对高温工作的耐热不锈钢,焊条的选用主要应满足焊缝金属的抗热裂纹性能和接头的高温性能。一般来说,不锈钢焊条选用的基本原则是参照母材的牌号,选用不低于母材成分要求的焊条。......
2025-09-29
1.低碳钢及低合金钢
CO2焊及MAG焊主要用于低碳钢及低合金钢的焊接。低碳钢具有良好的焊接性,采用CO2焊能得到满意的接头性能。
平焊短路过渡CO2焊的典型焊接参数见表1-5-9,平焊喷射过渡CO2焊的典型焊接参数见表1-5-10。
当对焊缝外观质量或焊缝力学性能,特别是对韧性有更高要求时,可采用富氩混合气体保护。除保护气体外,MAG焊临界电流低,其他焊接参数与CO2焊基本相同。短路过渡及喷射过渡MAG焊典型焊接参数分别见表1-5-11、表1-5-12。
对于厚板可以采用大电流MAG焊,焊接效率高且焊缝成形良好。这种方法采用弧压反馈送丝方式并配用恒流弧焊电源,使用直径超过4mm的粗焊丝及富氩保护气体。因为熔池较大,常采用大直径喷嘴双层气体保护。这种喷嘴由两个同心的内喷嘴与外喷嘴组成,气流分别从内外喷嘴喷出。焊接电流与焊接速度对大电流MAG焊的焊缝成形影响极大,其影响如图1-5-38所示。为提高焊接效率和焊接质量,宜采用双丝焊接。
表1-5-9 平焊短路过渡CO2焊的典型焊接参数

表1-5-10 平焊喷射过渡CO2焊的典型焊接参数

表1-5-11 短路过渡MAG焊(Ar+CO2)典型焊接参数
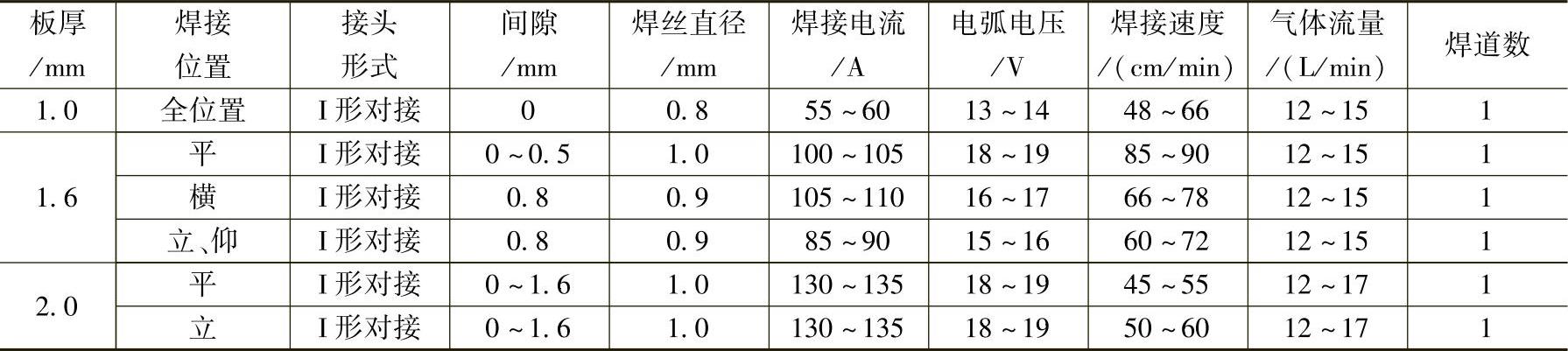
表1-5-12 喷射过渡MAG焊(Ar+CO2)典型焊接参数

2.不锈钢
奥氏体不锈钢由于热导率小,线胀系数大,薄板焊接时要合理地选择焊接参数及焊接顺序控制焊接变形,必要时采用工装。马氏体不锈钢焊接的主要问题是焊接接头的冷裂纹及脆化,应适当预热、控制好层间温度及焊后热处理。铁素体不锈钢焊接的主要问题是近缝区晶粒长大引起的脆性及冷裂纹,焊前应根据需要预热。
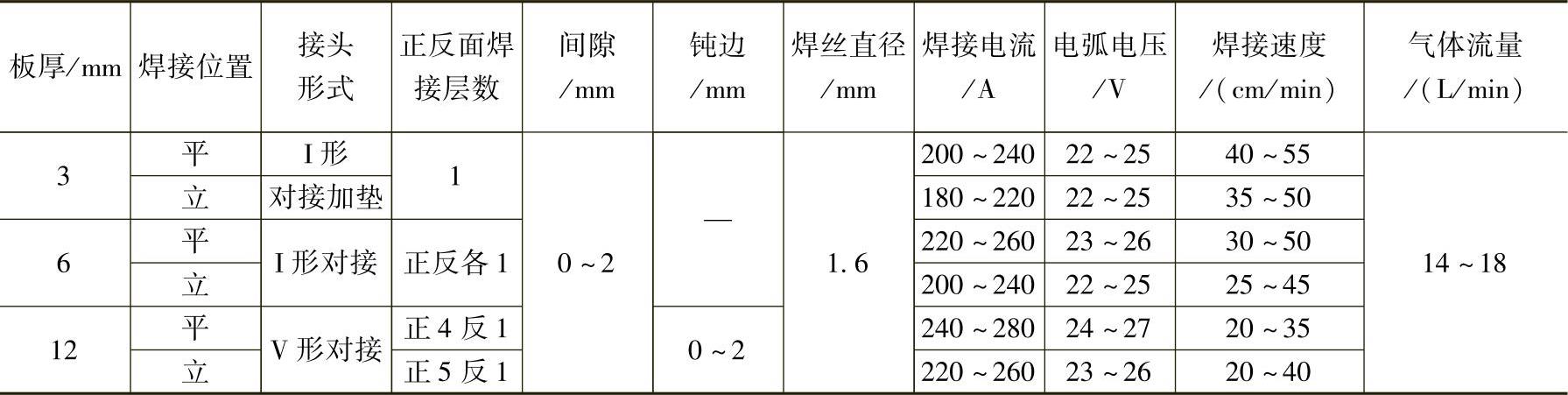
不锈钢短路过渡MIG焊典型焊接参数见表1-5-13,喷射过渡MIG焊典型焊接参数见表1-5-14。

