工频感应电炉常用于熔炼锡青铜,它可有效减少甚至避免偏析现象的产生,熔炼时多采用木炭或碳质材料如石油焦等作为覆盖剂。硅青铜的熔炼特点与铝青铜相似,其熔体的吸气性比较强。......
2025-09-29
在激光焊过程中,焊接熔池区需要有气体保护,或加入粉状、丝状焊接材料,以实现良好焊接。这样,激光焊焊接设备中需配置输送气体、粉状材料或焊丝材料等工艺介质的输送系统,它由四个部分组成:材料存储和供给、输送装置、固定和位置调整机构及控制系统。
1.气体输送系统
气体输送系统是激光焊中普遍应用的一种辅助系统。气体输送的作用是保护激光焊接工作头中的聚焦镜和保护熔池以及吹除等离子体。气体输送系统包括存储气体的高压气瓶或储气罐、气瓶口减压阀和气管构成的输送部分(输送的动力源为压差)、控制电磁阀工作和流量调节的控制器以及气路部件(包括气瓶、阀和气管)的固定。
2.粉状材料输送系统
在激光焊、激光堆焊时会采用粉状的填充或堆覆材料,其对应的粉状材料输送系统就是用于将粉状材料按设定的流量送入到焊接熔池中。粉状材料输送系统包括粉末存储容器、输送机、输送控制回落和系统部件的固定机构。盘式送粉机和轮式送粉机的原理如图4-1-11所示。盘式送粉机的粉末流量和速度由小闸门开启程度、圆盘转速和辅助送粉气的流量共同决定。轮式送粉机送粉量则取决于送粉轮转速。粉的送入与激光束可以是同轴也可以是旁轴。
