弧焊电源中的变压器有两种基本形式——工频变压器和中频变压器。在工频变压器中,独立作为交流弧焊电源使用的多数采用单相变压器;在整流式弧焊电源中,有单相变压器和三相变压器。由于中频变压器的工作频率较高,其体积、重量大大减少,同等功率弧焊电源中的20kHz中频变压器的体积和重量仅为工频变压器的十几分之一。在实际焊接工程中,根据需要可以采用直流或交流电弧进行焊接,其弧焊电源也相应地分为直流或交流弧焊电源。......
2025-09-29
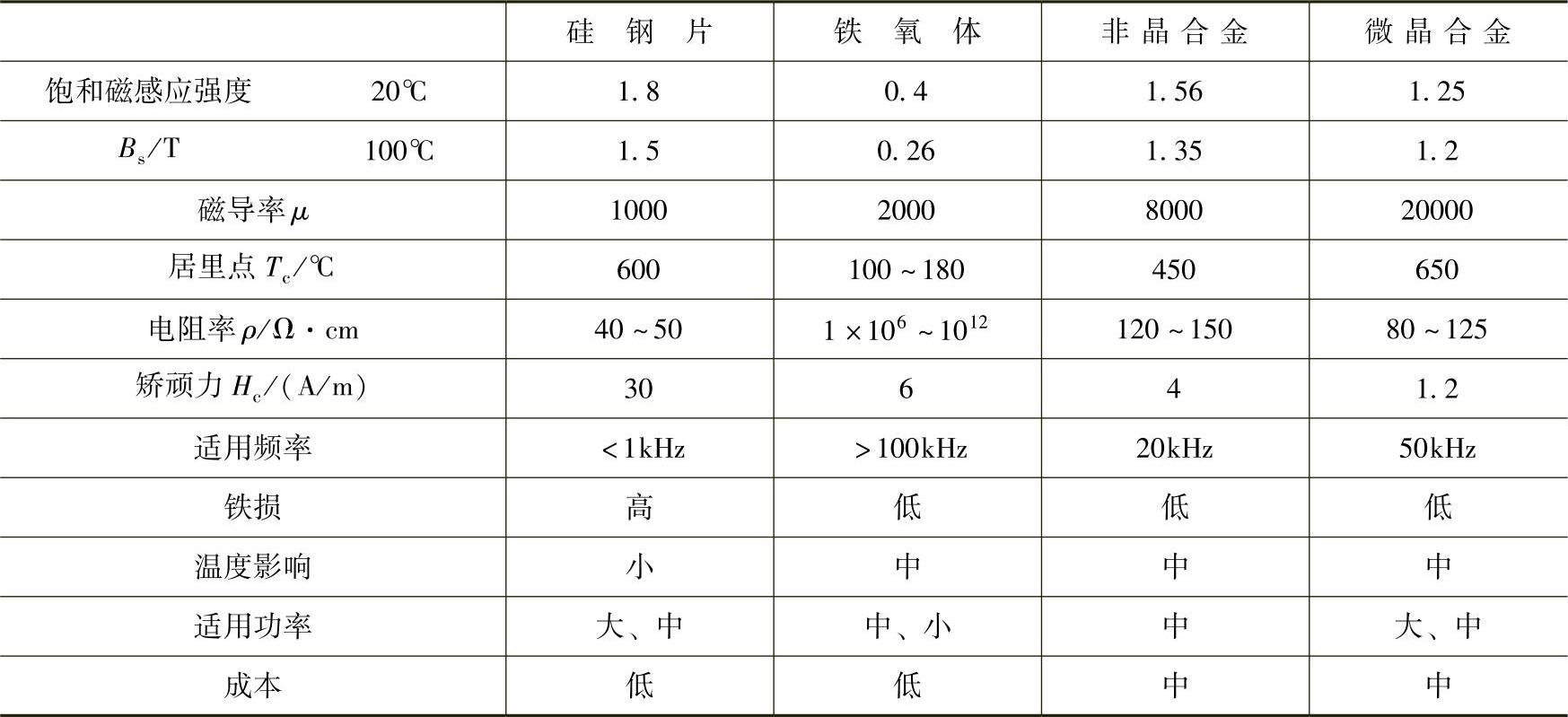
现代弧焊电源中变压器、电抗器铁心常用的磁性材料有硅钢片、铁氧体、非晶合金、微晶合金等。表3-1列出了常用磁性材料的基本特性参数及主要磁性能。
表3-1 常用磁性材料的基本特性参数及主要磁性能
1.硅钢片磁性材料
硅钢片是一种含硅的合金材料,又称电工钢片。一般含硅量越高,硅钢的磁感应强度就越高。硅钢可分为热轧硅钢和冷轧硅钢。热轧硅钢由于其可利用率低,能量损耗大,逐渐被淘汰。冷轧硅钢又分为冷轧取向硅钢和冷轧无取向硅钢。变压器铁心主要选用冷轧取向硅钢片。
