在20世纪70年代以前,国内承压设备的制造和安装单位所用的弧焊电源多是交流弧焊变压器和直流弧焊发电机。焊机的变化主要体现在以下四个方面:1)多种形式的弧焊整流器正在取代直流弧焊发电机,除了在无电网的野外施工采用内燃驱动弧焊发电机以外,电动机式弧焊发电机已逐渐淘汰。3)多种形式的脉冲弧焊电源的研制成功,进一步提高焊接质量、适应全位置和自动化焊接。......
2025-09-29
随着脉冲焊接技术的发展,脉冲弧焊电源得到了越来越广泛的应用。电子控制脉冲弧焊电源是利用控制系统中的脉冲发生器产生脉冲信号,将脉冲信号作为给定信号,使弧焊电源输出相应的脉冲电流或电压。目前应用较多的脉冲波形是矩形波。
脉冲发生器目前越来越多地采用波形发生器集成电路。目前应用比较多的是采用555定时器构成的脉冲发生器。
1.555定时器构成的脉冲发生器
555定时器是一种将模拟功能和逻辑功能巧妙地集成在同一个硅片的线性集成电路。555定时器集成电路的价格低廉,使用方便,只需要少量的外接器件就可以构成多种模拟和数字电路。也可以构成脉冲弧焊电源中常用的矩形波发生器。
如图4-31所示,将555定时器外接两个电阻R1、R2和一个电容C,便构成了一个方波发生器。555定时器的④、⑧脚连接外加电源UCC,刚接通电源的瞬间,定时电容C两端电压为零,触发端②脚电位低于1/3UCC,555定时器的③脚输出高电平。接通电源以后,电源UCC经电阻R1、R2对电容C充电,使电容端电压UC上升,当UC上升到2/3UCC时,定时器③脚跃变,输出低电平,此时电容C通过R2及555定时器内部的晶体管放电,使电容的端电压逐渐下降,当电容电压降到低于1/3UCC时,555定时器的③脚再次跃变,输出高电平。此时,电源UCC又通过R1和R2向电容C充电,电容电压由1/3UCC开始上升,当上升到大于2/3UCC时,定时器的③脚输出发生翻转。如此往复,电容电压UC在1/3UCC和2/3UCC之间周期性地充电和放电,使定时器③脚输出电压U0发生跳变,形成自激振荡,输出方波脉冲波形。
假设方波发生器输出高电平的持续时间为t1,低电平持续时间为t2。经推导可得
t1=0.693(R1+R2)C
t2=0.693R2C
T=t1+t2=0.693(R1+2R2)C

图4-32是由555定时器构成的可以改变脉冲占空比的方波脉冲发生器。二极管VD1和VD2为电容C提供给了两个分立的充、放电通道。电位器RP1和RP2分别控制输出脉冲的高电平周期和低电平周期。放电回路中的电阻R2应和充电回路中的R1阻值相等。
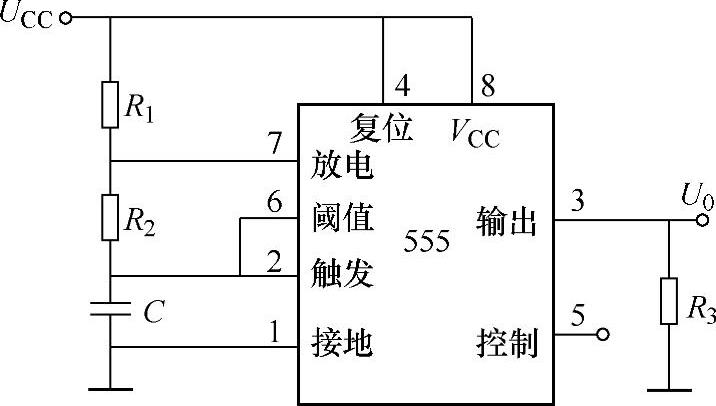
图4-31 555构成的方波发生器(https://www.chuimin.cn)

图4-32 可调占空比的方波发生器
该方波发生器的脉冲占空比可以在很大的范围内变化。由于该脉冲发生器是通过调节脉冲时间或者脉冲休止时间来调节脉冲占空比的,因此在调节脉冲占空比的同时,脉冲频率也发生变化。
图4-33所示的脉冲发生器的脉冲周期是不变的,而占空比由RP1控制。
如果R1=R2=1kΩ,RP1=10MΩ,则输出脉冲的占空比的调节范围为0.01%~99.9%。在调节RP1时输出频率只有很小的变化。
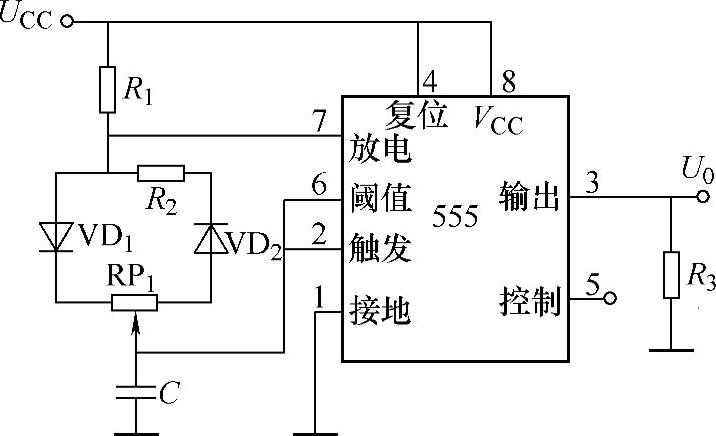
图4-33 频率不变的方波发生器
2.应用举例
可以将脉冲发生器的脉冲电压直接作为脉冲电流控制的给定值,也可以作为一个控制信号,控制不同直流给定信号的输出。
图4-34所示是一个脉冲弧焊电源的脉冲信号给定电路原理图。该电路由方波脉冲发生器、模拟开关、反相器以及两个直流信号给定电路组成。直流稳压源UCC通过R3和RP3分压给出脉冲峰值电流;通过R4和RP4分压给出脉冲基值电流;调节RP3、RP4可以调节脉冲峰值电流和脉冲基值电流的大小。脉冲发生器产生的脉冲信号控制两个模拟开关的通断,当定时器555输出高电平时,模拟开关SW1导通,脉冲峰值电流给定信号输出;当定时器555输出低电平时,模拟开关SW2导通,脉冲基值电流给定信号输出。如此往复,实现了脉冲电流的给定控制,调节RP1、RP2使定时器555输出的脉冲频率或占空比发生变化,也就调节了弧焊电源输出的脉冲电流或电压的脉冲频率或占空比。

