【摘要】:我国西气东输工程采用了直缝埋弧焊管,其中X70级管线钢,壁厚14.5~26.2mm,直径914~1118mm,采用的是双面四丝埋弧直缝钢管。外预焊采用CO2气体保护焊,内外焊采用四丝埋弧焊,并采用DC+AC+AC+AC电源组合,交流电源采用特定的柯斯特接法,以减少电弧间的相互干扰。焊丝中心一定要排列在焊缝中心线上,否则会因焊丝排列不在一条直线上而形成摆动电弧,造成正反面焊缝中心错位缺陷。
我国西气东输工程采用了直缝埋弧焊管,其中X70级管线钢,壁厚14.5~26.2mm,直径914~1118mm,采用的是双面四丝埋弧直缝钢管。实际应用中,为了避免因焊缝硬度大而产生裂纹,应选用强度稍低于母材的焊接材料,即选用低匹配的接头形式,这样可以提高焊缝的韧性,减少产生裂纹的倾向,改善焊缝的综合力学性能。选择埋弧焊剂时,考虑到焊缝金属Mn/Si比与焊缝金属冲击韧度的正相关关系,需选用Mn/Si值稍高的焊剂,速度高时,还应考虑选用高速焊剂。如选用H08C焊丝和氟碱型烧结高速焊剂SJ-101G,X70管线钢和H08C埋弧焊丝的化学成分见表1-4-14和表1-4-15。
表1-4-14 X70管线钢的化学成分 (质量分数,%)

表1-4-15 H08C埋弧焊丝化学成分 (质量分数,%)