硅钢片的特点是饱和磁感应强度高、居里温度高、成本低、可以冲片、切割加工等,但是硅钢片的电阻率低、高频损耗大,一般使用频率不超过400Hz,在低频、大功率下最为适用。弧焊变压器、现代弧焊整流电源中的变压器、电抗器等铁心一般都采用冷轧硅钢片。
常用的硅钢片带材的厚度为0.2~0.5mm,可以采用冲压方法,将硅钢片制成E型或条形,经过叠片组装,制作成口字形或日字形变压器铁心形式,图3-8为硅钢片及变压器铁心示例。
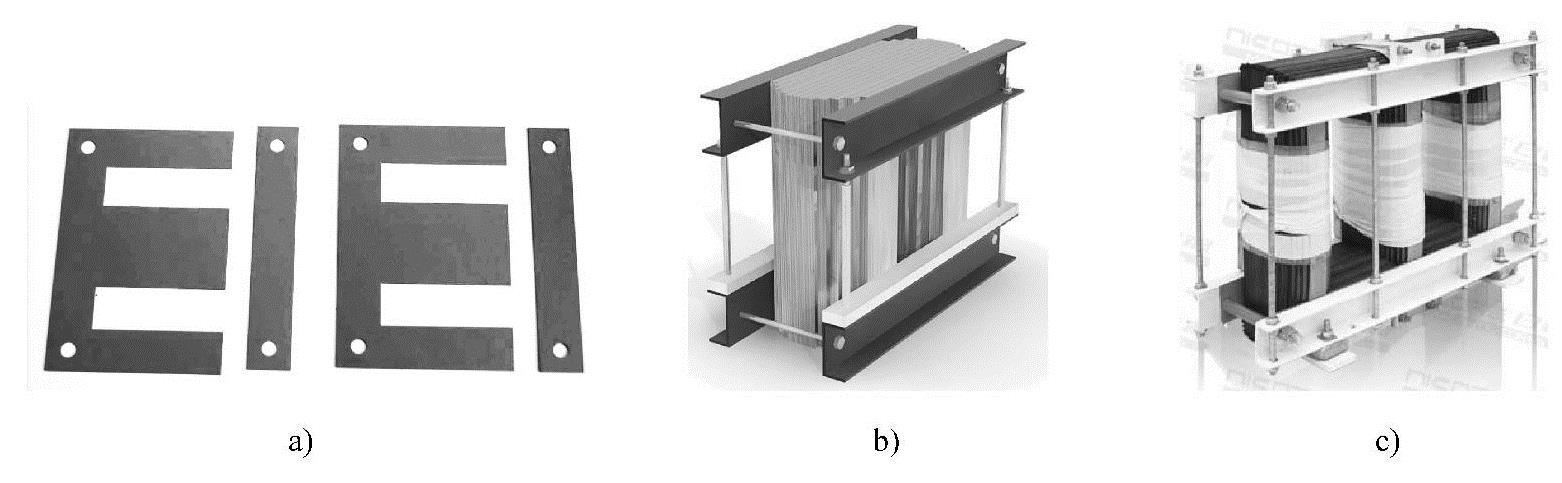
图3-8 硅钢片及变压器铁心
a)E字形和一字形硅钢片 b)一字形硅钢片叠成的口字形铁心 c)一字形硅钢片叠成日字形铁心
薄或超薄硅钢片单片厚度可以达到0.1~0.2mm,变压器的工作频率可以达到400Hz到几kHz。随着硅钢片厚度减少,高频损耗减小,但加工成薄片困难,成本增加较多,晶闸管逆变弧焊电源中变压器工作频率比较低,可以选用超薄硅钢片,而其他逆变弧焊电源中变压器工作频率比较高,很少使用硅钢片。
2.铁氧体磁性材料
铁氧体是铁和其他金属元素构成的复合氧化物,化学分子式为MeFe2O3,其中,Me表示一种或几种2价的过渡金属离子,如锰、镍、锌、钴、铜、镁等,铁氧体由这些金属化合物的混合物烧结而成。
