根据拉深过程中毛坯各部分的应力状况的不同,将其划分为五个部分。图4-34所示为圆筒形件在拉深过程中的应力与应变状态。以后σ1max又随着拉深的进行逐渐减小。综合以上分析可知,拉深时毛坯各区的应力、应变是不均匀的,且随着拉深的进行时刻在变化,拉深件的壁厚也是不均匀的。......
2025-09-29
1.拉深系数
在带料上每次拉深后圆筒直径与拉深前毛坯(或半成品)直径的比值称为拉深系数。拉深系数用来表示拉深过程中的变形程度。拉深系数越小,说明拉深前后直径差别越大,即变形程度越大。合理地选定拉深系数可以使拉深次数减少到最小程度。拉深系数是拉深工艺中的一个重要工艺参数。在工艺计算中,只要知道每道工序的拉深系数值,就可以计算出各道工序中制件的尺寸。
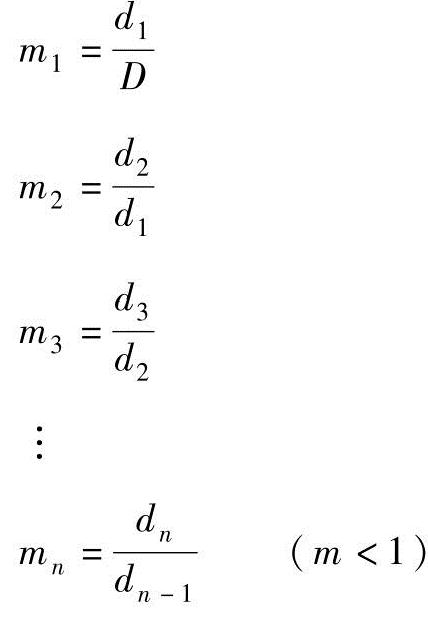
式中 m1、m2、…、mn———各次拉深的拉深系数;
d1、d2、…、dn———各次拉深半成品(或制件)的直径(mm)。
在带料上连续拉深时,总拉深系数的计算方法,与带凸缘的圆筒形件拉深系数的计算相同。由于带料连续拉深中间不能进行退火工序,所以在选择此种加工方法时,首先应审查材料不进行中间退火所能允许的最大总拉深变形程度(即允许的极限总拉深系数[m总]),看是否能满足拉深件总拉深系数的要求,当拉深件的总拉深系数m总≥[m总],可以使用带料连续拉深,否则不能用带料连续拉深。
总拉深系数为
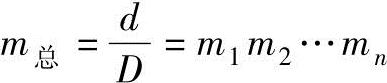
式中 d———制件直径;
D———制件毛坯直径;
m1、m2、…、mn———各次拉深系数。
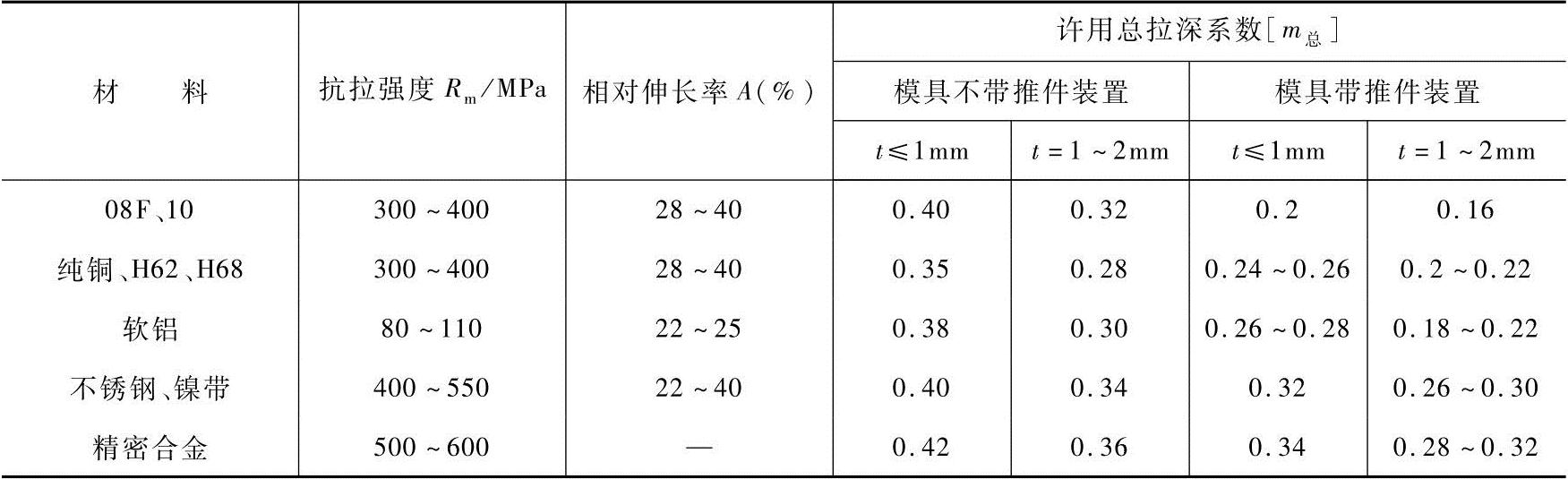
带料(条料)允许的极限总拉深系数,即许用总拉深系数[m总]见表4-33。当计算的m总值大于表中的许用总拉深系数时,可以不用中间退火工序,也就是说可以采用带料(条料)进行连续拉深。
表4-33 连续拉深的许用总拉深系数[m总]
由于带料连续拉深中,有工艺切口或无工艺切口,材料均受到约束,相互牵连。无工艺切口拉深比有工艺切口拉深材料的受约束和相互牵连要大一些。此外,带料连续拉深时是不能对中间工序的半成品进行退火的,所以带料连续拉深每个工位的材料变形程度相对于单工序拉深要小,即拉深系数应比单工序拉深系数大,所需的拉深次数也多。
无工艺切口的带料连续拉深的第一次拉深系数m1,见表4-34。最大相对高度h1/d1见表4-35。以后各次拉深系数mn见表4-36。
表4-34 无工艺切口的第一次拉深系数m1(材料:08、10)

