图12-4刀具磨损曲线监测信号的处理分析以及特征的提取是刀具状态监测的关键技术之一。近年来越来越多的学者利用BP神经网络来研究刀具磨损检测技术问题,利用人工神经网络预测刀具磨损是可行的也是科学的。以高速铣削过程中刀具的磨损状态为研究对象,利用刀具在不同磨损状态下的铣削力信号对不同监测技术进行研究,建立了基于BP神经网络预测......
2023-06-28
在数控机床的自动换刀装置中,为实现刀库中刀套上的刀具和机床主轴上的刀具进行互换和装卸的结构称为刀具交换机构。刀具交换机构的具体形式和交换方式对数控机床的生产率和工作可靠性有着直接的影响。通常,刀具交换方式可分为无机械手换刀和机械手换刀两大类。
1.无机械手换刀
无机械手换刀是利用刀库与机床主轴的相对运动实现刀具的交换。换刀时,先将用过的刀具送回刀库中(还刀),再从刀库中取出待更换的目标刀具(取刀),这两个动作不能同时进行。其典型代表为斗笠式刀库的自动换刀。无机械手换刀时,刀具号和刀套号固定不变,也就是从一个刀套取出的刀具用完后再放回该刀套中(简称固定换刀)。下面以TK910立式数控镗铣床和H100卧式加工中心为例,介绍无机械手换刀的过程。
(1)TK910立式数控镗铣床的无机械手换刀过程(见图6-31)斗笠式刀库装在工作台上,通过X/Y/Z坐标轴的定位完成选刀和换刀工作。
1)主轴准停和刀盘分度(图6-31a):加工工步结束后,执行换刀指令(如T02M06)和M19主轴定向准停控制,然后斗笠式刀库的电动机起动,刀盘分度使空刀位处于刀具交换位置(一般为系统参数设定的机床第2参考点)。
2)刀库右移、抓刀(图6-31b):横移机构的气缸活塞杆推出,将刀盘的空刀座送至主轴正下方并卡住主轴刀具刀柄的定位槽。
