图7-5加工螺纹2.螺纹的结构要素下面介绍国家标准《螺纹术语》中有关螺纹结构要素的术语。在螺纹牙型上,两相邻牙侧之间的夹角称为牙型角,以α表示。公称直径是代表螺纹尺寸的直径。外螺纹的中径用d2表示,内螺纹的中径用D2表示。在螺纹的诸要素中,螺纹牙型、公称直径和螺距是决定螺纹的最基本要素,凡是这三个要素都符合国家标准规定的螺纹都称为标准螺纹。......
2023-06-28
S7332型螺纹磨床的主要部件有砂轮架、头架、对线和螺距校正装置、砂轮修整器、尾座等。
2.部件结构
(1)砂轮架主轴 主轴轴承采用静压轴承,静压轴承可获得较高的旋转精度。S7332型螺纹磨床砂轮架主轴部件的结构如图15-2所示,主轴1与轴承6之间的间隙为0.02~0.04mm。静压轴承在圆周上有4个油腔,输入的液压油使主轴浮在轴承的中心处。主轴的回转是通过带轮4传动,带轮由一对滚动轴承安装在后端盖5上。这种带轮可使主轴卸荷,使主轴不受V带拉力产生的弯曲力矩,从而保持高的旋转精度。
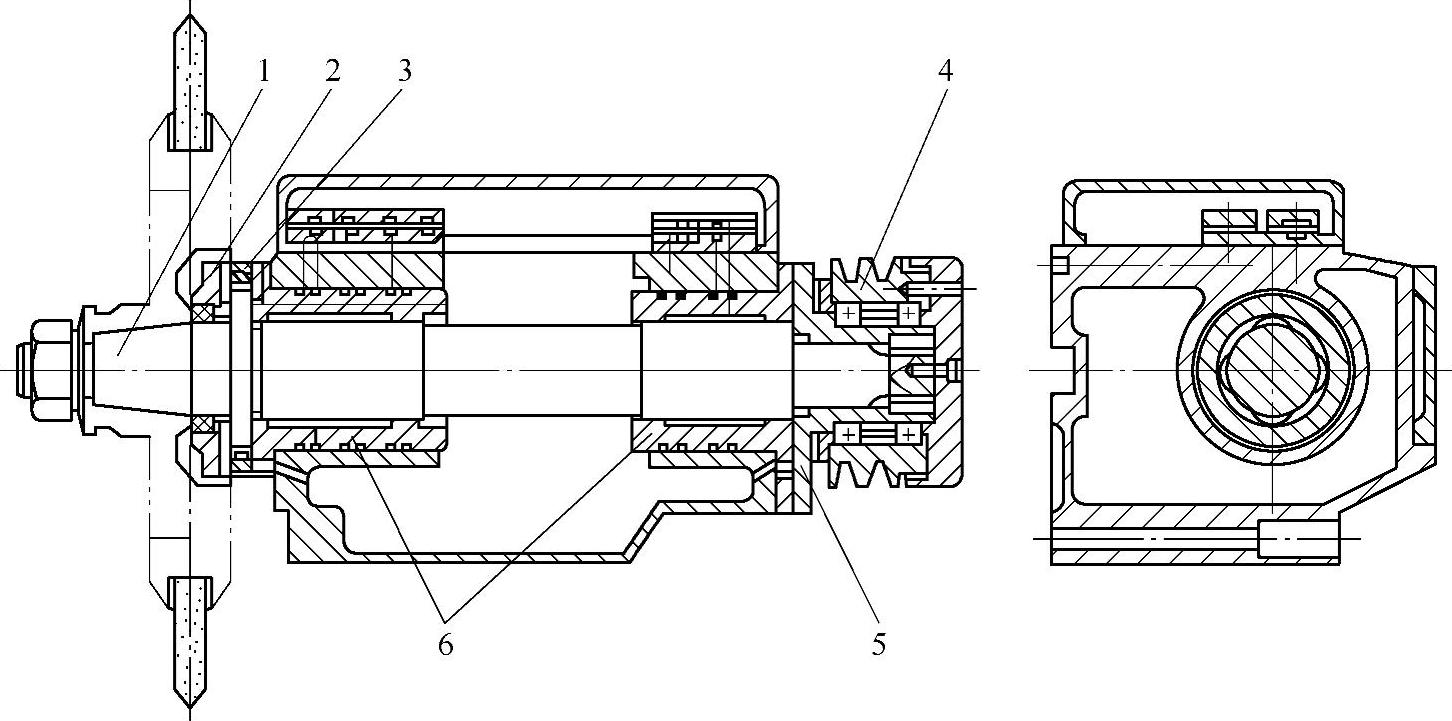
图15-2 S7332型螺纹磨床砂轮架主轴部件的结构
1—主轴 2—轴承盖 3—调整环 4—带轮 5—后端盖 6—轴承
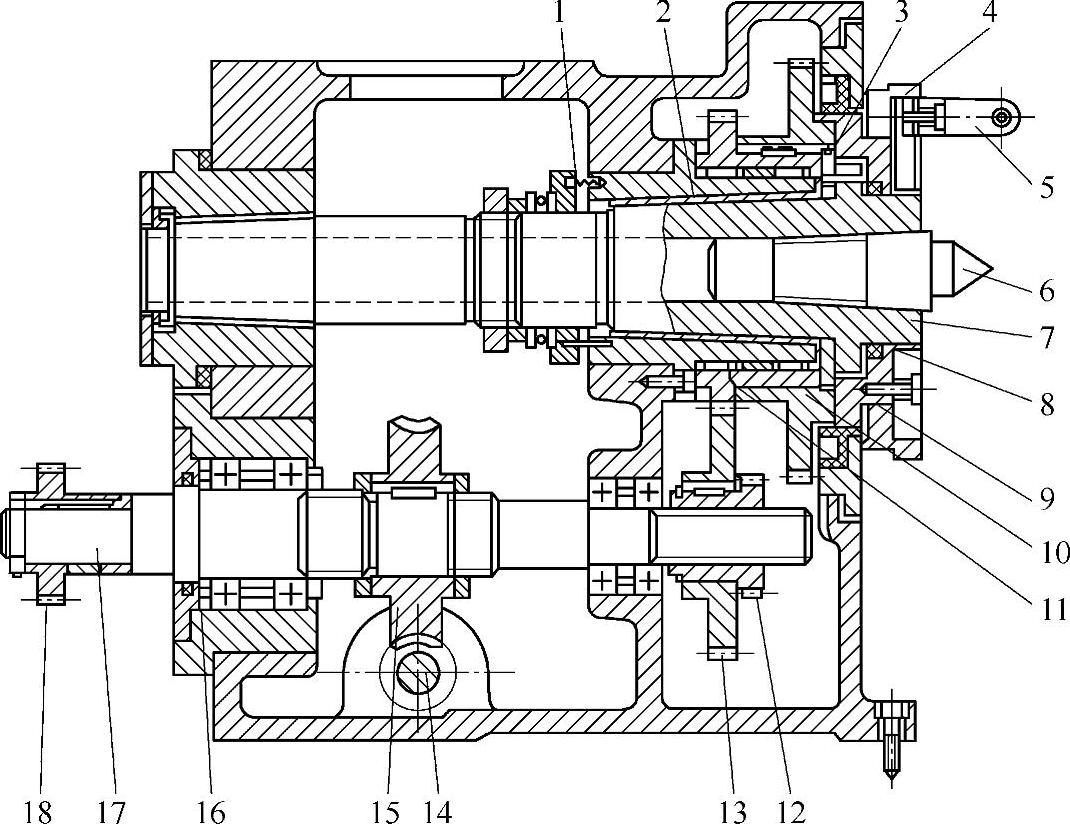
图15-3 S7332型螺纹磨床头架部件的结构
1—弹簧 2、3—轴承 4—拨盘 5—拨杆 6—顶尖 7—主轴 8—圆盘
9—分度盘 10、11、18—齿轮 12、13—滑移齿轮 14—蜗杆 15—涡轮 16—轴承 17—轴
(2)头架 图15-3所示为S7332型螺纹磨床头架部件结构。头架主轴7由直流无级变速电动机经V带轮传动蜗杆14、蜗轮15,由传动轴17上的双联滑移齿轮13和12、传动齿轮11和10,通过拨盘4和拨杆5拨动工件旋转。分度时,操作手柄使齿轮13与11脱开,转动分度盘9即可。螺距扩大传动比有1、4。变换加大螺距手柄,当使滑移齿轮12与10啮合,则工件螺距增大至4倍。轴17左端齿轮18接交换齿轮。磨内螺纹时,主轴上可安装卡盘,主轴的轴承为1∶20锥度的滑动轴承。