实施多丝直缝埋弧焊时,需合理选择坡口形式,并用刨边机刨坡口,坡口的角度和尺寸见表1-4-16,预焊前要求接缝处间隙小于1mm,错边小于1mm,坡口两边50mm内清洗干净,无水、油、锈和其他脏物。实际采用外预焊、内焊、外焊的顺序。外预焊采用CO2气体保护焊,内外焊采用四丝埋弧焊,并采用DC+AC+AC+AC电源组合,交流电源采用特定的柯斯特接法,以减少电弧间的相互干扰。焊接时,距焊件端部一定距离引弧和熄弧(80~100mm),或加上250~300mm引弧板、引出板,实际焊接时主要考虑的因素有以下方面:
(1)焊接电流 焊丝增加,焊缝的余高将增加。但不同的焊丝增加程度有所不同,第一根丝的电流最大的变化相对于其他三丝将引起较大的余高变化,而第二、三根丝相对于第四丝又要大些,同样第一根焊丝电流对熔深影响最大,第二、三根焊丝作为对焊缝的填充作用,对焊缝的熔深影响相对小一些,而第四根焊丝对熔深几乎没有影响。
(2)焊接电压 所有焊丝的电压对焊缝余高和熔宽都有一定的影响,特别是交流焊丝的电压对焊缝与母材的过渡状况影响较大,电压过低将使之不能形成平滑过渡。
(3)焊接速度 焊缝的熔深和熔宽都有影响,余高影响相对来说小些。焊接速度越快,熔深和熔宽越小,反之越大。如对δ=32mm中厚板,采用不同的焊接速度焊接试件正反两面,焊接速度为1.3m/min时熔宽为15~16mm,焊接速度为1.084m/min时熔宽为20mm,而焊缝的余高几乎没有变化。