3)主轴松刀、卸刀(图6-31c):主轴刀具夹紧机构松开刀具并执行主轴内孔吹气动作,然后主轴沿Z轴上升至机床第1参考点(系统参数设定),将用完的刀具从主轴7∶24的锥孔中拔下。
4)刀库旋转(图6-31d):刀库电动机起动使刀盘旋转,按T代码的要求将待更换的目标刀具转至主轴正下方。
5)插刀、拉刀(图6-31e):主轴沿Z轴慢速下降至换刀点(即机床第2参考点),使刀盘上待更换的目标刀具插入主轴7∶24的锥孔中,主轴刀具夹紧机构夹紧该刀具。
6)刀库回位(图6-31f):横移机构的气缸活塞杆缩回,使刀库快速远离主轴并回归初始位置,继续下一步的加工。
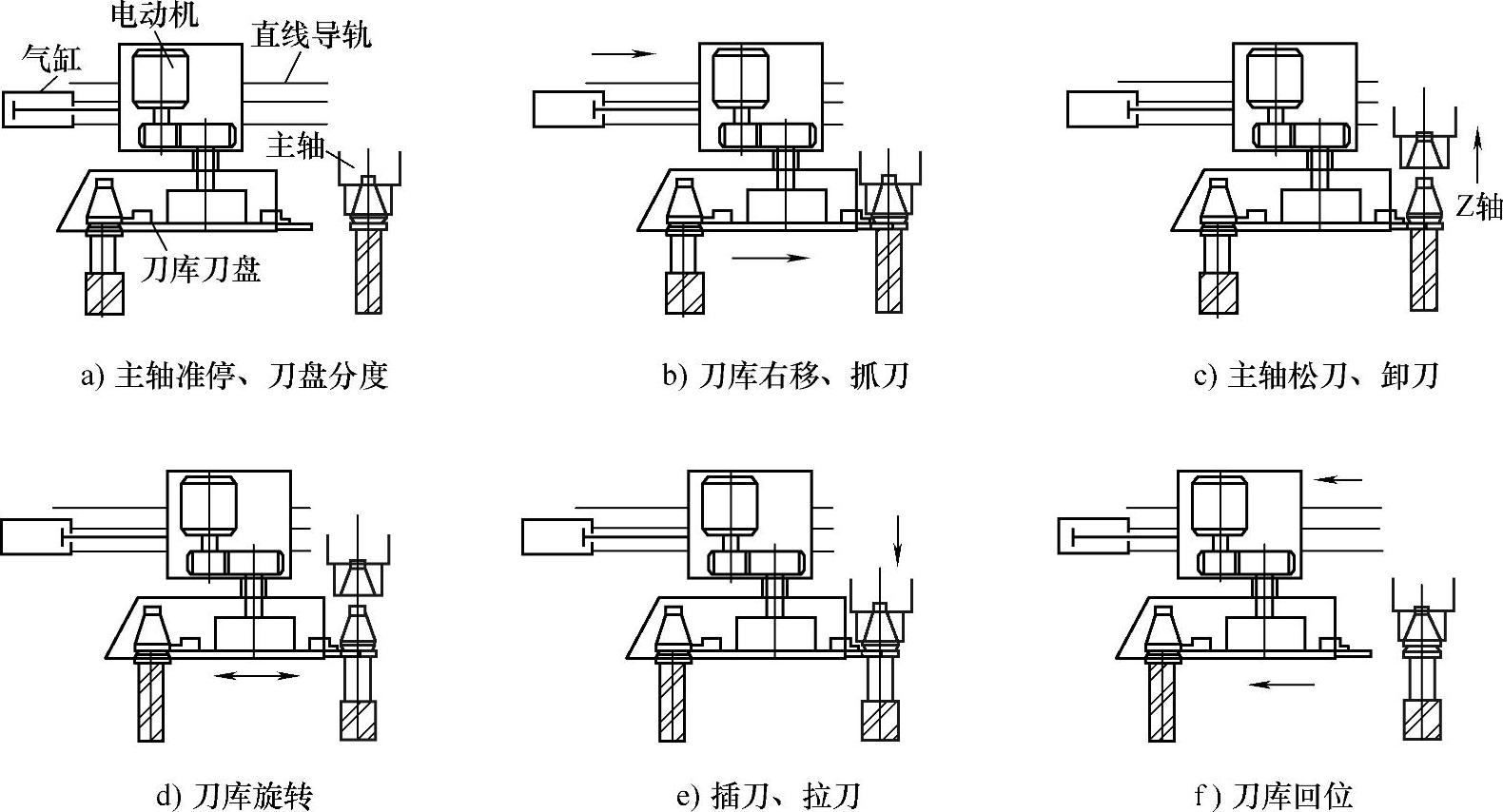
图6-31 TK910立式数控镗铣床的无机械手换刀过程
(2)H100卧式加工中心的无机械手换刀过程(见图6-32)该机床的主轴在立柱上可以沿Y向上下移动,工作台可沿X轴横向运动和Z轴纵向移动。斗笠式刀库位于机床的顶部,有30个装刀位置,可装29把刀具。

图6-32 H100卧式加工中心的无机械手换刀过程
1)主轴准停、主轴箱上升(图6-32a):加工工步结束后,执行换刀指令(如T05 M06)和M19主轴准停控制,主轴箱沿Y轴上升至安全位置;同时刀库电动机起动,刀盘旋转使空刀位处于刀具交换点(一般为系统参数设定的机床第2参考点)。
2)抓刀与松刀(图6-32b):主轴箱上升至换刀点/机床第2参考点,主轴上已用过的刀具刀柄进入刀盘的空刀位;当刀盘的定位卡爪钳住刀具后,主轴刀具夹紧机构松开刀具并进行内孔吹气控制。
3)拔刀(图6-32c):斗笠式刀库液压缸的活塞伸出,推动刀盘右移,使已用过的刀具从主轴7∶24的锥孔中拔出。