(3)对线及螺距校正装置 图15-4所示为S7332型螺纹磨床对线和螺距校正装置。对线时,通过蜗杆2带动齿轮套3旋转,使工件螺纹与砂轮对准,以使砂轮能均匀地磨削。校正机构的螺母4在拉簧作用下,通过杠杆7,使触点6紧压在校正尺5的下面,在工作台移动时,即可校正螺距误差。校正尺可按机床误差调整,尺面可修正。
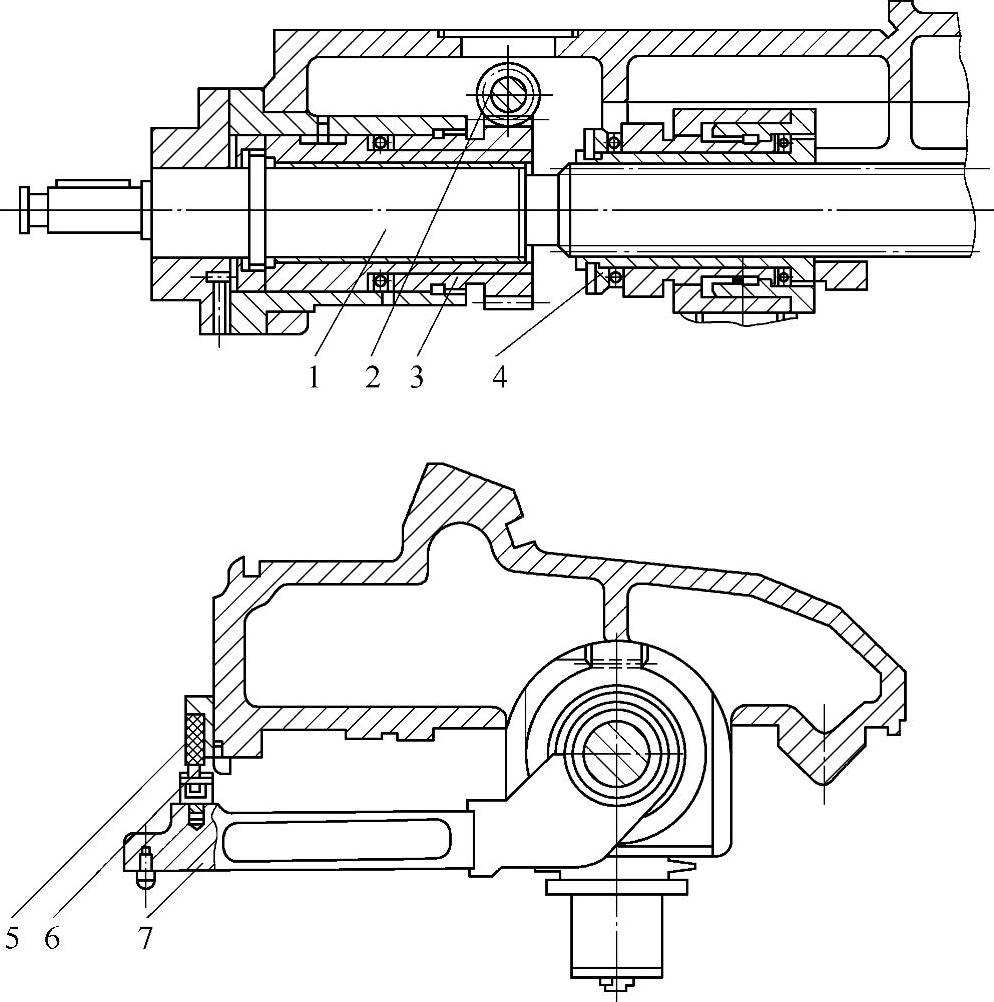
图15-4 S7332型螺纹磨床对线和螺距校正装置
1—丝杠 2—蜗杆 3—齿轮套 4—螺母 5—校正尺 6—触点 7—杠杆
(4)直线砂轮修整器 图15-5所示为S7332型螺纹磨床直线砂轮修整器的结构。在快速进给液压缸3的作用下,修整器快速下降5mm同时自动进给,进给量通过调整手柄获得。当液压油进入液压缸活塞4的上腔时,推动活塞带动销子6和滑板8向下移动。左右滑板经过拉力弹簧14的作用在导轨上作水平方向移动,滚轮2亦同时紧紧沿着样板10的斜面往下移动,使装在修整器架13上的金刚石12随之移动,以完成修整砂轮两侧面。