拉深系数用来表示拉深过程中的变形程度。合理地选定拉深系数可以使拉深次数减少到最小程度。表4-41 各种材料拉深系数极限值(推荐)2.拉深次数拉深次数通常是先进行概略计算,然后通过工艺计算来确定。为使各次拉深变形程度分配合理,确定拉深次数后,需将拉深系数进行合理化调整。......
2025-09-29
1.压边力
压边力的作用是防止拉深过程中坯料起皱。压边力的大小应适当,压边力过小时,防皱效果差;压边力过大时,则会增大传力区危险断面上的拉应力,从而引起严重变薄甚至拉裂、断裂现象。因此在保证坯料变形区不起皱的前提下,尽量选用较小的压边力。
压边力的大小应允许在一定范围内调节。一般来说,随着拉深系数的减小,压边力许可调节范围减小,这对拉深工作是不利的,因为当压边力过大时,就会产生破裂,压边力过小时,会产生起皱,即拉深的工艺稳定性不好。相反,拉深系数较大时,压边力可调节范围增大,拉深工艺稳定性较好。这也是拉深时采用的拉深系数应尽量比极限拉深系数大一点的原因。
(1)压边圈的结构形式 压边力是为了保证制件侧壁和凸缘不起皱而通过压边装置对制件施加的力,压边力的大小直接关系着拉深过程能否顺利进行。而拉深过程中制件是否起皱主要取决于毛坯的相对厚度 ,或以后各次拉深半成品的相对厚度
