本节前述已介绍了热切割最常见的有气体火焰切割、等离子和激光切割三种。下面再介绍几种典型的管材热切割设备。而数控管子相贯线切割机正是针对这一要求而设计研发的进行管道相贯线切割的专有的自动化设备。管道数控相贯线切割机可有效地提高切割效率、切割质量,减轻操作者地劳动强度。......
2025-09-29
(一)埋弧焊设备的分类
(1)按照用途 埋弧焊设备分为通用和专用两种。通用埋弧焊设备广泛用于各种结构的纵环缝对接、角接。专用埋弧焊设备如埋弧自动角焊机、T形梁焊机、埋弧堆焊机。
(2)按电源类型 埋弧焊设备分为交流和直流两种。
(3)按行走机构形式 埋弧焊设备分为焊车式、悬挂式、车床式、悬臂式以及龙门式等如图3-41所示。
(4)按送丝方式 埋弧焊设备分为等速送丝式和变速送丝式两种。前者适用细丝高电流密度焊接,后者适用粗丝低电流密度焊接。
(5)按焊丝数量和截面形状 埋弧焊设备分单丝、双丝、多丝和带状。单丝埋弧焊设备运用最广泛,双丝和多丝是为了提高生产率,带状主要用于大面积堆焊。
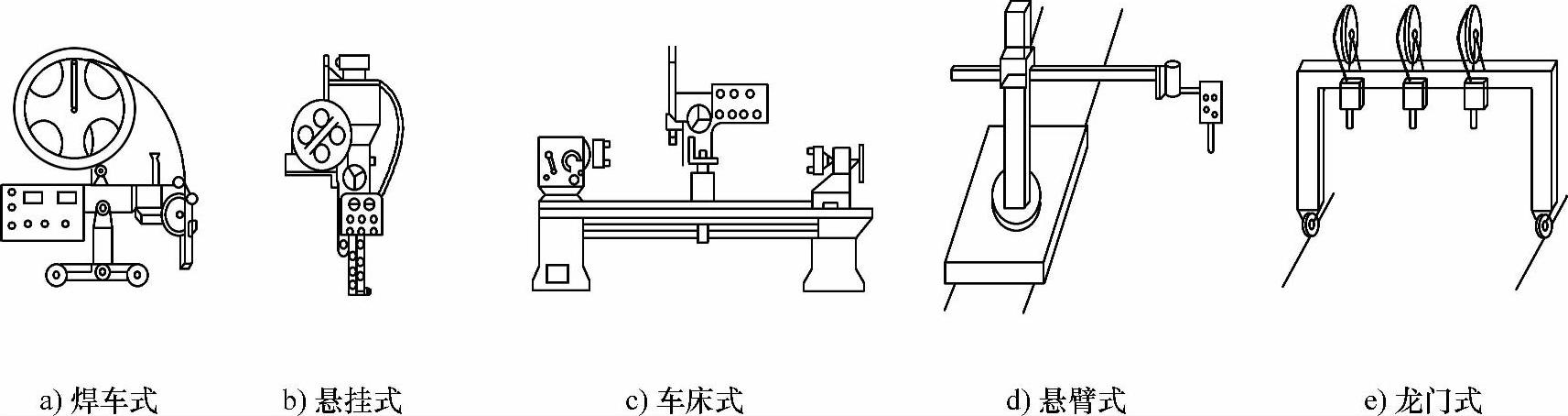
图3-41 常见埋弧焊设备的形式
(二)埋弧焊设备的组成
埋弧焊设备包括埋弧焊机、机头、控制箱、支架或导轨及辅助设备。埋弧焊机由焊接电源机械系统和控制系统三部分组成。MZ-1000埋弧焊机如图3-42所示。
焊接电源是向焊接电弧提供电能,提供合适的电气特性,参与焊接参数的调节。机械系统的作用是送丝,移动焊接电弧、铺撒焊剂等。控制系统的作用是实现引弧、送丝、移动电弧、停止移动电弧、熄弧等程序自动控制,并进行焊接参数调节,使电弧稳定燃烧。辅助设备是调整工件位置,使焊缝始终处于最佳焊接位置,或是特殊的工艺装置,如焊接夹具、工件变位设备、焊机变位设备、焊缝成形设备及焊剂回收输送设备等。