行程撞块11与微型开关接触后,修整器便快速退回。由捏手松开螺钉1可调整样板座的角度。捏手15和16分别调整外圆和侧面的修整速度。转轴7上的金刚钻修整砂轮外圆。
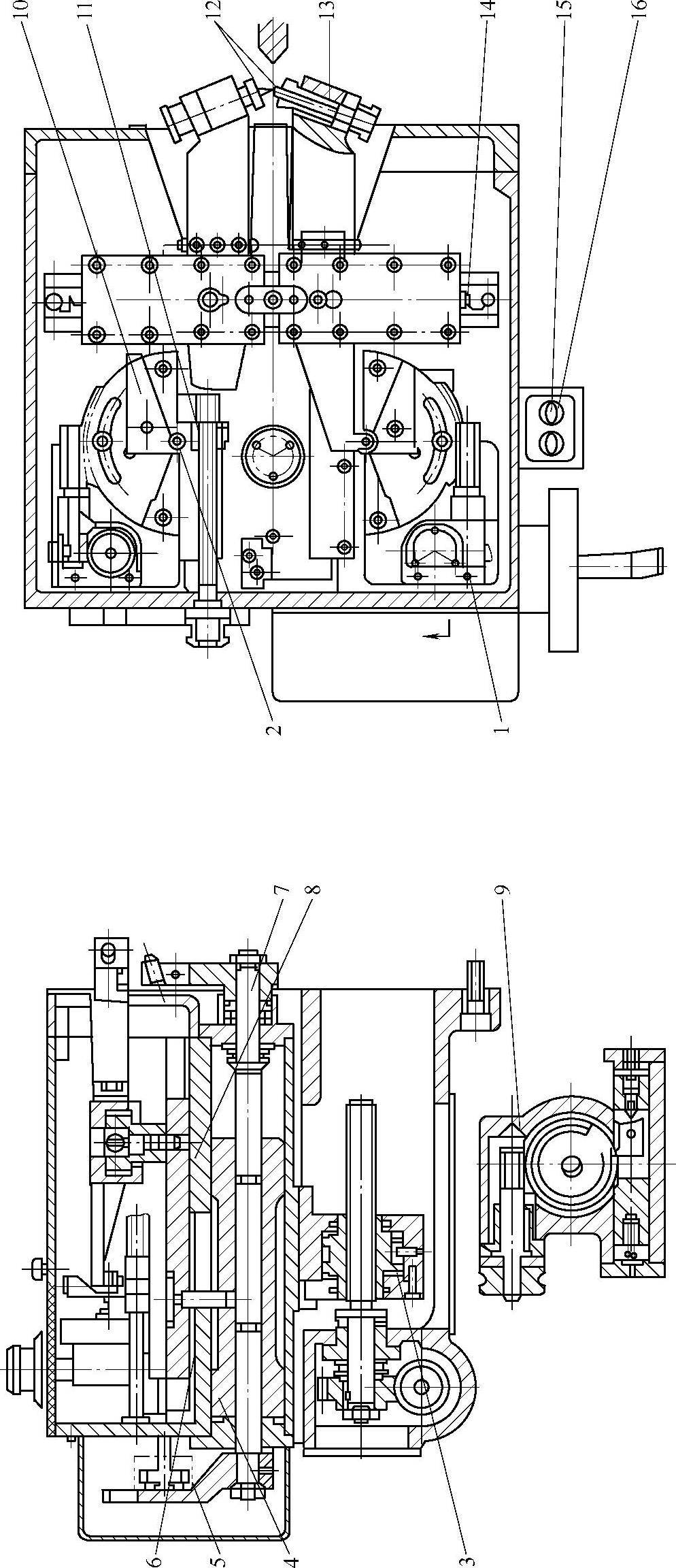
图15-5 S7322 型螺纹磨床直线砂轮修整器的结构
1一螺钉 2一滚轮 3一快速进给液压缸 4一活塞 5一手柄 6一销子 7一转轴 8一滑板 9一刻度盘
10一样板 11一撞块 12一金刚石 13→彦整器 14一拉力弹簧15、16一捏手
有关磨工技能认证考试辅导教程的文章

图7-5加工螺纹2.螺纹的结构要素下面介绍国家标准《螺纹术语》中有关螺纹结构要素的术语。在螺纹牙型上,两相邻牙侧之间的夹角称为牙型角,以α表示。公称直径是代表螺纹尺寸的直径。外螺纹的中径用d2表示,内螺纹的中径用D2表示。在螺纹的诸要素中,螺纹牙型、公称直径和螺距是决定螺纹的最基本要素,凡是这三个要素都符合国家标准规定的螺纹都称为标准螺纹。......