4)刀库旋转(图6-32d):刀库电动机起动使刀盘旋转,按T代码的要求将待更换的目标刀具转至主轴正下方。
5)插刀与拉刀(图6-32e):刀库液压缸的活塞缩回,将刀盘上的待换刀具插入主轴的锥孔中,到位后主轴刀具夹紧机构拉紧该刀具。
6)主轴箱下降(图6-32f):主轴箱下降至安全位置后,继续执行下一步的加工。
2.机械手换刀
机械手换刀是利用数控机床上配置的换刀机械手来完成刀库内待更换刀具和主轴上已用完刀具交换的一种换刀方式,主要包括将主轴上已用完的刀具送回刀库和从刀库中提取新刀具装至主轴锥孔内两个动作。这两个动作由手爪的形式确定是否同时进行。由于机械手换刀采用随机换刀方式,其刀具号和刀套号不是一一对应的关系,使得机械手换刀具有非常大的灵活性和有效节省换刀时间的优点,因此被广泛应用于现代数控机床中。机械手有多种结构形式,所以其换刀运动也有所不同。下面以NB-800A立式加工中心和M-H60EN卧式加工中心为例,介绍机械手换刀的过程。
(1)NB-800A立式加工中心的机械手换刀过程(见图6-33)该机床配置圆盘式刀库,刀库容量为24把刀,刀具型式为BT50型,刀具的最大长度不超过350mm,刀具满刀和邻空刀/大径刀的最大直径分别为ϕ100mm和ϕ150mm,刀套中心距为100mm,刀套的翻上、翻下采用0.5~0.6MPa的气压控制。
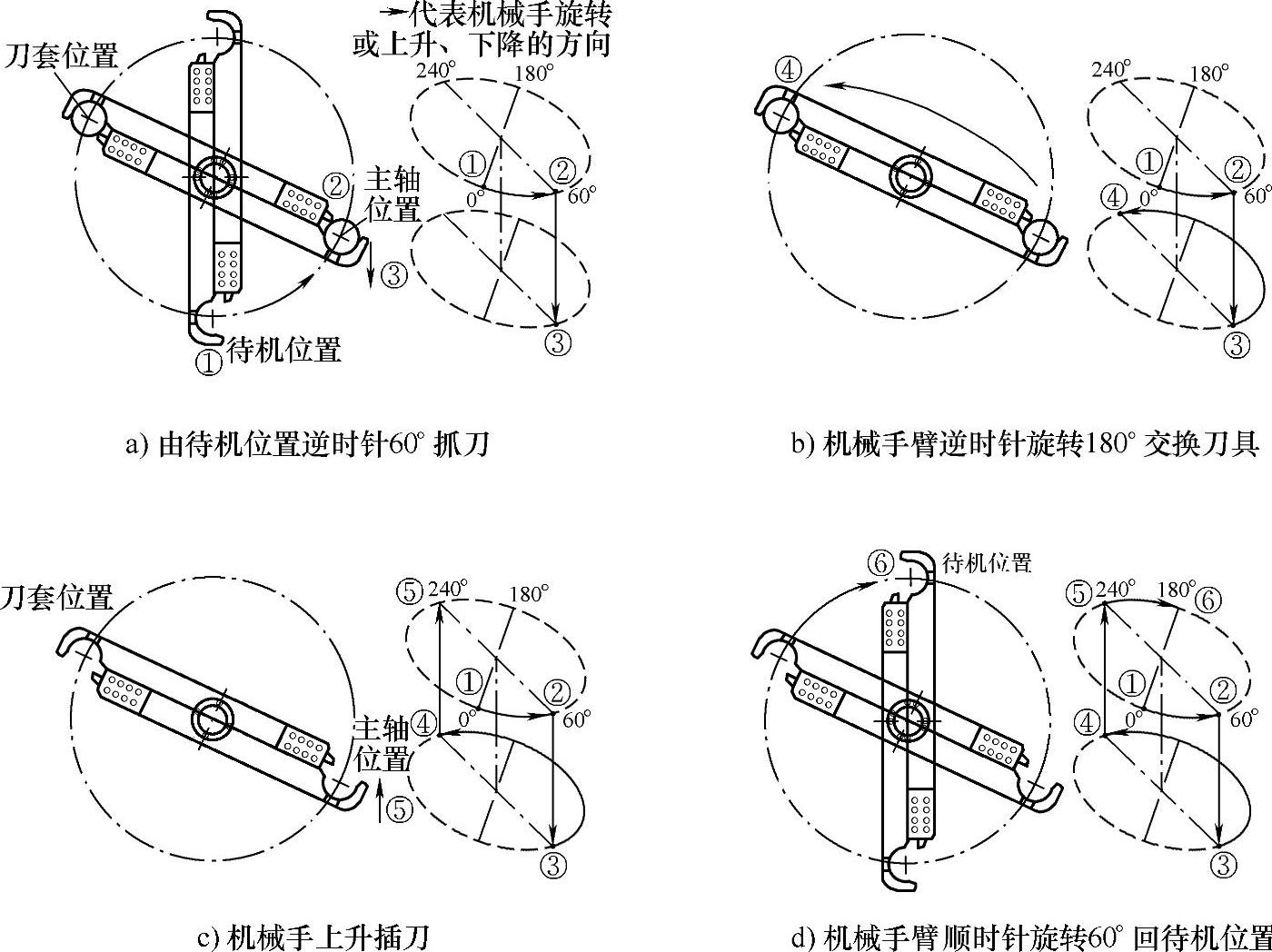
图6-33 NB-800A立式加工中心的机械手换刀过程
1)待机位置:M71代码控制刀套提前翻下90°(倒刀),机械手臂平行于Y轴呈图6-33a中①的初始状态。