与硅钢片相比,铁氧体的饱和磁感应强度低、居里温度低、力学性能脆、易裂易碎,特别是加工成为大规格的铁氧体时,成品率低,成本较高;但是铁氧体具有很高的电阻率,能够有效抑制涡流产生,高频损耗小,工作频率高,因此多用于小功率逆变弧焊电源的变压器与电抗器中。(https://www.chuimin.cn)
目前,逆变弧焊电源中采用铁氧体磁性材料的形状有E形、U形、矩形和环形等。瑞典EASB公司生产的LHL315逆变弧焊电源使用的是E形磁心,美国LINCON公司生产的V300系列、芬兰KEMPPI公司生产的MASTER350系列逆变弧焊电源采用的是矩形磁心。图3-9所示是铁氧体磁性材料形状示例。
3.非晶合金和微晶合金磁性材料
非晶合金磁性材料是以铁、钴、镍等第一过渡族元素为基,加入其他类金属(P、B、Si等易形成非晶的元素),高温熔化后,采用了超急冷凝固技术(冷却速度>105℃/s),从钢液到薄带成品一次成形,得到的长程无序,短程有序,没有晶粒、晶界存在的玻璃态合金,称之为非晶合金。非晶合金具有许多独特的性能,包括优异的磁性能。
非晶态合金经热处理可以得到微晶合金。微晶合金具有优异的磁性能,某些磁性能比非晶合金还有所提高。