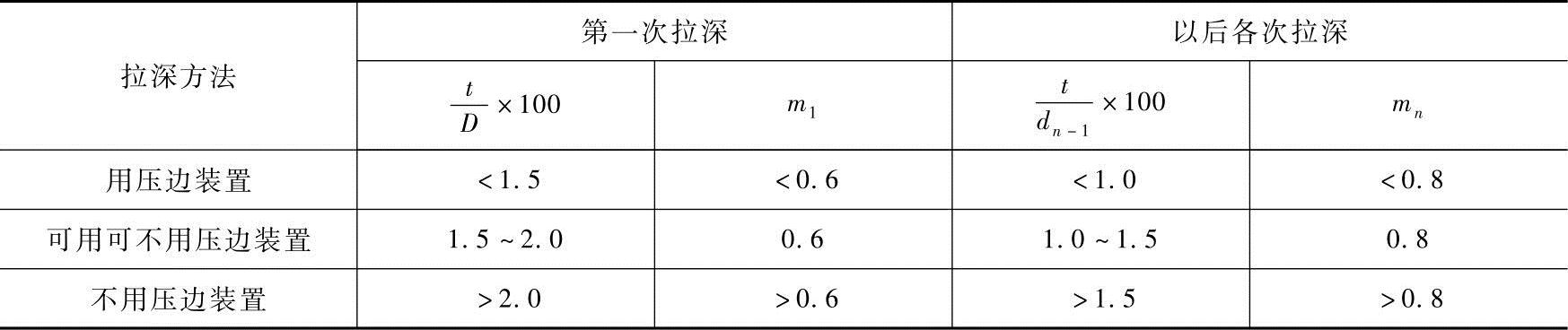
,或以后各次拉深半成品的相对厚度 。在实际生产中是否需要采用压边装置可根据表4-48所列的条件确定。但在连续拉深模首次拉深中,一般情况下,都采用有压边装置的,只是可用可不用或不用压边装置的,在设计中可以考虑轻一些的压边力,它是为了带料(条料)能平直,使连续送料过程更顺畅。
。在实际生产中是否需要采用压边装置可根据表4-48所列的条件确定。但在连续拉深模首次拉深中,一般情况下,都采用有压边装置的,只是可用可不用或不用压边装置的,在设计中可以考虑轻一些的压边力,它是为了带料(条料)能平直,使连续送料过程更顺畅。
表4-48 采用或不采用压边装置的条件
为了更准确地估算是否需要压边装置,还应考虑拉深系数的大小。因此,可根据图4-38来确定是否采用压边装置,在区域Ⅰ内采用压边装置,在区域Ⅱ内可不采用压边装置。
常用压边装置的形式有以下几种:
1)平面压边圈。最简单的平面刚性压边圈的结构形式可以与板料或半成品内部轮廓一致(见图4-39)。图4-39a用于首次拉深的压边圈;图4-39b用于以后各次拉深的压边圈,此压边圈不但在压边作用,而且在以后各工序中起定位作用。