图3-42 MZ-1000埋弧焊机
1.焊接电源
埋弧焊电源有交流电源、直流电源或交直流并用。细丝(直径小于等于3mm)埋弧焊电弧静特性是上升的,要求电源的外特性是平特性,配合等速送丝能通过自身调节来保证焊接参数的稳定。直径大于3mm的粗丝电弧静特性是水平的,通常采用下降特性的电源和变速送丝(电弧电压负反馈调节送丝速度)来保证焊接参数的稳定,并用来焊接厚板。直流电源主要有弧焊整流器如ZXG—1000R、晶体管电源ZX5—630及逆变整流器如ZX7—1000等。直流电源一般用于单丝小电流(300~600A)焊接,适用快速引弧、短焊缝、高速焊接、所采用的焊剂稳弧性差及焊接参数较高的场合。小容量焊机大多是多功能的,可以进行TIG焊(恒流外特性)、实芯或药芯熔化极气体保护焊(恒压外特性)。由于磁偏吹,直流埋弧焊的焊接电流很少在1000A以上。
交流埋弧焊电源一般为陡降外特性,主要电源有弧焊变压器如BX1—1000和晶闸管电抗器式矩形波交流电源。弧焊变压器成本低,且无磁偏吹现象,它只适用要求不太高且电流较大的场合。晶闸管电抗器式矩形波交流电源既能满足无磁偏又能满足精度和质量要求如窄间隙焊接。
2.埋弧焊控制系统
埋弧焊基本控制系统由五个部分组成,即送丝速度控制、焊接电源参数给定、焊接启动/停止开关、手动或自动行走选择开关、待焊状态的送进或回抽。其他控制如悬臂式、门架式等埋弧焊机的控制系统还要增加悬臂伸缩、悬臂升降、立柱旋转、工件变位机运转等控制环节。
半自动埋弧焊控制系统相对简单,只需要送丝速度控制。在恒压电源系统中,要保证焊丝的等速送进;在恒流电源系统中,要监控焊接电压,并通过控制送丝速度来保证稳定的焊接电压。
数字式埋弧焊机最大的优点是电流、电压、焊速可以预设,避免焊前试焊,提高了生产率同时动态反应速度快,焊缝外形整齐。缺点是结构复杂、维修困难。(https://www.chuimin.cn)
3.机械系统
埋弧焊机的机械系统包括送丝机构、焊车行走机构、机头调节机构、导电嘴、焊剂漏斗、焊丝盘等部件,通常焊机上还装有控制盒等。各厂家都有各自的设计,但功能大同小异。
(1)送丝机构 送丝机构一般都包括送丝电动机、传动系统、送丝滚轮、矫直滚轮等。焊丝靠送丝滚轮夹紧和转动送入导电嘴。
