片,是从170帧照片中选取有代表性的28帧。......
2025-09-29
药芯焊丝CO2气体保护焊的熔滴过渡形态是药芯焊丝电弧物理现象最主要的特征表现,在第2章阐述了焊条熔滴过渡形态的特征,指出对于一定规格的焊条,由于使用的焊接电流大体上限制在不大的范围内,因此焊条的熔滴过渡形态主要决定于焊条自身的因素,如渣系、药皮组成物成分及物理化学性质、药皮的厚度等。这三种熔滴过渡形态反映了钛型药芯焊丝熔滴过渡的基本情况。......
2025-09-29

图5-94 药芯焊丝CO2气体保护焊时不同焊接参数对飞溅频率的影响注:1、2、3、4表示不同的样品焊丝。药芯焊丝熔滴过渡形态对飞溅的类型和飞溅频次有直接的关系。不同熔滴过渡形态表现出来的主要飞溅形式不相同。由图看出,随着焊接参数的增大,也就是熔滴过渡形态由排斥过渡逐渐向表面张力过渡和细熔滴过渡转变时,熔池飞溅增加了,熔滴气体逸出飞溅和短路电爆炸飞溅减少。......
2025-09-29

图5-91是气体保护焊时钛型药芯焊丝发生飘离飞溅的高速摄影照片,看出在焊丝端部的较大熔滴在电弧力的作用下分离出一个小熔滴,这个小溶滴被推向一侧形成了明显的飘离飞溅。图5-89 药芯焊丝CO2气体保护焊细熔滴过渡时发生熔池飞溅的高速摄影单帧照片(一)样品名称:DW100药芯焊丝,φ1.2mm;预置焊接参数:32V/150dm/min,直流反接。图5-93是12RD507碱性药芯焊丝和RD502钛系药芯焊丝熔滴整体发生飘离飞溅的单帧照片,焊丝直径为φ1.2mm。......
2025-09-29
照片中用焊芯直径为3.2mm的焊条作为熔滴尺寸的参照。焊条电弧焊时,药皮成分所形成的冶金条件对熔滴行为另一方面的影响,是使碳的激烈氧化形成CO气体,产生对熔滴过渡的气体动力,成为熔滴过渡时的另一个重要的力学因素——第二主导力。下面将要讨论焊条电弧焊爆炸过渡与喷射过渡形成机制:气体动力产生的原理,气体动力对形成熔滴的爆炸过渡与喷射过渡以及对形成飞溅现象的直接影响。......
2025-09-29
无论是焊条电弧焊还是CO2气体保护焊,短路电爆炸飞溅现象都是主要的飞溅形式。图5-62是实心焊丝样品在CO2气体保护焊时发生激烈的瞬时短路电爆炸飞溅的高速摄影画面。......
2025-09-29
相关推荐