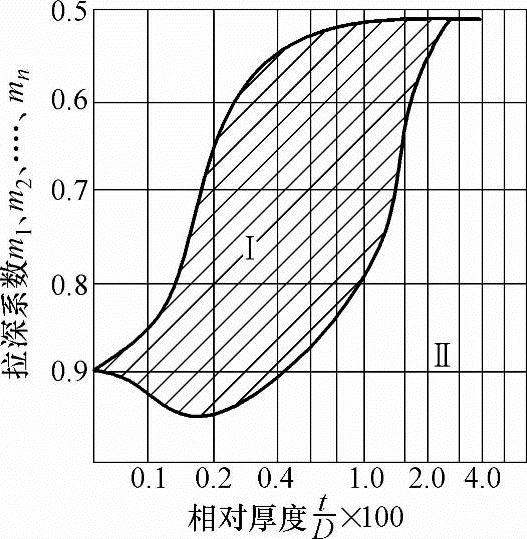
图4-38 根据毛坯厚度和拉深系数确定是否使用压边装置
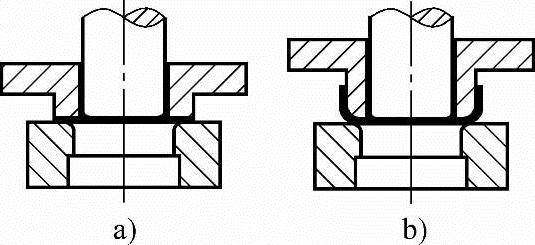
图4-39 简单压边圈结构
2)带限位装置的压边圈。如果在整个拉深过程中要保持压边力均衡,防止压边圈将毛坯压得过紧(特别是拉深材料较薄和宽凸缘的制件),则需采用带限位装置的压边圈,如图4-40所示。图4-40a适用于第一次拉深,图4-40b、c适用于二次及二次以后的拉深。
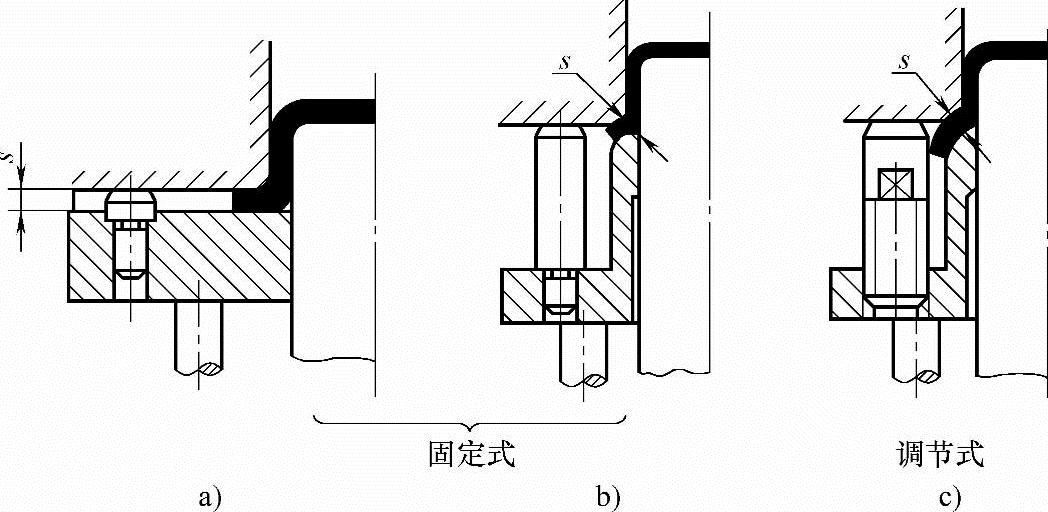
图4-40 带限位装置的压边圈
在连续拉深过程中,压边圈和凹模制件始终保持一定的距离s,一般s取t+(0.05~1)mm;拉深铝合金时,s取1.1t;拉深钢件时,s取1.2t。
3)曲线形压边圈。在连续拉深宽凸缘制件时,当板料逐渐进入凹模以后,坯料的外径逐渐缩小,这时即使压边力是定值,也会由于受压面积减小而使坯料凸缘部位单位面积上的压边力逐渐增大。这样,坯料的凸缘部分就受到了越来越大的摩擦力,相应地增大了拉深力,由此造成了制件侧壁变薄和高度增加,甚至还可能使制件拉裂。
