功率系统:如图6-1所示,由输入电路、逆变电路、输出电路等构成逆变电源功率系统,也称为主电路。逆变电路是逆变式弧焊电源的核心,由电子功率开关器件和逆变降压变压器等构成。对于要求直流输出的弧焊电源,其输出电路包括整流和滤波电路。......
2025-09-29
与普通弧焊电源相比,逆变式弧焊电源最显著的特点是工作频率高,目前常见的IGBT逆变式弧焊电源的逆变频率一般在20kHz左右。与其他弧焊电源相比,逆变式弧焊电源具有许多特点。
1.体积小、重量轻
普通弧焊电源的体积和重量主要集中在变压器和电抗器上,二者所占比例可达80%以上。在变压器设计中,根据有关电磁定律,可以推出电压U与变压器工作频率f、铁心截面S、铁心材料的最大磁感应强度Bm以及线圈匝数N之间的关系如下:
U∝fNBmS (6-1)
Bm的大小与变压器铁心的磁性材料有关,磁性材料确定后,Bm也就确定了。当输入电压U确定后,变压器的工作频率f与变压器线圈匝数N和铁心截面S的乘积成反比。当f大幅度提高时,NS就会大幅度下降,相应的变压器体积和重量也大幅度减小。由于逆变式弧焊电源中的逆变频率远远高于工频,因此,其变压器的体积和重量会大大减小。逆变频率越高,变压器体积和重量减小得越多。
同理,弧焊电源工作频率大幅度提高,电抗器的体积和重量也会大幅度减小。
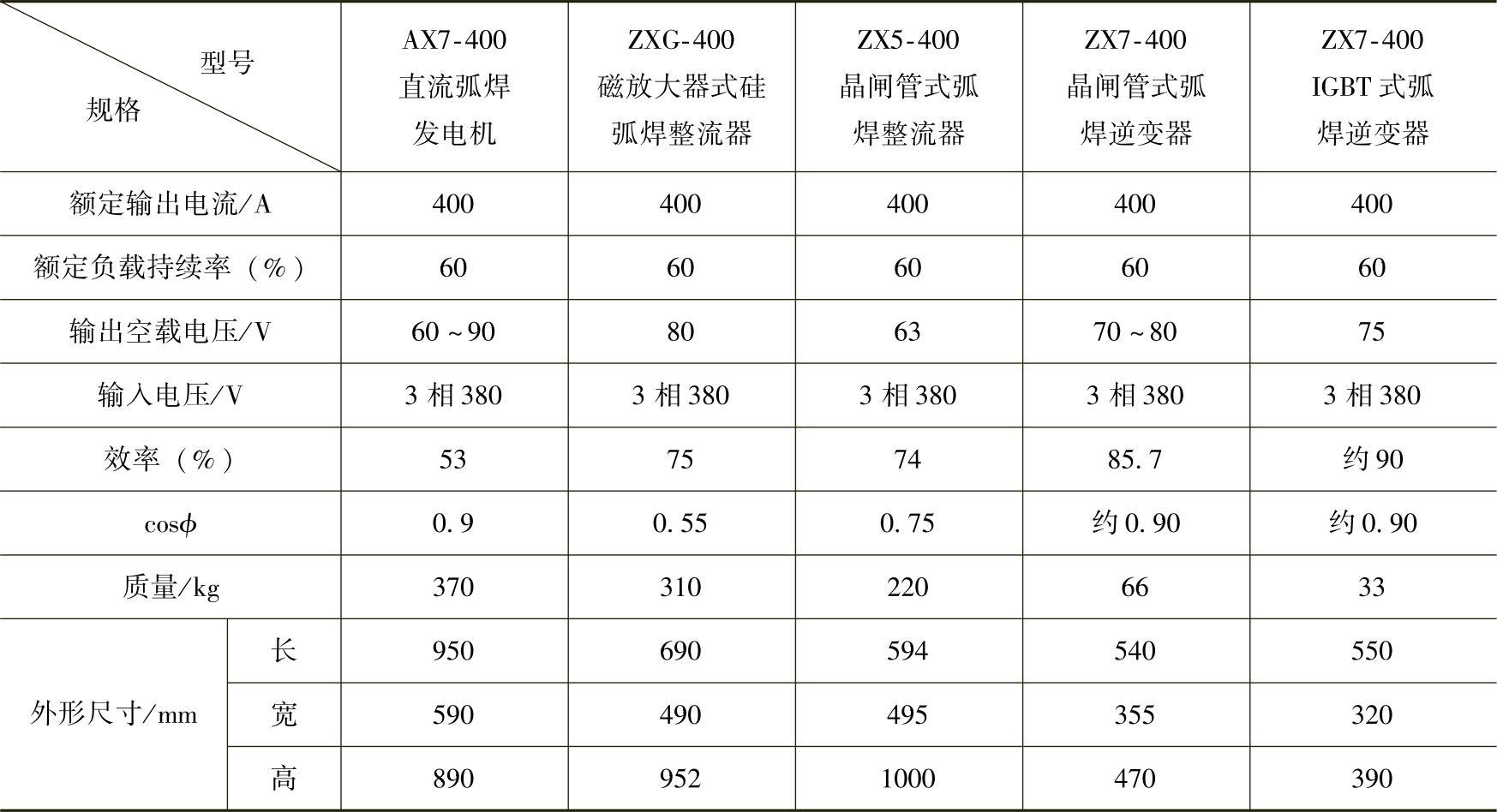
由此可见,变压器和电抗器体积、重量的大幅度减小,将使逆变式弧焊电源本身的体积和重量大幅度减小。例如:一个额定电源为300A的逆变式弧焊电源重约35kg,体积0.06m3;而一个相同额定电流的晶闸管弧焊整流器重约180kg,体积0.65m3。由表6-2可以看到逆变式弧焊电源与常用传统弧焊电源体积与重量之间的比较。
逆变式弧焊电源较小的重量和体积为其生产、运输、使用等提供了极大的方便,尤其适用于流动及高空作业。
2.高效节能