(2)焊车行走机构 焊车行走机构由电动机、传动机构、行走轮、离合器、车架等组成行走轮一般采用橡胶绝缘轮,目的是避免焊接电流流经车轮而短路。
(3)机头调节机构 机头调节机构是使焊机能适应各种不同类型焊缝的焊接,并使焊丝对准焊缝,因此送丝机头应有足够的调节自由度。例如,MZ—1000型埋弧焊机的机头有X、Y两个方向的移动调节,调节行程分别为60mm和80mm,还有α、β、γ三个方向的手工转动角度调节,如图3-43所示。机头上有易损件导电嘴,它的结构有三种,如图3-44所示。
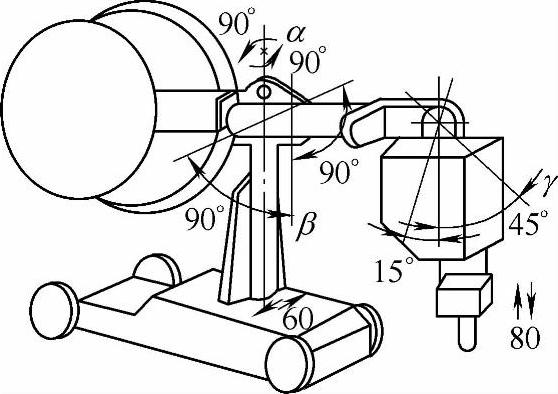
图3-43 MZ—1000型焊车调节自由度
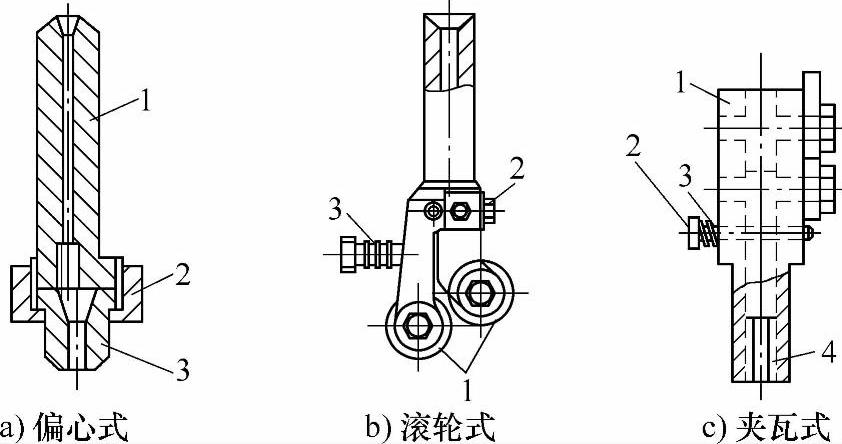
图3-44 导电嘴结构
a)1—导电杆 2—螺母 3—导电嘴
b)1—导电滚轮 2—旋紧螺钉 3—弹簧
c)1—接触夹瓦 2—旋紧螺钉 3—弹簧 4—可换衬瓦
(4)埋弧焊的辅助设备
1)焊接夹具。使用焊接夹具的作用在于使工件准确定位并夹紧,以便于焊接。这样可以减少或免除定位焊焊缝和减少焊接变形。焊接夹具往往与其他辅助设备配套使用,如单面焊双面成形装置等,一般都配焊剂垫或铜垫。
2)工件变位设备。这种设备的主要功能是使工件旋转、倾斜、翻转,以便把待焊的焊缝置于最佳的焊接位置,达到提高生产率、改善焊接质量、减轻劳动强度的目的。工件变位设备的形式、结构及尺寸因工件而异。埋弧焊中常用的工件变位设备有滚轮架、翻转机等。
3)焊机变位设备。焊机变位设备也称焊接操作机,其主要功能是将焊接机头准确地送到待焊位置,并在焊接时可在该位置操作,或是以一定速度沿规定的轨迹移动焊接机头进行焊接。一般与工件变位机配合使用,完成各种工件的焊接。
4)焊缝成形设备。埋弧焊的电弧功率较大,钢板对接时,为防止熔化金属的流失和烧穿并促使焊缝背面成形,往往需要在焊缝背面加衬垫。最常用的焊缝成形设备有铜垫、焊剂垫。
5)焊剂回收输送设备。焊剂回收输送设备是用来在焊接过程中自动回收并输送焊剂,以提高焊接自动化程度的装置。
相关文章