为了避免出现上述情况,可以将压边圈的轮廓做成图4-41所示曲线形结构,压边圈在坯料直径以内的接触部分做成带有锥形的圆弧形斜坡。这样,压边力的作用位置一直是随着板料凸缘部分直径的缩小和边缘部分的变厚而向内移动,坯料凸缘受力的部位永远是一个接近边缘的圆环。
其锥形斜坡的尺寸h可取(0.2~0.5)t或由下式计算:

式中 D———毛坯直径;
d———在坯料直径范围内的任意直径值;
t———板料厚度;
h———相对于d位置上压边圈和坯料之间应该留的间隙。(https://www.chuimin.cn)
但实际上加工出上述曲线形状的压边圈是相当困难的,因此往往只是近似地做成一个斜面的形式。
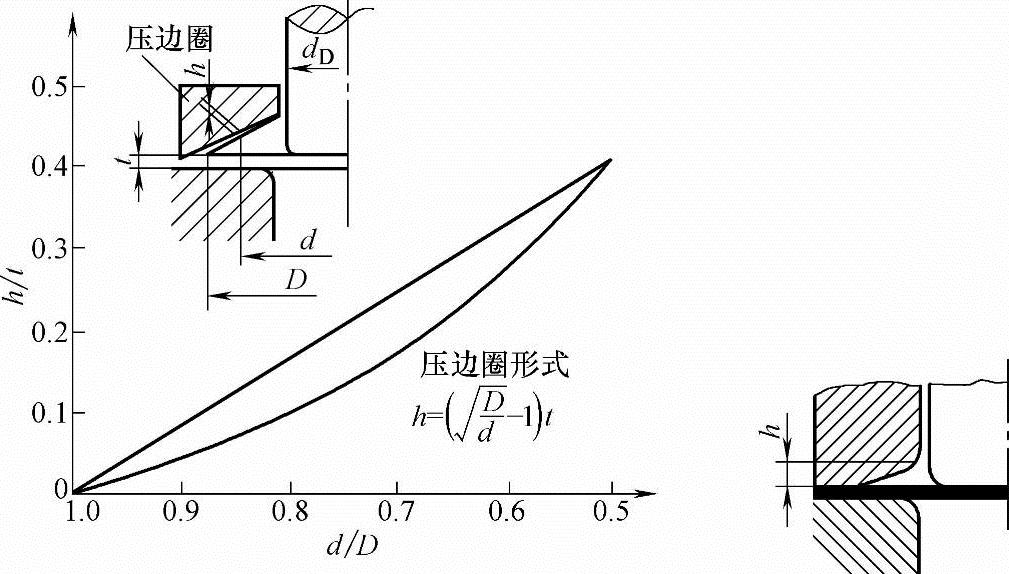
图4-41 压边圈的改进形式
(2)压边力的确定 拉深时,压边力过大会增大拉深力,引起拉深时制件破裂;反之,压边力过小,制件在拉深时会出现边壁或凸缘起皱。因此,压边力的大小是很重要的。但压边力的计算是为了确定压边装置,一般情况下,在生产中通过试模调整来确定压边力的大小。在模具设计时,压边力可按表4-49公式计算,拉深时单位压边力数据可按表4-50查得。