表4-35 无工艺切口第一次拉深的最大相对高度h1/d1(材料:08、10)
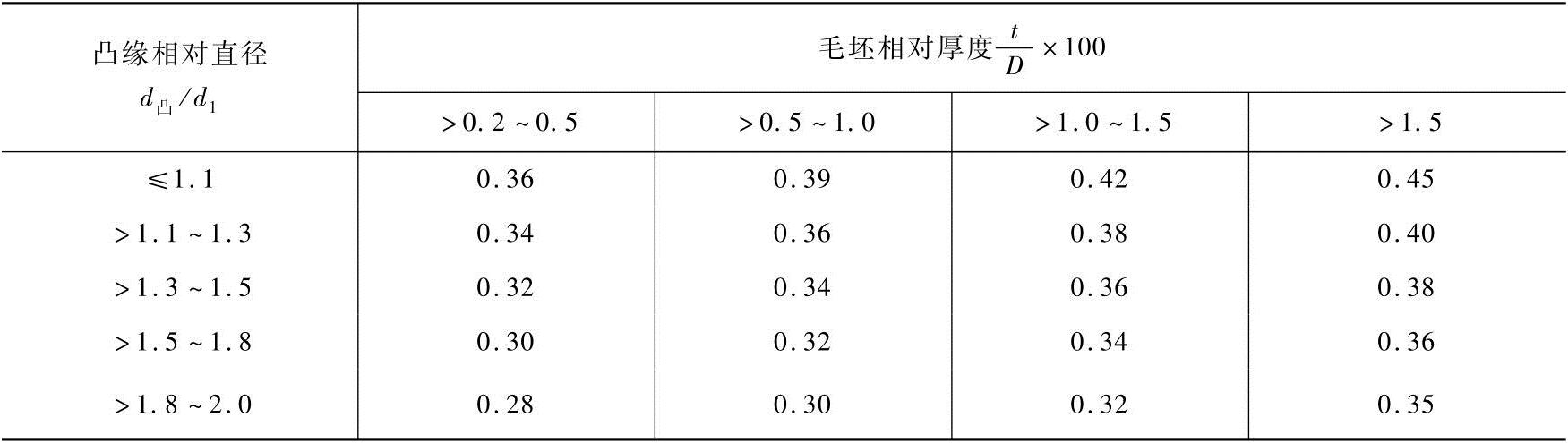
表4-36 无工艺切口的以后各次拉深系数mn(材料:08、10)(https://www.chuimin.cn)

