由于变形,结构上各点的位置将会移动,杆件的横截面会转动,这些移动和转动称为结构的位移。同时截面A还转动了一个角度,称为截面A的角位移,用φΑ表示。此外,在计算中还将涉及另外一种位移,即相随位移。图13-2角位移一般情况下,结构的线位移、角位移或者相对位移,与结构原来的几何尺寸相比都是极其微小的。为方便计,我们将以上线位移、角位移及相对位移统称为广义位移。......
2025-09-29
1.药芯焊丝的结构
药芯焊丝由金属外皮和药芯(即芯部药粉)两部分构成。其横截面形状可分为简单的O形截面和复杂截面两类,如图1-5-48所示。
O形截面的药芯焊丝又分有缝O形焊丝和无缝O形焊丝。有缝O形焊丝又分对接O形焊丝和搭接O形焊丝两种。有缝O形焊丝因截面形状简单,容易生产,生产成本低,常用于直径2.0mm以下的细丝。无缝O形焊丝的优点在于焊丝的防潮性能好,表面可以镀铜增强导电性,但因生产设备复杂及生产成本高,实际生产应用比有缝O形焊丝要少得多。
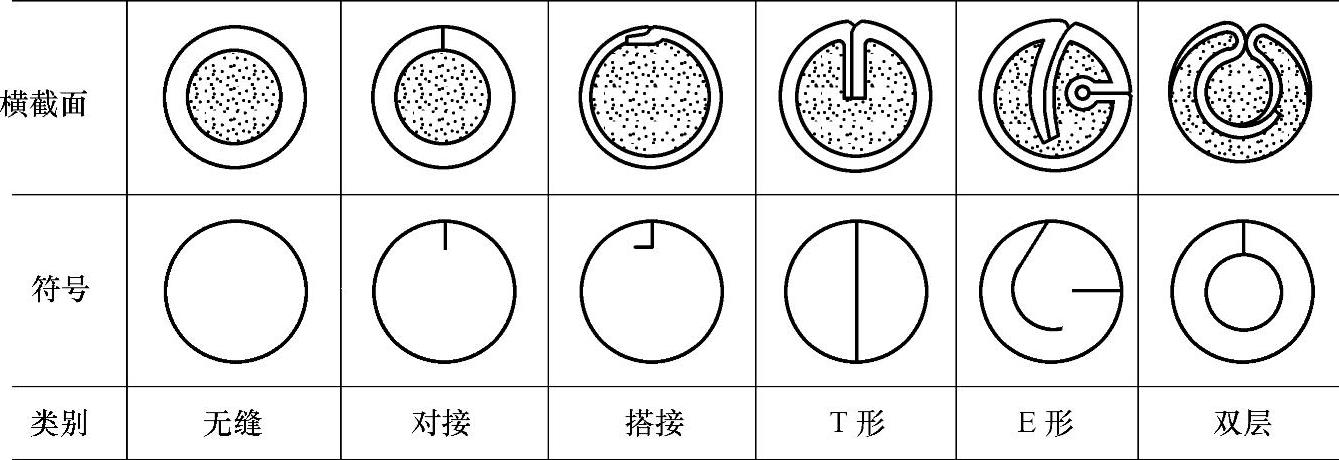
图1-5-48 药芯焊丝的截面形状示意图
复杂截面包括T形、E形、双层形等。小直径复杂截面药芯焊丝不易加工,一般直径在2.0mm以上的粗丝才选用复杂截面。与O形截面药芯焊丝相比,复杂截面药芯焊丝的主要优点在于送丝轮压力对其截面形状的改变较小、送丝稳定且电弧稳定性好,能减少飞溅。焊丝越细,焊接过程中电流密度越大,截面形状对焊接过程稳定性的影响越小。
细直径药芯焊丝可用于全位置焊,粗直径药芯焊丝多用于平焊及平角焊。
熔渣型药芯的成分与焊条药皮相似,有稳弧剂、造渣剂、脱氧剂及合金元素等,在焊接过程中的作用与焊条药皮相同。(https://www.chuimin.cn)
2.药芯焊丝的分类
(1)按保护方式分 按焊接过程中的保护方式,药芯焊丝可分为气体保护焊用焊丝、埋弧焊用焊丝及自保护药芯焊丝。
根据保护气体的种类,气体保护焊用药芯焊丝可分为CO2焊、MIG焊、MAG焊及TIG焊用药芯焊丝,主要用于结构件的生产,其中CO2焊药芯焊丝使用量最大。埋弧焊用药芯焊丝一般使用常用的烧结焊剂和熔炼焊剂,主要用于表面堆焊。自保护药芯焊丝在焊接过程中不需要外加气体或焊剂保护,依靠自身的造渣剂、造气剂在电弧高温下产生的气体与渣对焊接区域进行保护。
(2)按金属外皮材料分 按金属外皮的材料可分为低碳钢、不锈钢、镍及其合金、铝及其合金等药芯焊丝,其中低碳钢加工性能优良,使用量最大。
(3)按药芯类型分 按药芯类型分为有渣型及无渣型两类。无渣型即金属粉芯型,主要用于埋弧焊及高速CO2焊。有渣型药芯焊丝按渣的碱度可分为酸性渣和碱性渣两类。目前CO2焊用药芯焊丝使用量最大的为钛型(酸性)渣系。
(4)按被焊接材料分按被焊接材料可分为低碳钢、低合金钢、镍钢、不锈钢、镍及其合金等材料用药芯焊丝。
相关文章