2.拉深力
拉深力应根据材料塑性力学的理论进行计算,但影响拉深力的因素相当复杂,计算出的结果往往和实际相差较大,因此在实际生产中多按表4-51~表4-54进行计算。表4-51中的公式以危险断面所产生的拉应力必须小于该断面的强度极限为依据。
表4-49 圆筒形拉深件压边力的计算
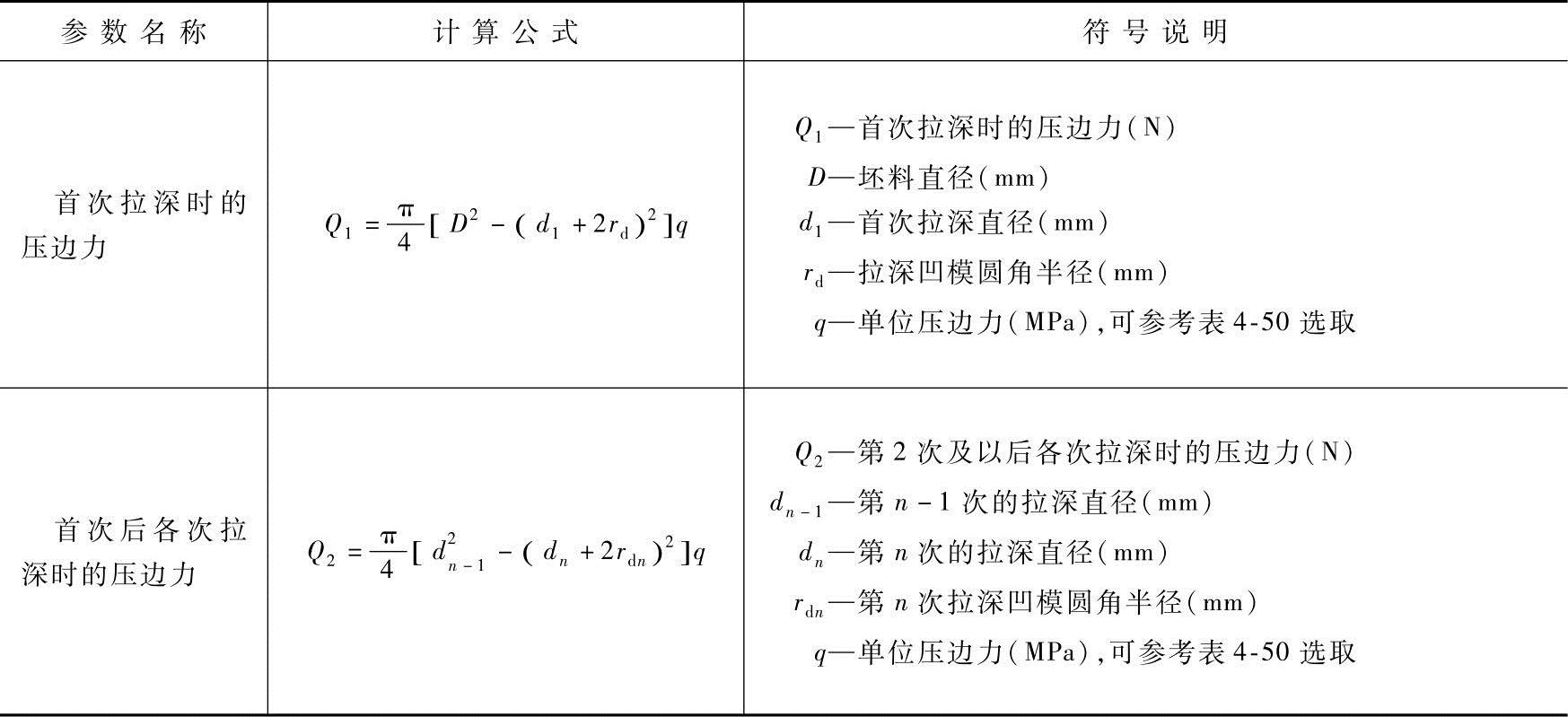
表4-50 各种材料拉深时的单位压边力数据

①1Cr18Ni9Ti牌号在GB/T 20878—2007中取消。
表4-51 拉深力的计算
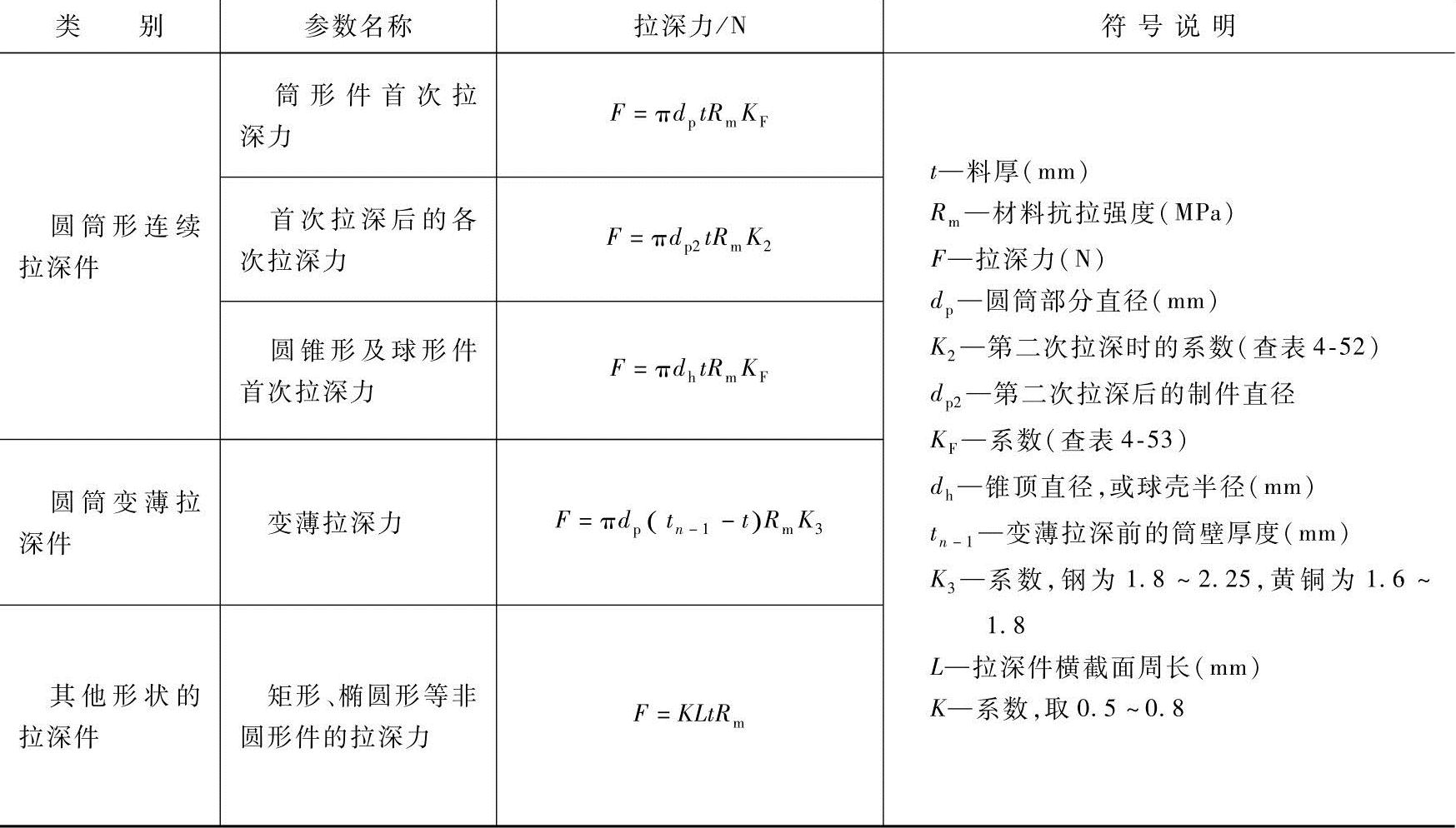
表4-52 圆筒形连续拉深第二次拉深时的系数K2(08钢~15钢)

注:1.当凸模圆角半径rP=(4~6)t时,系数K2应按表中尺寸值加大5%。