(4)弧焊电源接法 不同的弧焊电源接法,焊缝断面成形差别较大。接法不同,电弧间干扰程度也不同。交流弧焊电源接线时注意各交流焊接电缆的相位关系,以保证电弧间干扰最小。
焊丝中心一定要排列在焊缝中心线上,否则会因焊丝排列不在一条直线上而形成摆动电弧,造成正反面焊缝中心错位缺陷。另外,焊丝倾角和间距对焊缝的余高和电弧的稳定也影响较大。(https://www.chuimin.cn)
表1-4-17、表1-4-18、表1-4-19是三组焊接工艺的实际参数。三组焊管都采用了CO2焊进行预焊,其参数为:焊丝(CHW-50C8)ϕ1.6mm,电弧电流If=250~300A,电弧电压Uf=25V,焊接速度vw=0.9m/min,CO2气体流量Q=20~25L/min。
表1-4-16 直缝焊钢管坡口参数
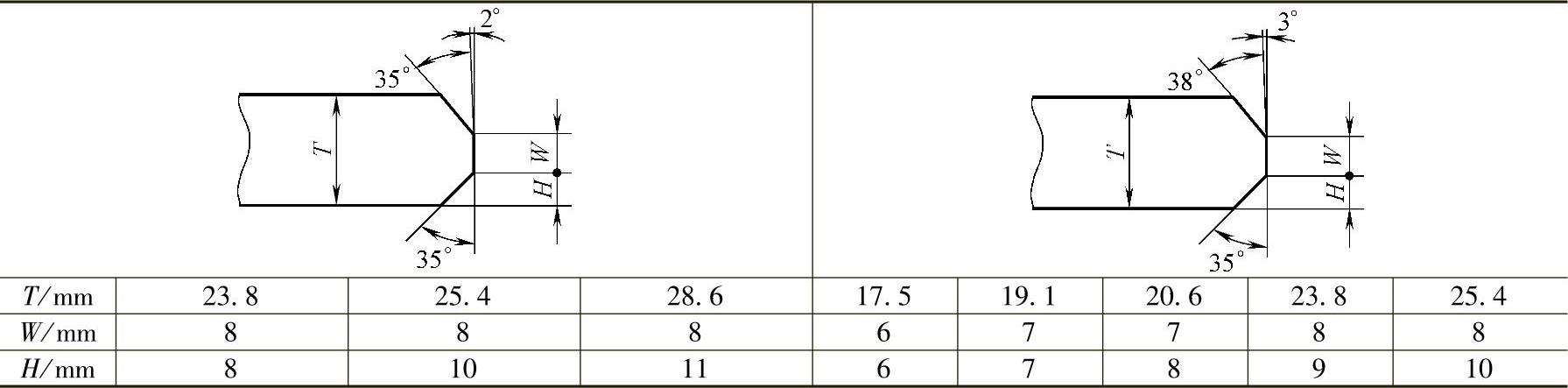
表1-4-17 厚度δ=17.5mm的X70直缝钢管焊接参数
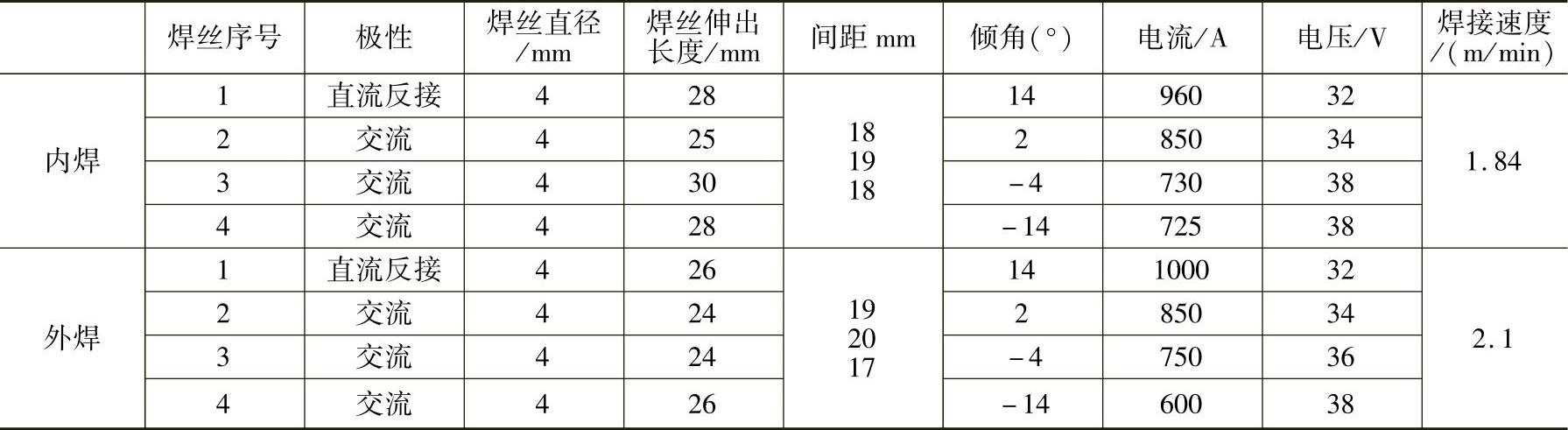
表1-4-18 厚度δ=21mm的X70直缝钢管焊接参数
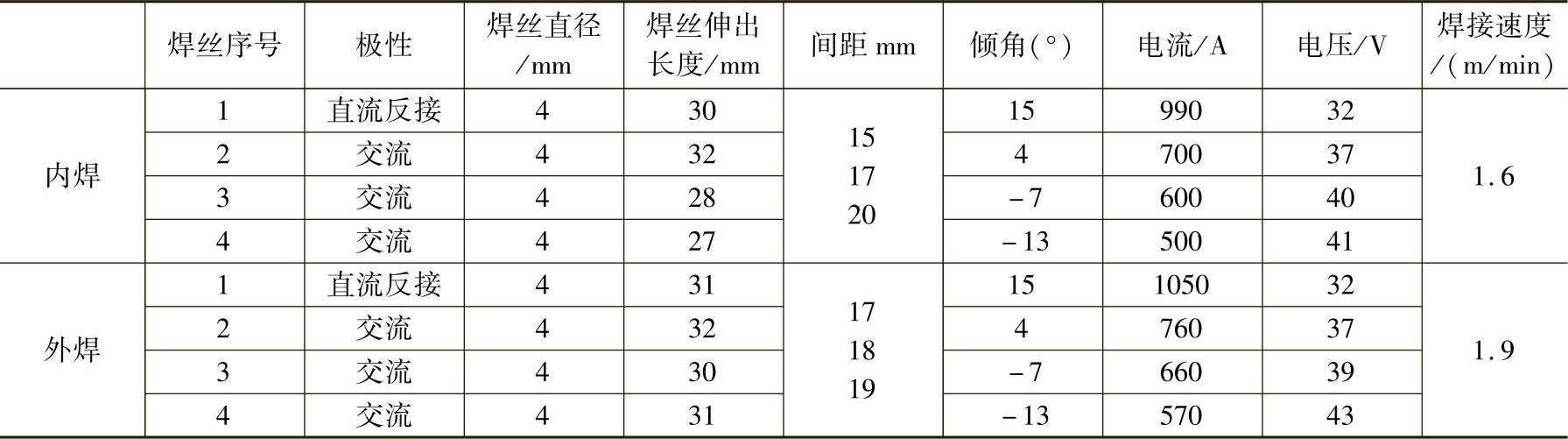
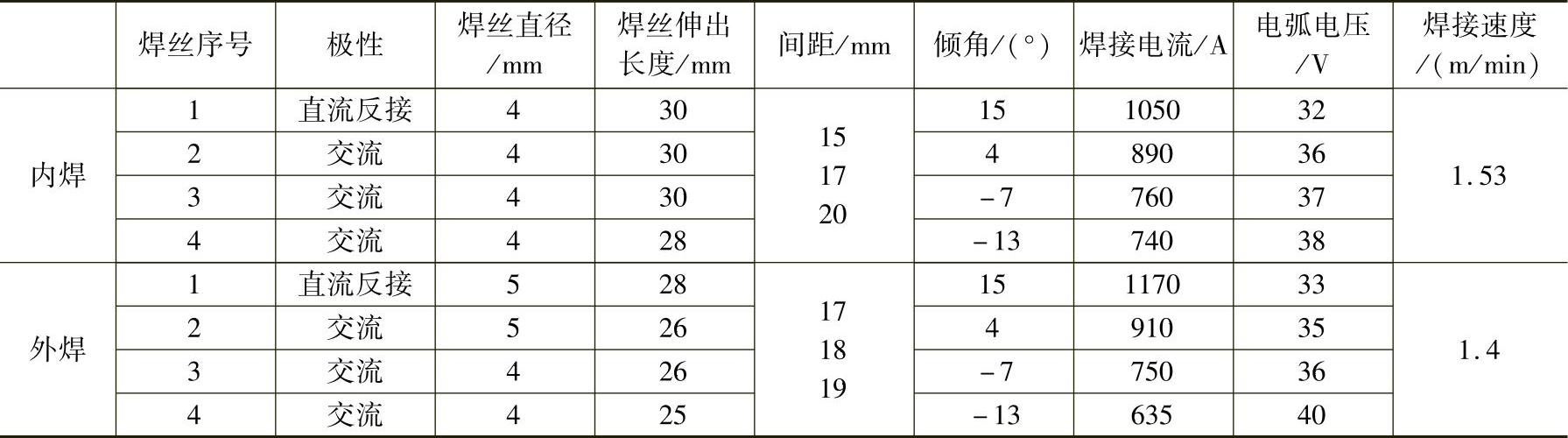
表1-4-19 厚度δ=26.2mm的X70直缝钢管焊接参数







相关推荐