图4-34 弧焊电源脉冲信号给定电路
相关文章

在20世纪70年代以前,国内承压设备的制造和安装单位所用的弧焊电源多是交流弧焊变压器和直流弧焊发电机。焊机的变化主要体现在以下四个方面:1)多种形式的弧焊整流器正在取代直流弧焊发电机,除了在无电网的野外施工采用内燃驱动弧焊发电机以外,电动机式弧焊发电机已逐渐淘汰。3)多种形式的脉冲弧焊电源的研制成功,进一步提高焊接质量、适应全位置和自动化焊接。......
2025-09-29

若是MAG/MIG焊,单片机控制系统通过对电弧电压、焊接电流信号的采集比较,使焊丝速度和电弧电压调节到预定焊接参数。如需预热,待工件预热到一定时间后,单片机发出起动行走指令,并输出一定数值的焊接速度信号,开始正常焊接,单片机实时数字显示焊接电流及电弧电压,自动进行焊接过程的参数变换。收弧完毕,单片机进入焊接结束状态,并关闭所有通道。......
2025-09-29

电子控制式弧焊电源又称为电子弧焊电源。1)移相式弧焊电源采用大功率晶闸管作为整流器件,采用晶闸管的移相控制。2)模拟式弧焊电源是在二极管整流的基础上,采用了功率晶体管作为电源输出电流或电压的调节器件,功率晶体管工作在模拟状态,相当于可变电阻。数字控制技术目前主要用于逆变式弧焊电源或者整流式弧焊电源,而更多的是用于逆变式弧焊电源。......
2025-09-29

为保证一定的Uf,要求Uf随If增大而增大。根据生产经验规定Uf与If的关系为一缓升直线,把它作为规定负载特性,以便确定弧焊电源的If或Uf调节范围。1)焊条电弧焊和埋弧焊的负载特性。2)TIG焊和等离子弧焊的负载特性。通常要求如下:Ifmax/Ie≥1.0,Ifmin/Ie≤0.20。其中,Ie为额定焊接电流。在等速送丝MIG/MAG/CO2焊时,If主要由送丝速度决定,与电压无关。......
2025-09-29

弧焊电源中的变压器有两种基本形式——工频变压器和中频变压器。在工频变压器中,独立作为交流弧焊电源使用的多数采用单相变压器;在整流式弧焊电源中,有单相变压器和三相变压器。由于中频变压器的工作频率较高,其体积、重量大大减少,同等功率弧焊电源中的20kHz中频变压器的体积和重量仅为工频变压器的十几分之一。在实际焊接工程中,根据需要可以采用直流或交流电弧进行焊接,其弧焊电源也相应地分为直流或交流弧焊电源。......
2025-09-29
电磁控制型弧焊电源一般是通过调节弧焊电源内部电磁器件的电磁状态来调节电源的输出特性。例如,通过调节激励电流来改变饱和电抗器或直流发电机铁心的磁饱和程度,从而控制弧焊电源的输出特性。一般的电磁控制型弧焊电源主要指磁放大器式弧焊整流器和直流弧焊发电机。1)磁放大器式弧焊整流器主要由普通的降压变压器、磁放大器、硅整流器以及直流输出电抗器组成。由于电磁控制型弧焊电源是耗材、耗能产品,因此属于淘汰产品。......
2025-09-29

弧焊电源的DSP控制,借助DSP实现控制算法和PWM信号发生电路的全数字化,完成电压和电流信号的反馈运算、PWM波形的输出、系统实时监控及保护、系统通信等功能,其控制原理框图如图1-2-45所示。基于上述思想,Fronius公司推出了全数字化弧焊电源,随后Panosonic等公司也推出了各自的全数字化弧焊电源产品,并相继进入中国市场。图1-2-45 弧焊电源的DSP控制原理框图就控制系统结构而言,全数字化控制由单片机和DSP共同构成。......
2025-09-29
对弧焊电源动特性好坏的评定,就主观评定而言,是由操作者经试焊后做出的。不同的焊接电弧、不同的焊接方法对弧焊电源的动特性要求不同。我国对于弧焊整流器提出了一个动特性指标,见表2-4。在熔化极电弧焊中,引弧与飞溅情况往往是考核电源动态性能的重要内容。......
2025-09-29
相关推荐