2.对于第三、四、五次拉深的系数K2,由同一表格查出其相应的mn及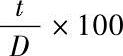 的数值,但需根据是否有中间退火工序而取表中较大或较小的数值:无中间退火时,K2取较大值(靠近下面的一个数值);有中间退火时,K2取较小值(靠近上面的一个数值)。
的数值,但需根据是否有中间退火工序而取表中较大或较小的数值:无中间退火时,K2取较大值(靠近下面的一个数值);有中间退火时,K2取较小值(靠近上面的一个数值)。
3.对于其他材料,根据材料的塑性变化,对查得值作修正(随塑性降低而增大)。
表4-53 圆筒形连续拉深件第一次拉深时的系数KF(08钢~15钢)
注:对凸缘处进行压边时,KF值增大10%~20%。
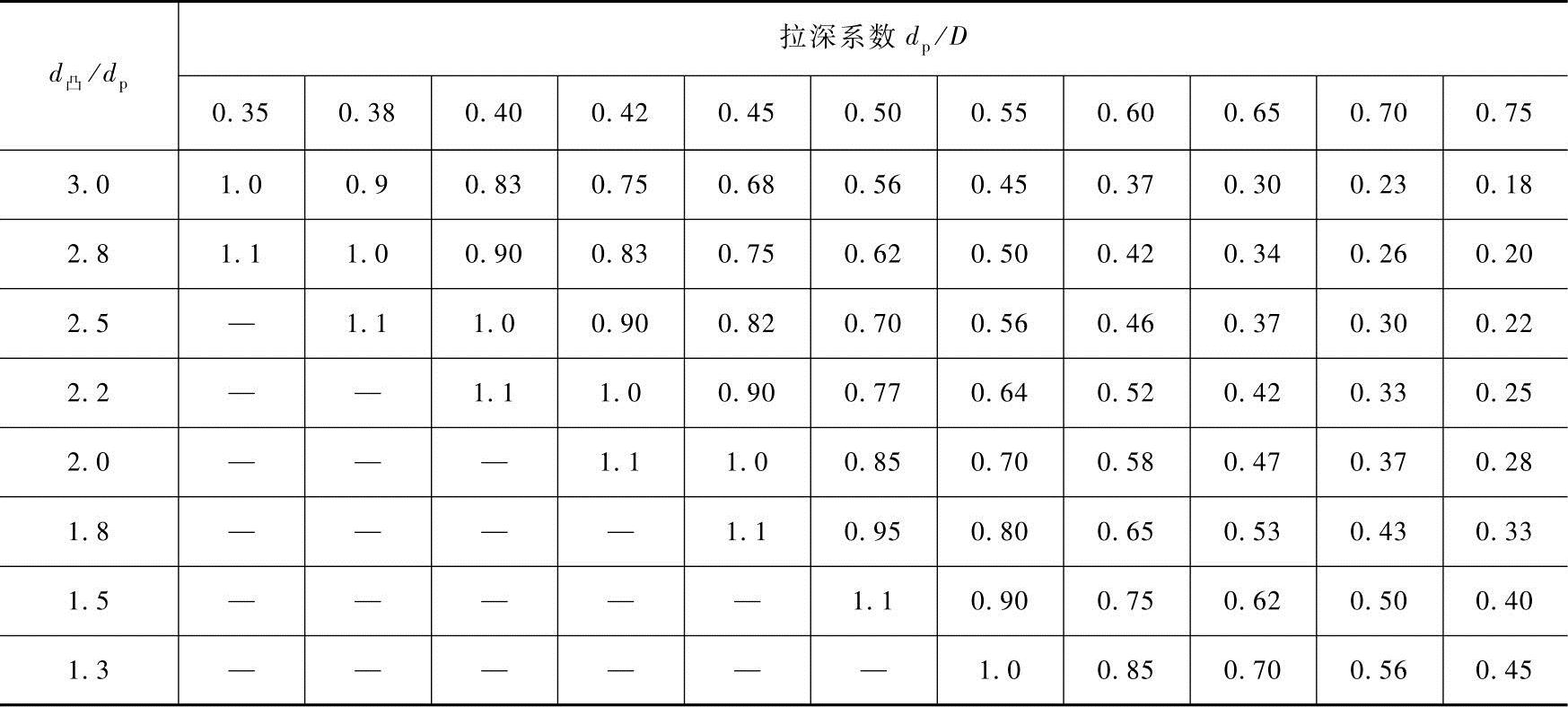
表4-54 用厚度为1.27mm的两种不锈钢及低碳钢 成形不同直径杯形件所需的拉深力 (单位:kN)
相关文章

拉深系数用来表示拉深过程中的变形程度。合理地选定拉深系数可以使拉深次数减少到最小程度。表4-41 各种材料拉深系数极限值(推荐)2.拉深次数拉深次数通常是先进行概略计算,然后通过工艺计算来确定。为使各次拉深变形程度分配合理,确定拉深次数后,需将拉深系数进行合理化调整。......