由于变形,结构上各点的位置将会移动,杆件的横截面会转动,这些移动和转动称为结构的位移。同时截面A还转动了一个角度,称为截面A的角位移,用φΑ表示。此外,在计算中还将涉及另外一种位移,即相随位移。图13-2角位移一般情况下,结构的线位移、角位移或者相对位移,与结构原来的几何尺寸相比都是极其微小的。为方便计,我们将以上线位移、角位移及相对位移统称为广义位移。......
2025-09-29
单层纸板利用长网或圆网纸机生产,多层纸板用平板纸板机或卷筒纸板机生产。纸板机分为圆网型、长网型、长圆网型联合纸板机、叠网及夹网型纸板机。纸板机的干燥部可不用干毯,对烘缸数目较多的纸板机,采用三层或多层排列。多长网纸板机的结构复杂,增加了厂房建筑高度,基本建设投资大,维护费用高。纸板机设三道压榨。......
2025-09-29

交流接触器交流接触器的结构见图1-21。另外,在铁心端面上装有短路环,其用于减少或消除交流接触器吸合时产生的振动和噪声。直流接触器直流接触器与交流接触器在结构上基本相同。图1-22 交流接触器的图形和文字符号......
2025-09-29

埋弧焊焊剂与焊丝的匹配是获得高质量焊缝的关键,正确选用焊剂和焊丝的匹配依据以下两个方面:1.被焊材料的类别及其对焊接接头性能的要求通常根据被焊材料的类别不同及对焊接接头性能的要求不同来选择合适牌号的焊剂与焊丝组合。一般选用碱度比较高的熔炼焊剂或烧结焊剂,与高合金钢焊丝相配合焊接,而不采用高硅型熔炼焊剂,其原因是防止大量渗硅,以避免焊缝的性能下降。......
2025-09-29

高频电磁炉高频电磁炉采用电器元件和电子线路,将工频50Hz交流电通过整流后输出直流电,再经转换调节线路和输入控制电路,产生振荡频率为20kHz的电流,再输送给电感线圈,产生交变磁场而进行工作。......
2025-09-29

焊接工艺规程分为通用焊接工艺规程和专用焊接工艺规程两种。4)在钢结构制造过程中,需要通过确定一定的焊接顺序,达到控制构件焊接变形的目的。通过编制专用焊接工艺规程,详细规定母材金属、焊接材料、焊接方法、焊接操作技术、焊接顺序和焊后热处理等要求,从而保证该工程的技术要求。......
2025-09-29

冲模是使板料分离或变形的工具。适合生产批量大、精度要求高的冲压件。图5-23模具零件分类按照工序组合程度不同,冲模可分为单工序冲模、复合冲模和连续冲模。图5-25凸缘制件的落料拉深复合模3. 级进冲模压力机在一次行程中,依次在模具几个不同的位置上同时完成多道冲压工序的冲模称为级进模具,又称连续模、跳步模,如图5-26所示。但级进模轮廓尺寸较大,制造较复杂,成本较高,适用于大批量生产小型冲压件。表5-7模具特点续表续表......
2025-09-29

相关推荐