3.焊丝材料输送系统
焊丝材料输送系统在激光焊、激光钎焊或激光堆焊中将丝状材料送入熔池区域。丝材输送系统组成包括焊丝盘、送丝机、导丝管或导电嘴、固定装置、控制电路等。送丝机一般还包括送丝电动机、送丝轮、矫直轮和送丝软管等。在激光与熔化极气保护(MSG)电弧复合焊时,焊丝材料输送系统和熔化极气保护焊电源结合成一体。激光填丝焊送丝系统的结构如图4-1-12所示。
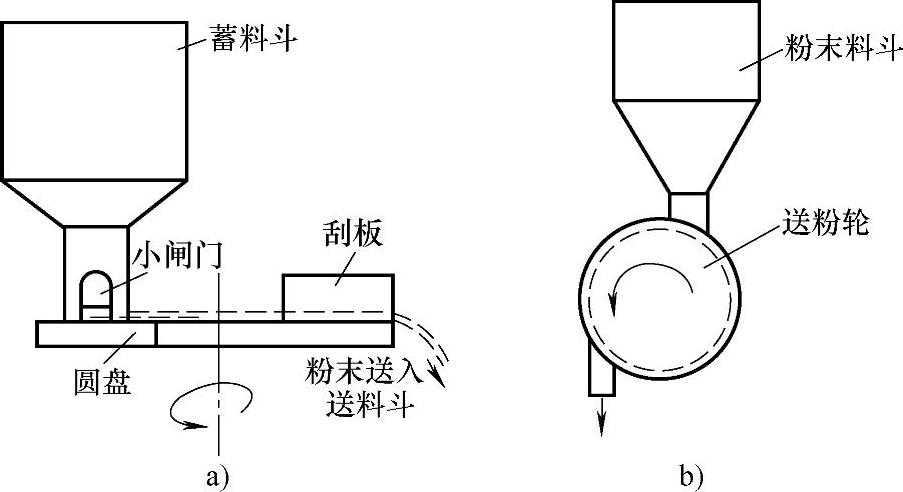
图4-1-11 送粉机的原理示意图(https://www.chuimin.cn)
a)盘式送粉机 b)轮式送粉机
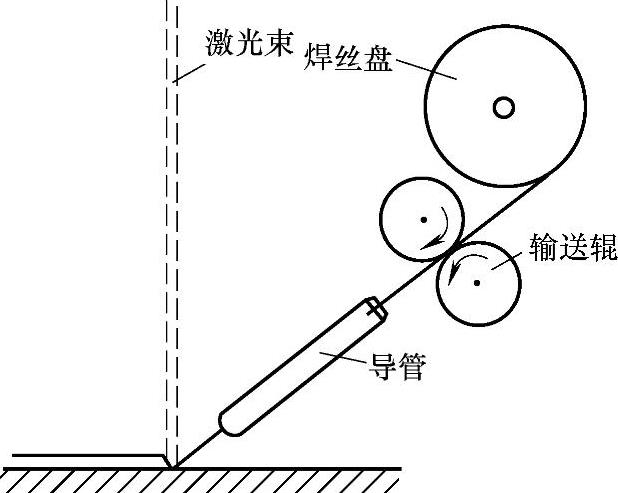
图4-1-12 激光填丝焊送丝系统的结构
工艺介质输送系统的最后输出端与光束聚焦系统固定在一起,并构成了激光工作头。纯激光焊工作头和激光-MSG电弧复合焊工作头的结构分别如图4-1-13a、b所示。
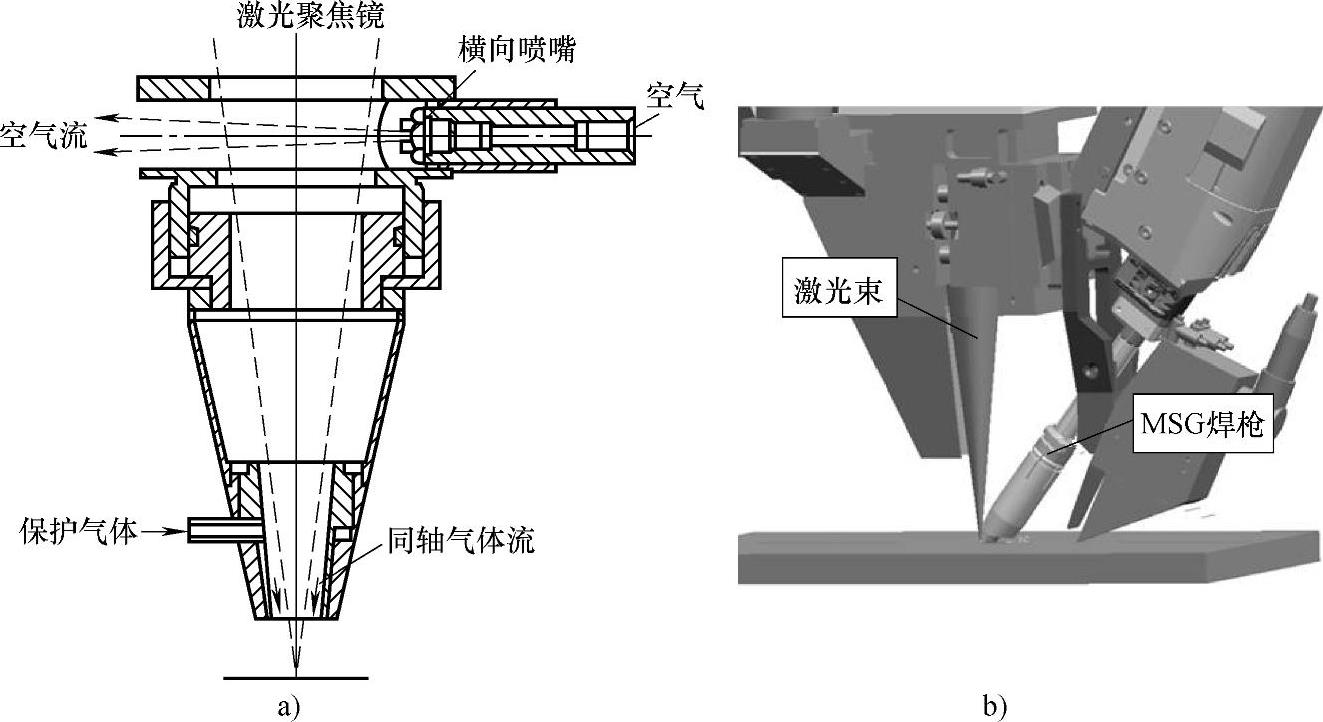
图4-1-13 激光焊工作头的结构示意图
a)纯激光焊工作头 b)激光-MSG电弧复合焊工作头
相关文章