2025-09-29

图3.86张角型机械手带有活塞的驱动结构总的来说,气动驱动在自动化技术中占有一席之地,并且在全球的大多数应用中使用。图3.87电机转速和机械手行程图3.88电动机械手闭合节拍内的行程和速度机械手传动机构也受到该控制的保护,否则不一定能实现机械手长时间的使用寿命。图3.91使用平直式电机安装的电动机械手的应用范例液压系统用于对夹持力要求特别高的应用,例如锻造部门。......
2025-09-29

力对点的矩是很早以前人们在使用杠杆、滑车、绞盘等机械搬运或提升重物时所形成的一个概念。若改变力的作用方向,则扳手的转动方向就会发生改变,因此,用F与d的乘积再冠以适当的正负号来表示力F使物体绕O点转动的效应,并称为力F对O点的矩,简称力矩,以符号MO表示,即O点称为转动中心,简称矩心。式中的正负号表示力矩的转向。分别计算图3-3所示的F1、F2对O点的力矩。......
2025-09-29

弯曲力也是设计多工位级进模和选择压力机吨位的重要依据。弯曲力的大小不仅与毛坯尺寸、材料力学性能、凹模支点间的距离、弯曲半径、模具间隙等有关,而且与弯曲方式也有很大关系。图4-27 校正弯曲a)V形弯曲件 b)U形弯曲件表4-28 单位面积上的校正力 3.顶件力和压料力设有顶件装置或压料装置的弯曲件,其顶件力或压料力可近似取自由弯曲力的30%~80%,即式中 FQ———顶件力或压料力;F自———自由弯曲力。......
2025-09-29

图3.78不同力传导的三维说明对于应用中机械手最佳选择的问题并不容易回答。然而,当看到张角型机械手的夹持力变化过程与平动型机械手相比时,夹持力变化过程对于决策的相对重要性变得清晰。张角型机械手将根据手指的位置呈现不同的夹持力。相比之下,平动型机械手在整个手指行程中提供恒定的夹持力。......
2025-09-29

所需夹持力的大小主要取决于接触表面处的贴合摩擦系数。表3.15显示了三种典型的有效接触表面组合,用于力锁夹持。表3.14形锁和力锁抓取的比较, s = 安全系数表3.15不同手指的抓取力计算根据形状,通过相应的形状因子调节夹紧力。对于过定位的系统,校正因子包含所有表面的不准确系数,但同样可靠。图3.75由于手指形状调整,夹持力在工件上的分布不同......
2025-09-29

基本结构在原有荷载和多余未知力共同作用下的体系称为力法的基本体系。如果能设法求出符合实际受力情况的X1,也就是支座B处的真实反力,那么,基本体系的内力和变形就与原结构在荷载作用下的情况完全一样,从而将超静定结构问题转化为静定结构问题。用公式可表示为通过这个例子,可以看出力法的基本思路是:去掉多余约束,以多余未知力代替,再根据原结构的位移条件建立力法方程,并解出多余未知力。图14-10力法的基本原理......
2025-09-29
在允许的抓取力方面一般有两种观点。为了可靠地防止损坏,应根据相关的安全系数确定对这些力的限制。图3.79不同类型机械手的夹持力变化,机械手手指所能承受的最大力和力矩负载多齿型导轨机械手如图3.80所示。图3.81活塞产生的力的计算示例图3.82三种导轨技术SCHUNK机械手滑块和加工过程如图3.83所示。图3.83SCHUNK机械手滑块和加工过程图3.84显示了不同机械手手指设计选项的类型。......
2025-09-29
相关推荐