等离子弧焊接设备主要包括焊接电源、控制系统、焊枪、气路系统、水路系统。(二)控制系统等离子弧焊接工艺的主要控制由控制系统完成。典型的等离子弧焊机的控制系统主要功能包括设定离子气流量、保护气流量、维弧电流、主弧电流等。(三)焊枪等离子弧焊时产生等离子弧并用以进行焊接的工具称等离子弧焊枪。压缩喷嘴结构、类型和尺寸对等离子弧性能起决定性作用。电极偏心将使等离子弧偏斜影响焊缝成形并且是促成双弧的一个诱因。......
2025-09-29
从物理上讲,等离子弧与普通自由燃烧电弧的本质相同,弧柱均由等离子体组成。但与自由电弧相比,等离子弧是压缩电弧,在实际应用中区别较大,如图1-7-1所示。等离子弧具有以下特点。
(1)能量集中温度高 正是由于机械压缩、热收缩和磁收缩效应,使得等离子弧弧柱区的温度和能量密度得到了大幅度的提高。等离子弧温度可高达24000~50000K,能量密度可达105~106W/cm2。普通钨极氩弧的最高温度为10000~24000K,能量密度一般小于104 W/cm2。
(2)等离子弧气氛具有可控性 它是一种纯净的热源,工作气体可根据生产需要选定而使其呈还原性、氧化性或惰性气氛,因而可用来还原铁和铁合金、熔炼废钢或精炼钢液以及用于钢包及连铸中间包钢液的加热。应用于冶金工业时,不含有任何对冶金产品有害的杂质。
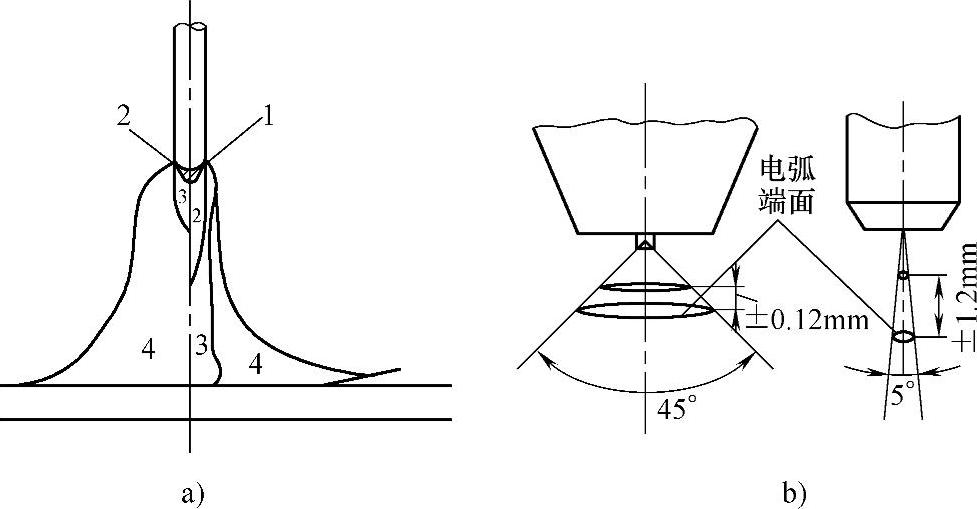
图1-7-1 自由电弧和等离子弧的对比
a)温度分布 b)挺度(左—自由电弧 右—等离子弧)(https://www.chuimin.cn)
1—24000~50000K 2—1800~24000K 3—14000~18000K 4—10000~14000K
自由电弧200A,15V,40×28L/h;压缩电弧200A,30V,40×28L/h,压缩孔径ϕ4.8mm
(3)等离子弧稳定性和挺度好 等离子弧温度和能量密度的显著提高使等离子弧的稳定性和挺度得以改善。自由电弧的扩散角约为45°,等离子弧约为5°,如图1-7-1b所示。这是因为压缩后从喷嘴口喷射出来的等离子弧带电质点运动明显提高所致,最高可达300m/s(与喷嘴结构、离子气种类和流量等有关)。普通电弧在电流小于10A时就会发生电弧漂移现象,即弧柱偏离电弧轴线。这时电弧稳定性会遭到破坏,而等离子弧在1A以下仍可以稳定燃烧。但是,在某些因素(如喷嘴孔径过小、孔道长度或内缩过大、钨极与喷嘴不同心、工作气体流量过小等)作用下,等离子弧也会出现不稳定,甚至出现双弧现象。
(4)热源成分发生变化 在普通钨极氩弧焊中,加热工件的热量主要来源于阳极斑点热,而弧柱辐射和热传导仅起辅助作用。而在等离子弧中,情况则有变化,弧柱的高速等离子体通过接触传导和辐射带给工件的热量明显增加,甚至可能成为主要的热量来源,而阳极热则降为次要地位。
相关文章

等离子弧焊接设备主要包括焊接电源、控制系统、焊枪、气路系统、水路系统。(二)控制系统等离子弧焊接工艺的主要控制由控制系统完成。典型的等离子弧焊机的控制系统主要功能包括设定离子气流量、保护气流量、维弧电流、主弧电流等。(三)焊枪等离子弧焊时产生等离子弧并用以进行焊接的工具称等离子弧焊枪。压缩喷嘴结构、类型和尺寸对等离子弧性能起决定性作用。电极偏心将使等离子弧偏斜影响焊缝成形并且是促成双弧的一个诱因。......
2025-09-29

钛及钛合金等离子弧焊时,为了避免产生钛的氢化物,可使用纯氩或Ar+He混合气体,但不能混入氢气。钛及钛合金等离子弧焊的焊接参数见表5-21。目前小孔等离子弧焊的主要缺点是焊枪笨重,只能局限于自动化焊接。钛合金等离子弧焊时容易产生咬边,可以采用加填充焊丝或加焊一道装饰焊缝的方法消除。......
2025-09-29

碳弧气刨设备包括电源、压缩空气源、碳弧气刨枪、碳棒、电缆气软管。如选用晶闸管整流焊机作为碳弧气刨电源时,应特别注意,不能过载,以保证设备的安全运行。碳弧气刨枪有侧面送风式和圆周送风式两种类型。......
2025-09-29

等离子弧焊的一般操作程序和操作技术是焊前提前送气送水、高频引弧、切断高频、转移弧形成;焊接时调整好各工艺参数、弧柱中心始终对中接缝中心、等离子气递增、行走(送丝)停焊时完成电流衰减、停丝、熄弧、延迟停气等动作。利用穿孔法等离子弧焊焊接厚板时,引弧及收弧处易产生气孔、下凹等缺陷,平直焊缝可增加引弧板及引出板。......
2025-09-29
利用熔透法焊接时,应适当降低等离子气流量,以减小等离子流力。因此,焊接速度、离子气流量及焊接电流这三个工艺参数应相互匹配。大电流焊接时保护气和等离子气应用同种气体以提高电弧的稳定性。对不留间隙的Ⅰ型对接接头进行等离子弧焊时一般可不填充焊丝。......
2025-09-29


相关推荐