工频感应电炉常用于熔炼锡青铜,它可有效减少甚至避免偏析现象的产生,熔炼时多采用木炭或碳质材料如石油焦等作为覆盖剂。硅青铜的熔炼特点与铝青铜相似,其熔体的吸气性比较强。......
2025-09-29
镍基合金含有Al、Ti等易氧化元素,与钢铁合金相比,熔体的粘度较大,导热性差,电阻大,因此在选择电渣重熔工艺参数时有其自身的特点。表5-5 镍基合金电渣重熔所用组元在不同渣系中的含量2)渣系中各组元的作用。Al2O3:增加渣系的电阻,提高渣温和熔化速度。确定熔炼电流与电压,进行电渣重熔1)选择工作电流I。熔炼期的电流称为工作电流,工作电流大小一般由电极的电流密度来确定。......
2025-09-29

通过真空除气器后水中残余的CO2可低于3mg/L,残余的O2可低于0.05mg/L。真空除气器所用填料与填料塔基本相同,如需提高水温,则应考虑水温对填料的影响,例如超过40℃则不应采用硬PVC拉西环,存水部分的大小应根据处理水量的大小及工艺要求的停留时间确定,也可在下部设卧式贮水箱,以加大存水部分的容积。......
2025-09-29

高精度冷拔管材高精度冷拔材管采用的是等径冷拔,完全避免了管材的强迫缩径,内外壁可以同时加工,克服了普通冷拔的上述缺点,冷拔后管材的组织与性能较好,产品质量更高。......
2025-09-29

表5-4列出了L920P15型真空电弧炉熔炼不同直径的镍基高温合金铸锭所采用的工艺参数。表5-4 镍基高温合金的真空电弧炉熔炼工艺参数对于小尺寸GH4413合金锭,不能按表5-4提供的参数来重熔。采用L700P7型真空电弧炉熔炼,电子秤实时显示自耗电极的质量,在熔炼过程中可准确控制熔化速率。......
2025-09-29
图7-127 编辑2号报警消息的消息文本和错误点信息6.组态模拟量报警WinCC的报警系统可以对某一个过程值进行监视,可为变量指定任意多个限制值。模拟量报警功能是WinCC的附加件,需要添加到消息系统中。右键单击每条消息,在快捷菜单中选择“属性”,打开“单个消息”对话框,在“文本”选项卡中,分别编辑当3~6号模拟量报警事件到来时显示的消息文本和错误点信息。已经组态好的报警记录如图7-131所示。保存设置,退出报警编辑器。......
2025-09-29

尽量选择已有的模具进行变形工艺的编制。热测尺寸的控制还与成品的内径与壁厚有关。应根据不同的规格,确定不同的热测尺寸。冷拔管的材质对钢管最终冷却尺寸也有影响。......
2025-09-29

电弧喷涂的主要工艺参数有:喷涂电压、喷涂电流、雾化空气压力和流量、喷涂距离。由此可见,电弧电压对喷涂质量影响很大,在保证电弧稳定燃烧的前提下,应选择尽可能低的喷涂电压值。表2-7 常用材料的喷涂工作电压2.工作电流用于电弧喷涂的电源应具有平特性或略带上升的外特性,喷涂过程中,电弧电压保持不变,工作电流随送丝速度的增大而增大。......
2025-09-29
相关推荐