有工艺切口的带料连续拉深,相似于单个带凸缘件的拉深,但变形比单个带凸缘件的拉深要困难一些,所以首次拉深系数要大一些,其值m1见表4-37。以后各次拉深系数可取带凸缘件拉深的上限值,其值mn见表4-38。有工艺切口的各次拉深系数极限值见表4-39。
表4-37 有工艺切口的第一次拉深系数m1(材料:08、10)

表4-38 有工艺切口的各次拉深系数mn(材料:08、10)
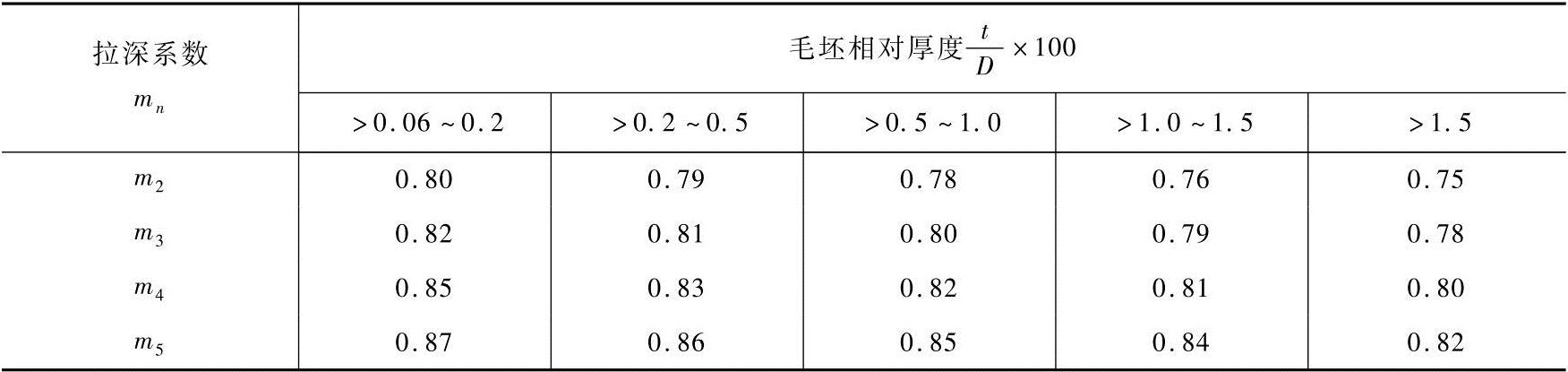
表4-39 有工艺切口的各次拉深系数的极限值
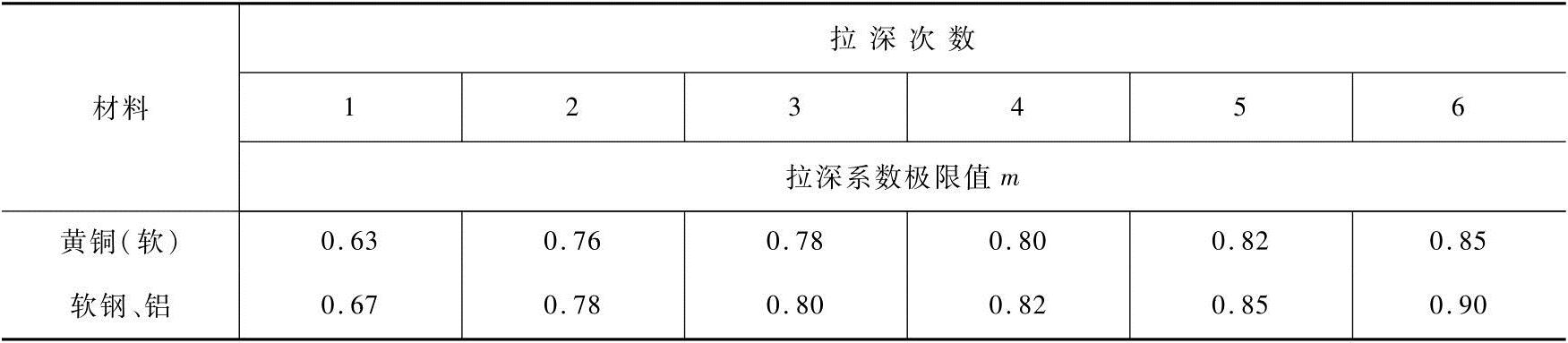
有工艺切口带凸缘筒形件第一次拉深的最大相对高度h1/d1见表4-40。各种材料拉深系数极限值参考表4-41。
表4-40 有工艺切口带凸缘筒形件第一次拉深的最大相对高度h1/d1