逆变式弧焊电源的变压器和电抗器的体积和重量大大减小,相应的铁损(铁心磁损耗)和铜损(导线耗能)也随之减小;又因逆变频率高,通电周期小,变压器的励磁电流很小;大多数逆变式弧焊电源半导体功率开关器件工作于开关状态,比工作于模拟状态的半导体功率器件的功耗小。因此,逆变式弧焊电源效率较高,功率因数较高,节约电能,可减少配电容量。表6-2列出了逆变式弧焊电源与传统弧焊电源的主要技术指标。
表6-2 逆变式弧焊电源与传统弧焊电源主要技术指标(https://www.chuimin.cn)
3.动特性好、控制灵活
普通的弧焊电源工作频率为工频或其倍频,控制周期较长,回路中保持电流稳定的输出电抗器电感较大。即使是晶闸管双反Y形弧焊整流器的工作频率也仅为六倍工频,控制周期为3.3ms。逆变式弧焊电源的工作频率很高,例如20kHz工作频率的逆变式弧焊电源的控制周期可达50μs;且因工作频率高,焊接回路中起滤波作用的电感值也较小,从而使整个回路的时间常数减小,控制过程的动态响应速度加快。
逆变式弧焊电源的外特性、动特性等性能主要由电子控制电路进行调节。电子控制电路的变化和调整灵活、方便,易于在一台电源上实现多种特性的输出,甚至在焊接过程中也可以根据要求切换不同的特性。
动特性好,控制灵活是逆变式弧焊电源得到飞速发展的最主要原因之一。
4.元器件特性要求高,电路复杂
逆变式弧焊电源是典型的电力电子装置,是高精度的电子控制电源,因此电路复杂。
普通弧焊电源工作频率低,一般工作波形为正弦波,du/dt、di/dt较小。而逆变电源由于工作频率高,内部电流换向快,变化剧烈,对du/dt、di/dt等动态参数的影响十分明显。在这样严酷的工作条件下,逆变电源的功率半导体开关等元器件被击穿、烧穿的可能性大大增加,为了保证逆变式弧焊电源的可靠性、稳定性,不仅需要高质量、高性能的元器件,而且需要设计、应用许多保护电路,这也是逆变式弧焊电源控制电路复杂的重要因素之一。
由于逆变器交变电流的频率高,趋肤效应强烈,所以对于变压器的磁性材料及形状、导线材料及形状、线圈绕制方法等都有特殊的要求。
相关文章

