溶胀时间与溶胀温度对溶胀工艺的影响有密切的相关性,通常人们称其为温度—时间效应,即提高温度和延长溶胀时间具有同等的效果。因此,从这一意义上说,研究溶胀时间时同样对于NMMO水溶液的浓度有一定的限制,即采用73%~85%的初始浓度。实验中发现,各种不同浓度的NMMO/H2O溶液,都能在一定时间内达到溶胀平衡,但达到溶胀平衡所需的时间有很大的不同,且浆粕厚度的变化程度也不同。......
2025-09-29
焊接时烟尘的大小与铁液的温度、蒸发表面的大小以及蒸发过程进行的时间有关。凡是影响这三个条件的焊接电弧物理因素都会对烟尘的析出产生直接影响,另外烟尘的形成还与气体介质的氧化性有关。
1.铁液的温度对烟尘的影响
图5-110是两组药芯焊丝大熔滴排斥过渡的高速摄影照片,可以作为烟尘的产生与温度有关的证据。众所周知,熔滴的温度与熔滴存在的时间有关,在排斥过渡时,电弧斑点处于大熔滴的底部,电弧直接对熔滴进行加热,随着熔滴存在时间的延长,大熔滴温度逐渐升高,熔滴金属的蒸发也逐渐加剧,因此烟尘不是在熔滴开始形成时就立即产生,而是随着熔滴存在时间的延续、电弧的加热时间的延长、熔滴的温度逐渐升高,烟尘的析出也逐渐增强。在图5-110a中看到,在熔滴存在的初期,析出的烟尘很少(第1~6帧照片),而在第7帧照片以后烟尘逐渐变浓,到第10~13帧照片析出更浓烈的烟尘,直到第15、16帧照片熔滴过渡到熔池,烟尘消散。在图5-110b中看到,当熔滴刚一与熔池接触时只有很少的烟尘(第2~3帧照片),但随着熔滴与熔池桥接短路过程的延续,熔滴的温度会迅速升高,析出的烟尘也越来越浓(第5~13帧照片)。