本节前述已介绍了热切割最常见的有气体火焰切割、等离子和激光切割三种。下面再介绍几种典型的管材热切割设备。而数控管子相贯线切割机正是针对这一要求而设计研发的进行管道相贯线切割的专有的自动化设备。管道数控相贯线切割机可有效地提高切割效率、切割质量,减轻操作者地劳动强度。......
2025-09-29

同步电机转子上可能有补偿绕组和阻尼绕组,补偿绕组用于补偿直轴电枢反应,阻尼绕组用于减小同步电机的振荡。图6.1中,阻尼绕组D以转子dq坐标系上的Dd、Dq两个等效绕组表示。图6.2 同步电机磁动势2.同步电机的分类从转子产生励磁的方式分类,同步电机可分为可控励磁同步电机和永磁同步电机两类。永磁同步电机又有正弦波永磁同步电机和梯形波永磁同步电机两种。......
2025-09-29

在20世纪70年代以前,国内承压设备的制造和安装单位所用的弧焊电源多是交流弧焊变压器和直流弧焊发电机。焊机的变化主要体现在以下四个方面:1)多种形式的弧焊整流器正在取代直流弧焊发电机,除了在无电网的野外施工采用内燃驱动弧焊发电机以外,电动机式弧焊发电机已逐渐淘汰。3)多种形式的脉冲弧焊电源的研制成功,进一步提高焊接质量、适应全位置和自动化焊接。......
2025-09-29

(一)纸和纸板的分类一般把定量小于225g/m2或厚度小于0.1mm的称为纸,定量大于225g/m2或厚度大于0.1mm的称为纸板。(二)纸和纸板的规格纸和纸板的规格包括纸张的尺寸和质量。纸和纸板的尺寸按国际或国家标准均有一定规定,也可以根据用户需求另作安排。纸张幅面允许的偏差为±3mm,符合上述尺寸规格的纸张均为全张纸或全开纸。1令纸为500张,每张的大小为标准规定的尺寸。......
2025-09-29

塑料网挤出成型生产设备 如图7-38所示,塑料网挤出成型生产设备包括挤出机、成型机头、拉伸筒、冷却水槽、牵引辊、卷取装置等。图7-38 塑料网挤出成型生产设备塑料网挤出成型工艺流程塑料圆网(筒网)挤出成型工艺流程如图7-39a所示,塑料平网挤出成型工艺流程如图7-39b所示。图7-40所示为改进后的部分纵向牵引拉伸网的工艺流程。即在图7-40的基础上,再增加图7-41所示的工艺流程,而卷取机16之前的工艺流程保持不变。......
2025-09-29

卧式注塑机 图4-2所示为卧式注塑机,其合模装置和注塑装置的轴线呈一直线水平排列。这种注塑机的注塑机构和定模板设置在一侧,而合模机构、推出机构及动模板均设置在另一侧。多工位注塑机的特点是注塑装置或合模装置具有两个以上的工作位置,分为单注塑头多模位注塑机、多注塑头单模位注塑机和多注塑头多模位注塑机三种。......
2025-09-29
从图1-2中可以看出,PLC内部主要部件有:图1-2 PLC硬件系统的简化框图1.CPUCPU是PLC的核心组成部分,与通用微机的CPU一样,它在PLC系统中的作用类似于人体的神经中枢,图1-3所示为CPU模块功能示意。通常PLC产品资料中所指的存储器形式或存储方式及容量,是对用户程序存储器而言。根据不同档次的PLC产品选配相应的编程器。......
2025-09-29
蒙古族无论男女都爱穿长袍。男子腰带多挂刀子、火镰、鼻烟盒等饰物。东部亦农亦牧地区蒙古族多穿布衣,有开衩长袍、棉衣等,冬季多毡靴乌拉,高筒靴少见,保留扎腰习俗。图1.1.2电力系统示意图2)实现电信号的传递和处理典型电路为如图1.1.3所示的扩音机电路。图5-3-2元代男服蒙古辫线袄图1.1.3扩音机电路示意图......
2025-09-29
相关推荐