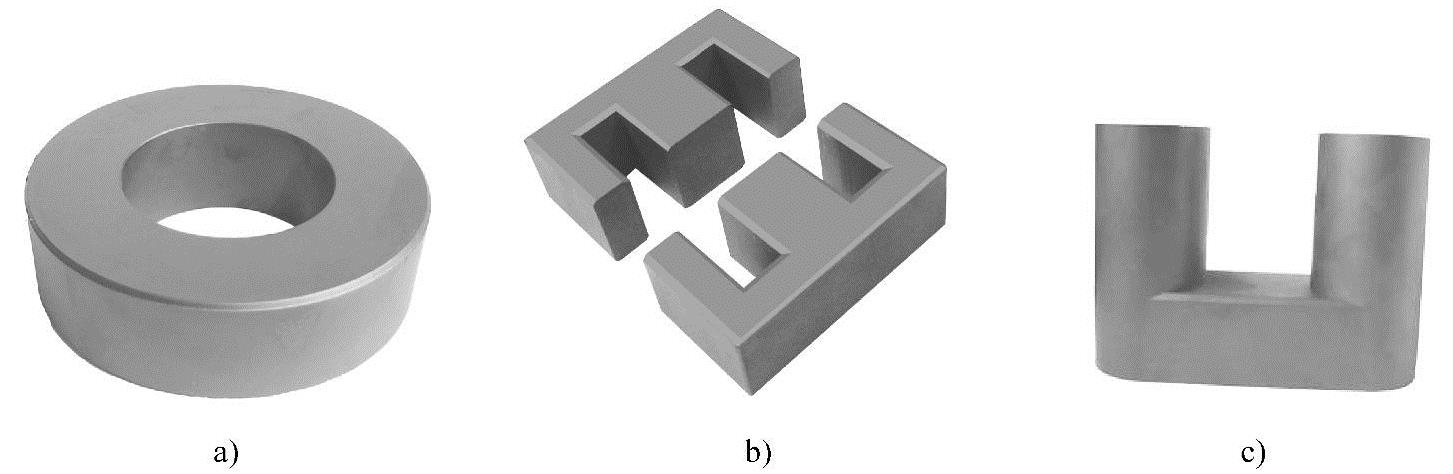
图3-9 铁氧体磁性材料
a)环形 b)E形 c)U形
由表3-1可见,非晶合金和微晶合金磁性材料的饱和磁感应强度较高,居里温度较高,电阻率是硅钢片2~3倍以上,尤其是其矫顽力很小,铁损低。非晶合金和微晶合金磁性材料的工作频率为20~50kHz,完全满足目前逆变弧焊电源对磁性材料的要求,因此,目前在逆变弧焊电源中得到了应用。但目前该类磁性材料的成本还偏高。
图3-10是微晶合金磁性材料的示例。
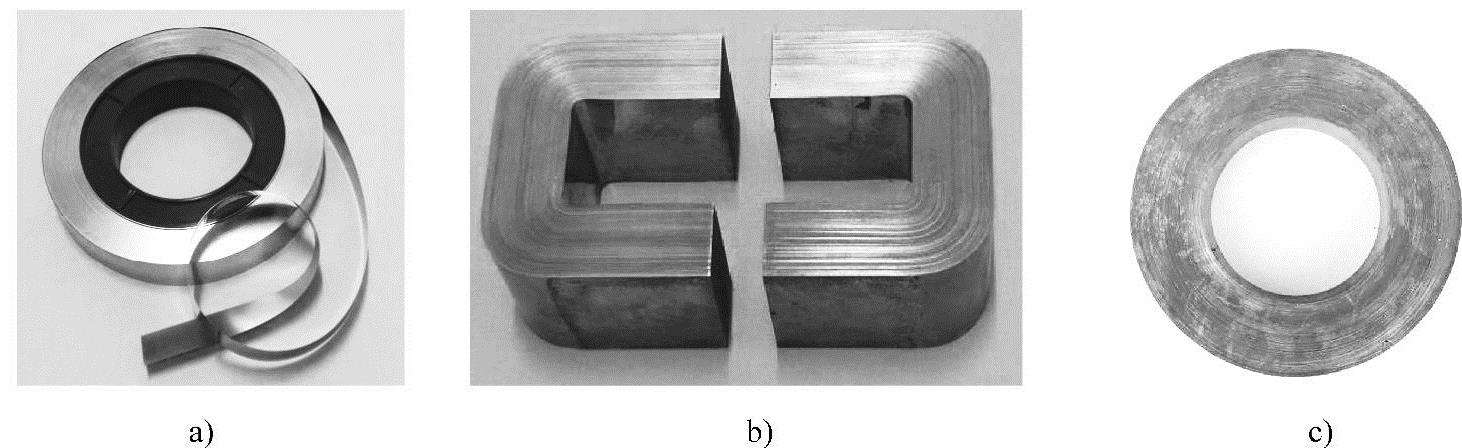
图3-10 微晶合金磁性材料
a)带材 b)U形 c)环形
相关文章

弧焊电源中的变压器有两种基本形式——工频变压器和中频变压器。在工频变压器中,独立作为交流弧焊电源使用的多数采用单相变压器;在整流式弧焊电源中,有单相变压器和三相变压器。由于中频变压器的工作频率较高,其体积、重量大大减少,同等功率弧焊电源中的20kHz中频变压器的体积和重量仅为工频变压器的十几分之一。在实际焊接工程中,根据需要可以采用直流或交流电弧进行焊接,其弧焊电源也相应地分为直流或交流弧焊电源。......