图5-110 药芯焊丝CO2气体保护焊排斥过渡时熔滴的周围析出越来越浓的烟尘
a)样品名称:Hobart03.05.08药芯焊丝;φ1.2mm;焊接参数:25.5V/150A;拍摄速度:2000f/s b)样品名称:DW100药芯焊丝,φ1.2mm;焊接参数:21V/60dm/min;拍摄速度:1200f/s
2.熔滴过渡频率对烟尘的影响
既然熔滴存在时间与焊接烟尘有关,那么当过渡频率很高时,熔滴存在的时间将会缩短,减少了金属蒸发的时间;另外熔滴存在时间的缩短也减少了电弧对熔滴的加热时间,因此也会使熔滴的温度降低,这两方面的因素都会减少烟尘的析出,所以熔滴高频率过渡时,在熔滴表面析出的烟尘将会减少。
图5-111是药芯焊丝CO2气体保护焊表面张力过渡时析出烟尘情况的高速摄影的单帧照片。可以看出熔滴在与熔池形成桥接过渡之前和整个桥接过渡过程中没有明显的烟尘析出,统计的该焊丝的过渡频率超过40s-1,过渡周期平均不大于25ms,熔滴存在时间不大于20ms。这一实例说明,当熔滴以高频率进行表面张力过渡的时候,熔滴存在时间十分短暂,往往在来不及形成大量烟尘的时候,熔滴已经完成了过渡,因而减少了烟尘的析出。可以想象当过渡频率更高的细熔滴过渡时,析出的烟尘也许会更少。
3.飞溅对烟尘的影响
既然析出的烟尘与熔滴金属比表面积和温度有关,那么很容易解释为什么当发生飞溅时会析出浓烈烟尘。显然当形成飞溅,特别是电爆炸飞溅时,金属液桥因过热瞬间发生爆炸而被分裂成大大小小细碎的金属颗粒,处于过热状态的金属颗粒的比表面积突然增大了几十倍,为蒸发和氧化过程提供了极好的条件,因此发生电爆炸飞溅的瞬间,烟尘几乎也同时涌出。
图5-112显示药芯焊丝CO2气体保护焊时发生大颗粒飞溅时析出烟尘的场景,在图5-113b、c和d以及在本章前面图5-107和5-108中照片看出,在形成大颗粒飘离飞溅时,大熔滴无论是在与熔池刚一接触,或者是在形成飘离飞溅呈飘浮状态飞行过程中,熔体总是显示十分杂乱无序的边界,表明熔滴特别激烈地活动,在它的周围弥散着浓烟。说明熔滴在剧烈动荡或者是发生飞溅时都会猛烈地析出烟尘,这是因为一方面杂乱的边界增大了熔体的蒸发表面,另一方面熔滴的激烈活动增强了蒸发表面与气流相对的运动,更促进蒸发过程的进行。与大颗粒飞溅物析出烟尘的情况不同,细小的飞溅物颗粒具有更大的比表面积,且数量多,因此在发生强烈电爆炸飞溅的时候,正如在图5-112a中所看到的将伴随着烟尘瞬间大量地涌出。(https://www.chuimin.cn)
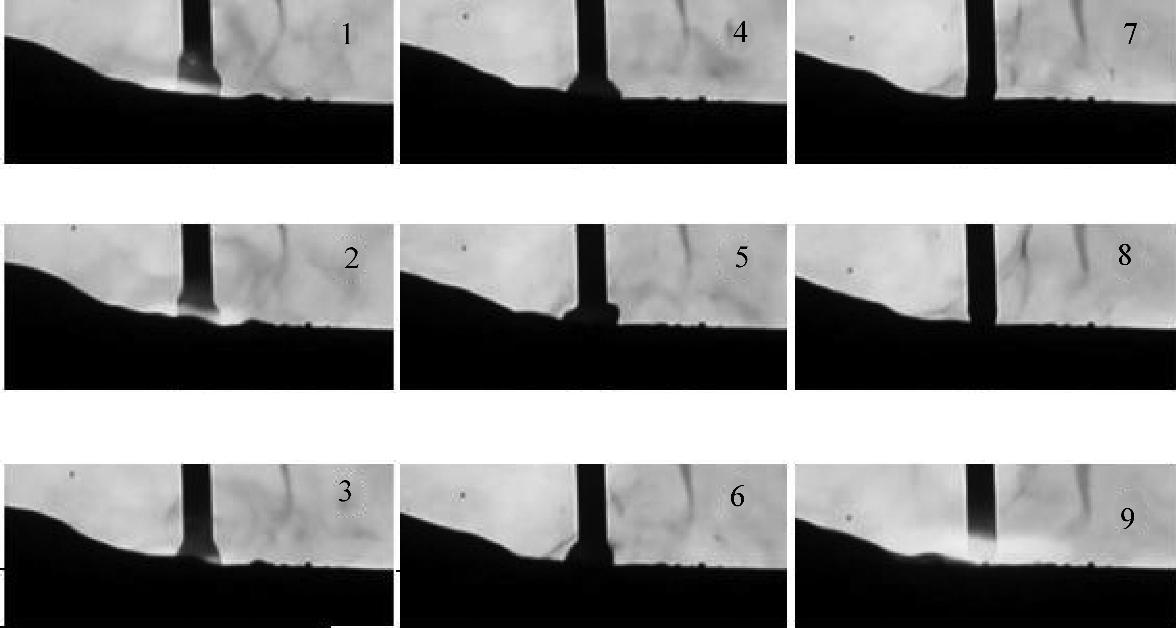
图5-111 药芯焊丝CO2气体保护焊表面张力过渡时烟尘析出情况的高速摄影照片
样品名称:SQJ50药芯焊丝φ1.2mm;焊接参数:23V/165A,60dm/min,直流反接;拍摄速度:1200f/s。

图5-112 药芯焊丝CO2气体保护焊熔滴发生飞溅时产生烟尘的照片
a)KFX钛型药芯焊丝32V/150dm/min b)KFX钛型药芯焊丝26V/90dm/min c)钛型药芯焊丝29V/120dm/min d)钛型药芯焊丝32V/150dm/min
图5-113所示的是一个飞溅物颗粒析出烟尘的情景,从图中看到燃烧着的飞溅物颗粒在飞行中拖着浓烟,不过图中飞溅物的颗粒尺寸不算小,更小的飞溅物则在飞行过程中完全被烧掉,生成的氧化铁烟尘冷却后形成粉状的黑灰。在放映高速摄影的影片时可以观察到这些细小颗粒在飞行中析出烟尘的轨迹,但几乎看不到这些细小颗粒的实际轮廓。