图1-5-38 大电流MAG焊焊接电流与焊接速度的关系(https://www.chuimin.cn)
表1-5-13 不锈钢短路过渡MIG焊典型焊接参数

表1-5-14 不锈钢喷射过渡MIG焊典型焊接参数
3.铝及铝合金
铝及铝合金的热导率约为钢的5倍,焊接时必须提供足够的能量,必要时应预热才能保证正常焊接过程。焊前清理、利用阴极清理是防止气孔、获得良好焊缝的重要措施。铝及铝合金的加热膨胀及冷却收缩变形量约为钢的2倍,薄板焊接时应选择合适的焊接参数及焊接顺序控制焊接变形,必要时应使用工装。热处理强化铝合金焊接接头热影响区因软化强度降低,可以通过时效处理恢复或接近母材水平。
铝合金短路过渡MIG焊典型焊接参数见表1-5-15、喷射过渡MIG焊典型焊接参数见表1-5-16。
表1-5-15 铝及铝合金短路过渡MIG焊典型焊接参数

表1-5-16 铝及铝合金喷射过渡MIG焊典型焊接参数

4.铜及铜合金
铜及铜合金导热能力很强,焊接时热量的迅速散失使母材与熔化的焊丝之间难于熔合,易产生未焊透与未熔合,因此焊前应预热。与铝及铝合金一样,铜及铜合金易产生焊接变形,应采取相应的工艺措施。焊接接头的晶粒粗大及脆化常导致铜及铜合金接头力学性能下降。此外,杂质对接头的污染及合金化、合金元素的烧损、接头的各种缺陷等使接头导电及耐蚀性均有所下降。铜的MIG焊的典型焊接参数见表1-5-17。
采用内层Ar25%+He75%(体积分数)混合气体、外层纯Ar双层气体保护,使用直径4mm以上的焊丝可以对厚板大电流MIG焊,焊接电流可达760~1000A。
表1-5-17 铜对接接头喷射过渡MIG焊典型焊接参数

相关文章

对高温工作的耐热不锈钢,焊条的选用主要应满足焊缝金属的抗热裂纹性能和接头的高温性能。一般来说,不锈钢焊条选用的基本原则是参照母材的牌号,选用不低于母材成分要求的焊条。......
2025-09-29

一是测量VIPER22A的5~8脚和1脚的300V电压,二是检测VIPER22A的电压和对地电阻,三是检查副电源稳压控制电路中的U3、Q808和负载电路控制系统是否发生严重短路故障。表4-20氩弧焊用钢焊丝的化学成分图6-6 TCL液晶彩电ON37A开关由于各种不锈钢焊接用的氩弧焊丝当前尚未产生,故暂以气体不锈钢焊丝代替,但其化学成分含量应选择比母材稍高一些为宜。“TIG”表示钨极氩弧焊用的焊丝,“R”表示用来焊接珠光体耐热钢的焊丝,“31”表示化学成分等级。......
2025-09-29

按表0-1所介绍,焊接方法种类很多,这里仅简单介绍较常用的焊接方法。埋弧焊 埋弧焊是电弧在焊剂层下燃烧进行焊接的方法,是焊接生产中应用较广泛的工艺方法之一。利用等离子弧可进行焊接、喷涂和切割等工艺方法。药芯焊丝电弧焊 它也是利用连续送进的焊丝与工件之间形成的电弧不断熔化焊丝及母材形成熔池,冷却后形成焊缝的一种焊接方法。......
2025-09-29

初步掌握焊接技术。局部短路的电感线圈或变压器,由于器件损坏后其线圈电阻值只发生微小变化,万用表电阻档测不出其变化值,因而无法判别出它的好坏。当焊锡熔化,发出光泽时焊接温度最佳,应立即将焊锡丝移开,再将电烙铁移开。图2用万用表检测线圈示意图四、练习焊接工艺,并对元器件引线或引脚进行镀锡处理(一)焊接练习焊接前一定要注意,烙铁的插头必须插在右手的插座上。......
2025-09-29
利用焊接方法修复失效零件的技术称为焊接修复技术。表6.4常用堆焊合金堆焊合金为了满足零件性能方面的要求,堆焊修复首先要选用合适的堆焊层合金。表6.4列出了我国常用堆焊合金的主要特点及用途,供使用时参考。表6.4常用堆焊合金续表续表堆焊层的切削加工采用堆焊方法使机械零件修复表面获得耐磨性修补层之后,往往还需要经过切削加工,以达到零件的精度要求。......
2025-09-29

轴的材料应满足强度、刚度、耐磨性和耐腐蚀性等方面的要求。轴的材料主要采用碳素钢和合金钢。对于较重要的轴可用35、45、50等优质碳素钢,其中以45钢应用最广。图2-49 挠性轴合金钢具有比碳素钢更好的力学性能和可淬性,但对应力集中的敏感性强,价格也较贵,常用于受力较大而要求直径较小、重量轻、耐磨性和抗腐蚀性能高、以及高温、低温下工作的轴。......
2025-09-29


相关推荐