注:表中数值适用于10钢,对于比10钢塑性更大的金属,取接近于大的数值;对于塑性较小的金属,取接近于小的数值。
表4-41 各种材料拉深系数极限值(推荐)

2.拉深次数
拉深次数通常是先进行概略计算,然后通过工艺计算来确定。
(1)无工艺切口整体带料连续拉深次数确定 从表4-34、表4-36中查出拉深系数m1、m2、m3…初步计算出d1=m1D、d2=m2d1、d3=m3d2…至dn≤d,从而求出所需拉深次数。
(2)带料有工艺切口连续拉深次数确定 从表4-37~表4-39中可查出d1=m1D、d2=m2d1、d3=m3d2…至dn≤d,从而求出所需的拉深次数。
(3)调整各次拉深系数 拉深次数一般取接近计算结果的整数,使最后一次拉深(工序)的变形程度最小。为使各次拉深变形程度分配合理,确定拉深次数后,需将拉深系数进行合理化调整。
相关文章

根据拉深过程中毛坯各部分的应力状况的不同,将其划分为五个部分。图4-34所示为圆筒形件在拉深过程中的应力与应变状态。以后σ1max又随着拉深的进行逐渐减小。综合以上分析可知,拉深时毛坯各区的应力、应变是不均匀的,且随着拉深的进行时刻在变化,拉深件的壁厚也是不均匀的。......
2025-09-29

早期拉曼光谱仪的激发光源基本上采用汞灯,现在都采用激光作为激发光源。在拉曼光谱实验中要求入射光的强度稳定,这就要求激光器的输出功率稳定。光栅型光谱仪的分光光路主要由准直、色散和聚焦三部分构成。光探测器即是对有用信号的接收元件,拉曼散射信号的接收类型分单通道和多通道接收两种。......
2025-09-29
因为形成的熔深大,激光深熔焊适合于较厚材料的焊接和高速焊接。只有当工件上的激光功率密度超过阈值,等离子体才会产生,这标志着稳定深熔焊的实现。焦点位置 激光焊时,为了达到一定的功率密度,焦点位置至关重要。激光终止控制 激光深熔焊时,不管焊缝深浅,小孔现象始终存在。......
2025-09-29

近年来激光深熔焊技术在汽车、航空航天、造船、新能源等领域得到越来越广泛的应用。上海交通大学对此部件两侧法兰盘与管子的端环缝采用高功率激光深熔焊技术进行了连接,如图4-1-27所示。图4-1-27中上端为CO2激光焊接头,工件固定在旋转台上,采用定位棒对上下两个法兰盘进行精确定位,以防止彼此偏转。图4-1-27 法兰盘一管子部件激光深熔焊......
2025-09-29

为了保证拉(压)杆正常工作,必须使杆内的最大工作应力σmax不超过材料的许用应力[σ],即上式称为拉(压)杆的强度条件。利用上述强度条件,可以解决下列三种强度计算问题:1.校核强度当已知拉压杆的截面尺寸、所受外力和材料的许用应力时,通过比较工作应力与许用应力的大小,以判断该杆在所受外力作用下能否安全工作。......
2025-09-29

图2.3朗格朗日网格与欧拉网格对比欧拉算法也有其不足,体现为单个循环计算时间长、材料边界不清晰、网格区域过大、冲击波耗散大、强度模拟不精确等。图2.4欧拉-拉格朗日耦合算法模型4.SPH算法SPH算法,即光滑粒子流体动力学数值算法,为固体材料大变形,尤其是存在破坏、断裂等极大变形的非线性动力学行为数值模拟提供了新的手段。......
2025-09-29
刨、插和拉削加工主要用于对水平面、垂直面、内外沟槽以及成型表面的加工,其刀具和工件的相对运动轨迹为直线。大批量生产的键槽孔或成型孔等,多采用拉削加工。图9-30插床3. 拉削加工拉削加工是在拉床上进行的加工方法。图9-32圆孔拉刀拉削加工的优点是加工的工件尺寸精度高、表面粗糙度值小。......
2025-09-29
1928年,印度物理学家拉曼发现了拉曼效应:光通过介质时由于入射光与分子运动相互作用而引起的频率发生变化的散射。在量子理论中,把拉曼散射看作光量子与分子相碰撞时产生的非弹性碰撞过程。图5-1光量子与分子相互作用示意图拉曼散射共分为两个类型[2]。......
2025-09-29
相关推荐