图5-113 药芯焊丝CO2气体保护焊时飞溅颗粒在飞行中析出浓烟的高速摄影照片
焊丝样品:15DW10004.06.21;焊接参数:31V/210A;拍摄速度:2000f/s。
相关文章

溶胀时间与溶胀温度对溶胀工艺的影响有密切的相关性,通常人们称其为温度—时间效应,即提高温度和延长溶胀时间具有同等的效果。因此,从这一意义上说,研究溶胀时间时同样对于NMMO水溶液的浓度有一定的限制,即采用73%~85%的初始浓度。实验中发现,各种不同浓度的NMMO/H2O溶液,都能在一定时间内达到溶胀平衡,但达到溶胀平衡所需的时间有很大的不同,且浆粕厚度的变化程度也不同。......
2025-09-29
以多重共线性分析后确定的13个环境参数,将时空贝叶斯估计中的环境相关项变量分为3个时间相关项、9个空间相关项和1个时空相关项。表6.6三类犯罪事件的时空贝叶斯回归模型系数续表在建筑密度大的区域一般是以小型建筑、密集型建筑为主,区域内居民数量较多且素质有高有低,导致潜在罪犯的基数较大,同时,建筑密度大的区域路况一般较为复杂,犯罪成功率和逃脱率较高,因此在建筑密度越大的区域发生各类犯罪的几率越高。......
2025-09-29

防止气孔的根本措施是减少气体来源和改善熔池排除气体的条件。类似的情况还有电弧电压过高造成电弧外露可能产生气孔。电弧磁偏吹 电弧偏吹产生气孔的情况常见于采用直流、高焊接速度焊接薄板,气孔常出现于焊缝末端。焊接时经常发生电弧磁偏吹现象,特别是在用直流电焊接时更为严重。为了减少磁偏吹的影响,应使接地线的位置尽可能远离焊缝终端;保持接地线与工件接触良好,或者采用交流弧焊电源以减弱磁偏吹的影响。......
2025-09-29

在切削加工中,工件由于受到切削力和切削热的作用,使表面层金属的物理力学性能产生变化,最主要的变化是表面层金属显微硬度的变化、金相组织的变化和残余应力的产生。磨削时由于磨削温度较高,极易引起表面层的金相组织的变化和表面的氧化,严重时会造成工件报废。......
2025-09-29

围绕着这些政策建议,美国政府各部门及各地区已经部分实施了相关政策措施。当然,目前我国在政策层面对智能制造的支持更多的还是停留在资金和项目层面,在人才层面的政策还有待进一步推出,这些方面都将帮助企业解决在6.3.1节中提到的部分问题。因此,可以发现对于智能制造来说,政策导向将成为其发展的一个重要影响因素长期存在。......
2025-09-29

分析研究影响年径流量的因素,对年径流量的分析与计算具有重要的意义。这些因素主要从两方面影响年径流量,一方面通过流域蓄水变量ΔW影响年径流量的变化;另一方面,通过对气候因素的影响间接地对年径流量发生作用。所以,高程的增加对降水和蒸发的影响,一般情况下将使年径流量随高程的增加而增大。这些人类活动在改变年径流量的同时也改变了径流的年内分配。......
2025-09-29

浆内染色的方法应用简单,能使染色达到纸内,纸张染色均匀。间歇式浆内染色是最常用的染色方法,即将计量好的染料液加入调料浆池,按一定程序进行着色和充分混合后送往纸机浆池。浸渍染色常用于皱纹色纸及其他薄型色纸的生产。(二)影响染色的因素染料的性质、使用要求与方法、溶解、分散等影响染色效果。钙盐对多数染料有不良影响,如生产用水硬度过高,可加矾土处理,再进行染色。......
2025-09-29

温度系数:以25℃作为标准温度,当温度变化1℃时,电阻值的变化量为d R,则有:图6166 制作流程图01 使用“矩形工具”绘制矩形如图6167所示。式中,α为温度系数;R25为温度在25℃时的电阻值;d T为温度的变化量。电阻器噪声将会对电路信号产生一定干扰。如4k7的含义是电阻器的阻值为4.7 kΩ,允许误差为10%。附图2电阻的色环标记法色环所表示的含义见附表5。......
2025-09-29
相关推荐