2023-06-28

螺纹型芯按其用途可分为成型塑件上的螺孔用的螺纹型芯和固定螺母嵌件用的螺纹型芯。为了使螺纹型芯能从塑件螺孔或螺纹嵌件的螺孔中顺利拧出,一般将其尾部做成四方形或相对的两边磨成两个平面,以便于夹持。图615a所示的系列是用圆锥面起密封和定位作用,这种安装形式定位准确,使用方便,可防止塑料熔体挤入配合面而使螺纹型芯抬起。将螺纹型芯做成圆柱形的台阶也可以定位和防止螺纹型芯下沉,如图615b所示。......
2023-06-30
HB30型混凝土输送泵的结构如图5-1所示,由机械传动系统4、液压系统3、分配阀8、机架及行走机构1、电动机及电气系统2、压送机构5、输送管道9、料斗及搅拌装置7等组成。该型号是中小排量、中等远距的双缸液压活塞式混凝土输送泵。当一个混凝土泵缸处于吸料斗行程时,另一个处于推压行程,并与输出口相通。下一个工作循环时,活塞和分配阀板同时反向,使两个混凝土泵缸的吸入和推送行程交换。......
2023-09-20

① 以一片袖原型为基础,将袖口两侧和袖中线处分别减小,沿袖中线切开袖山,打开左右袖山至距袖窿底线7cm高处。将袖子的下半部分以袖山高点作基准线,向两边进行等量分割并且画线垂直于底边。② 沿袖中线和袖山深线切开,袖山顶点各向左右展开4.5cm,沿分割线切开并分别展开3.5cm,画顺袖窿弧线与分割线。② 沿袖中线将袖山剪开,左右各展开3cm,使袖山产生隆起效果,画顺袖山弧线。......
2023-06-24

M2110A内圆磨床是一种常用的普通内圆磨床,如图12-2所示。它由床身11、工作台2、主轴箱4、内圆磨具7和砂轮修整器6等部件组成。手动控制时,手轮1主要用于调整机床及磨削工件端面。内圆磨具的主轴是由电动机经平带直接传动旋转的。......
2023-06-28

JZC200型锥形反转出料式混凝土搅拌机如图3-3所示,该机进料容量为0.32m3,额定出料容量为0.2m3,生产率为6~8m3/h,是一种小容量移动式搅拌机。传动系统JZC200型混凝土搅拌机的传动机构,如图3-6所示,它主要由电动机、减速器、小齿轮、搅拌筒和大齿圈等组成。总的来说,JZC200型混凝土搅拌机具有结构简单、搅拌质量好和易控制等优点,主要用于中、小容量的搅拌机。......
2023-09-20

对钛钙型结构钢焊条熔滴行为的观察,证实了钛钙型碳钢焊条具有粗熔滴过渡、渣壁过渡、爆炸过渡和喷射过渡四种类型共存的混合过渡形态,包含了其他各类型焊条熔滴过渡形态某些主要特征。选取的图3-5的视频资料,反映了钛钙型结构钢焊条有代表性的熔滴过渡形式。由于药皮厚度大,套筒增长,使其形成完全的渣壁过渡,因此渣壁过渡成为E4324型高效铁粉焊条基本的过渡形态。......
2023-06-30

图3-17是钛型结构钢焊条有代表性的波形图之一,从图中可以看出其短路十分密集,显示出C型短路特征。由于熔滴内CO气体的产生而导致B型短路的观点,有其重要的现实意义,它解释了只有钛钙型和低氢型结构钢焊条才可能出现密集的B型短路,而对于某些铝、铜及其合金焊条,则不会发生B型短路的事实。由于结构钢焊条波形具有的这种特征,因此实际上可以根据波形判断焊条种类,以及分析某种冶金特性。......
2023-06-30
相关推荐