2025-09-29
弧焊电源的DSP控制,借助DSP实现控制算法和PWM信号发生电路的全数字化,完成电压和电流信号的反馈运算、PWM波形的输出、系统实时监控及保护、系统通信等功能,其控制原理框图如图1-2-45所示。基于上述思想,Fronius公司推出了全数字化弧焊电源,随后Panosonic等公司也推出了各自的全数字化弧焊电源产品,并相继进入中国市场。图1-2-45 弧焊电源的DSP控制原理框图就控制系统结构而言,全数字化控制由单片机和DSP共同构成。......
2025-09-29

弧焊逆变器也称为弧焊整流器、逆变式弧焊整流器、逆变式弧焊电源。晶体管式、场效应管式和IGBT式弧焊逆变器均采用这种调节控制方式。如晶闸管式弧焊逆变器,用换向电容的换挡进行粗调脉宽,用改变频率进行细调节。......
2025-09-29

TIG焊根据焊件材料可选择直流或交流弧焊电源,表1-6-1为不同的焊件材料与弧焊电源类别和极性的选择关系。焊接其他金属一般优先选择直流正接法,其次为交流弧焊电源。直流TIG焊多采用直流正接法方式施焊,此时电流不发生极性变化,电弧一旦引燃就能够十分稳定地燃烧。焊接铝、镁及其合金时,图1-6-5是交流钨极氩弧焊的电流、电压波形及其直流分量示意图。......
2025-09-29
所谓电弧的稳态,是指电弧长度、电弧电压和电流在较长时间内不改变数值,处在相对稳定的状态。因此,就要求弧焊电源在焊接中,当电弧长度、电弧电压和电流变化时,必须具有满足动态电弧负载要求的特性,该特性就是弧焊电源的动特性。弧焊电源的动特性对电弧焊中的引弧、燃弧和熔滴过渡状态具有重要的影响,它是能否获得满意焊缝质量的重要因素之一。......
2025-09-29

若是MAG/MIG焊,单片机控制系统通过对电弧电压、焊接电流信号的采集比较,使焊丝速度和电弧电压调节到预定焊接参数。如需预热,待工件预热到一定时间后,单片机发出起动行走指令,并输出一定数值的焊接速度信号,开始正常焊接,单片机实时数字显示焊接电流及电弧电压,自动进行焊接过程的参数变换。收弧完毕,单片机进入焊接结束状态,并关闭所有通道。......
2025-09-29

我国西气东输工程采用了直缝埋弧焊管,其中X70级管线钢,壁厚14.5~26.2mm,直径914~1118mm,采用的是双面四丝埋弧直缝钢管。外预焊采用CO2气体保护焊,内外焊采用四丝埋弧焊,并采用DC+AC+AC+AC电源组合,交流电源采用特定的柯斯特接法,以减少电弧间的相互干扰。焊丝中心一定要排列在焊缝中心线上,否则会因焊丝排列不在一条直线上而形成摆动电弧,造成正反面焊缝中心错位缺陷。......
2025-09-29

表1-2-3 交直流弧焊电源技术经济性比较与用途根据工作条件和需要选择1)在水下、高山、野外施工等场合没有交流电网,应选用汽油或柴油发动机拖动弧焊发电机。2)对于热敏感性大的合金钢、薄板单面焊双面成形、管道及全位置自动焊,宜用数字化脉冲弧焊电源。......
2025-09-29
相关推荐