功率系统:如图6-1所示,由输入电路、逆变电路、输出电路等构成逆变电源功率系统,也称为主电路。逆变电路是逆变式弧焊电源的核心,由电子功率开关器件和逆变降压变压器等构成。对于要求直流输出的弧焊电源,其输出电路包括整流和滤波电路。......
2025-09-29

GMAW弧焊电源的选择原则如下:1.弧焊电源的外特性与调节性能GMAW弧焊电源外特性有平特性(恒压)、陡降型(恒流)及缓降型3种。由于细丝焊时电弧具有很强的自身调节作用,因此一般选用平特性的弧焊电源,配等速送丝机构。一方面要求弧焊电源能保证合适的短路电流增长速度及短路电流峰值,另一方面要求能保证空载电压具有足够的恢复速度。目前GMAW用弧焊电源均能满足短路过渡时对空载电压增长速度的要求。......
2025-09-29

ARM微处理器已经遍及工业控制、网络系统各类产品市场,基于ARM技术的微处理器应用占据了32位RISC微处理器80%以上的市场。ARM嵌入式技术在联网方面的优势,为实现网络化控制奠定了基础。ARM7的优点是耗电少和成本低,但ARM7最大执行速率不到100MHz。它与8051之类的微控制器类似,但在功能上,ARM7通常优于MCU。......
2025-09-29

矩形波交流弧焊电源可分为逆变器式、晶闸管电抗器式和数字开关式三种。这里仅介绍晶闸管电抗器式矩形波交流弧焊电源。图1-2-26 晶闸管电抗器式矩形波交流弧焊电源原理及其矩形交流波形图a)矩形波交流弧焊电源原理图 b)矩形交流波形......
2025-09-29

弧焊电源中的变压器有两种基本形式——工频变压器和中频变压器。在工频变压器中,独立作为交流弧焊电源使用的多数采用单相变压器;在整流式弧焊电源中,有单相变压器和三相变压器。由于中频变压器的工作频率较高,其体积、重量大大减少,同等功率弧焊电源中的20kHz中频变压器的体积和重量仅为工频变压器的十几分之一。在实际焊接工程中,根据需要可以采用直流或交流电弧进行焊接,其弧焊电源也相应地分为直流或交流弧焊电源。......
2025-09-29

弧焊电源的DSP控制,借助DSP实现控制算法和PWM信号发生电路的全数字化,完成电压和电流信号的反馈运算、PWM波形的输出、系统实时监控及保护、系统通信等功能,其控制原理框图如图1-2-45所示。基于上述思想,Fronius公司推出了全数字化弧焊电源,随后Panosonic等公司也推出了各自的全数字化弧焊电源产品,并相继进入中国市场。图1-2-45 弧焊电源的DSP控制原理框图就控制系统结构而言,全数字化控制由单片机和DSP共同构成。......
2025-09-29
TIG焊根据焊件材料可选择直流或交流弧焊电源,表1-6-1为不同的焊件材料与弧焊电源类别和极性的选择关系。焊接其他金属一般优先选择直流正接法,其次为交流弧焊电源。直流TIG焊多采用直流正接法方式施焊,此时电流不发生极性变化,电弧一旦引燃就能够十分稳定地燃烧。焊接铝、镁及其合金时,图1-6-5是交流钨极氩弧焊的电流、电压波形及其直流分量示意图。......
2025-09-29
若是MAG/MIG焊,单片机控制系统通过对电弧电压、焊接电流信号的采集比较,使焊丝速度和电弧电压调节到预定焊接参数。如需预热,待工件预热到一定时间后,单片机发出起动行走指令,并输出一定数值的焊接速度信号,开始正常焊接,单片机实时数字显示焊接电流及电弧电压,自动进行焊接过程的参数变换。收弧完毕,单片机进入焊接结束状态,并关闭所有通道。......
2025-09-29
相关推荐