2)机械手臂逆时针旋转60°:Z轴下降至换刀点(一般为机床的第2参考点,FANUC 18/18i/0i/30i系统时由参数No.1241设定该点),主轴执行M19准停控制后,M72代码控制机械手臂逆时针旋转60°到达图6-33a中②的位置,同时扣住刀套上的待换刀具和主轴上已用完的工具;60°到位后由检测开关通知PMC机械手臂扣刀完毕。机械手的旋转角度由机床的整体布局结构决定。
3)主轴松刀机械手臂下降:M73代码控制主轴刀具夹紧机构松开刀具并进行内孔吹气,检测开关检知松刀完毕状态;机械手电动机第二次旋转带动待换刀具和已用完刀具下降一定的距离(避免旋转时发生干涉)至图6-33a中③的位置。
4)M74代码控制机械手臂逆时针旋转180°至图6-33b中④的状态,交换待换刀具和已用完刀具的位置,并由检测开关检知旋转到位。
5)机械手上升插刀:机械手电动机通过凸轮机构控制机械手臂上升至换刀点(图6-33c中⑤的位置),将待换刀具插入主轴锥孔中,同时将已用完刀具插入刀库刀套中;然后M75代码控制主轴刀具夹紧机构拉紧刀具,检测开关检知拉刀到位状态。
6)机械手臂回位:M76代码控制机械手臂顺时针旋转60°返回初始位置(图6-33d中⑥的位置),检测开关检知回位结束;同时M77代码控制刀套翻上90°(回刀),检测开关检知刀套翻上到位的状态。
7)换刀结束。
(2)M-H60EN卧式加工中心的机械手换刀过程(见图6-34)该机床配置链式刀库,刀库位于机床立柱的左侧。因为刀库中存放刀具的刀套轴线与主轴的轴线垂直,所以换刀机械手需要有3个自由度。其中,机械手沿主轴轴线插刀和拔刀的动作由液压缸驱动实现,绕竖直轴摆动90°进行刀库与主轴间刀具的传送,以及绕水平轴旋转180°完成刀库与主轴上刀具的交换均由液压马达实现。
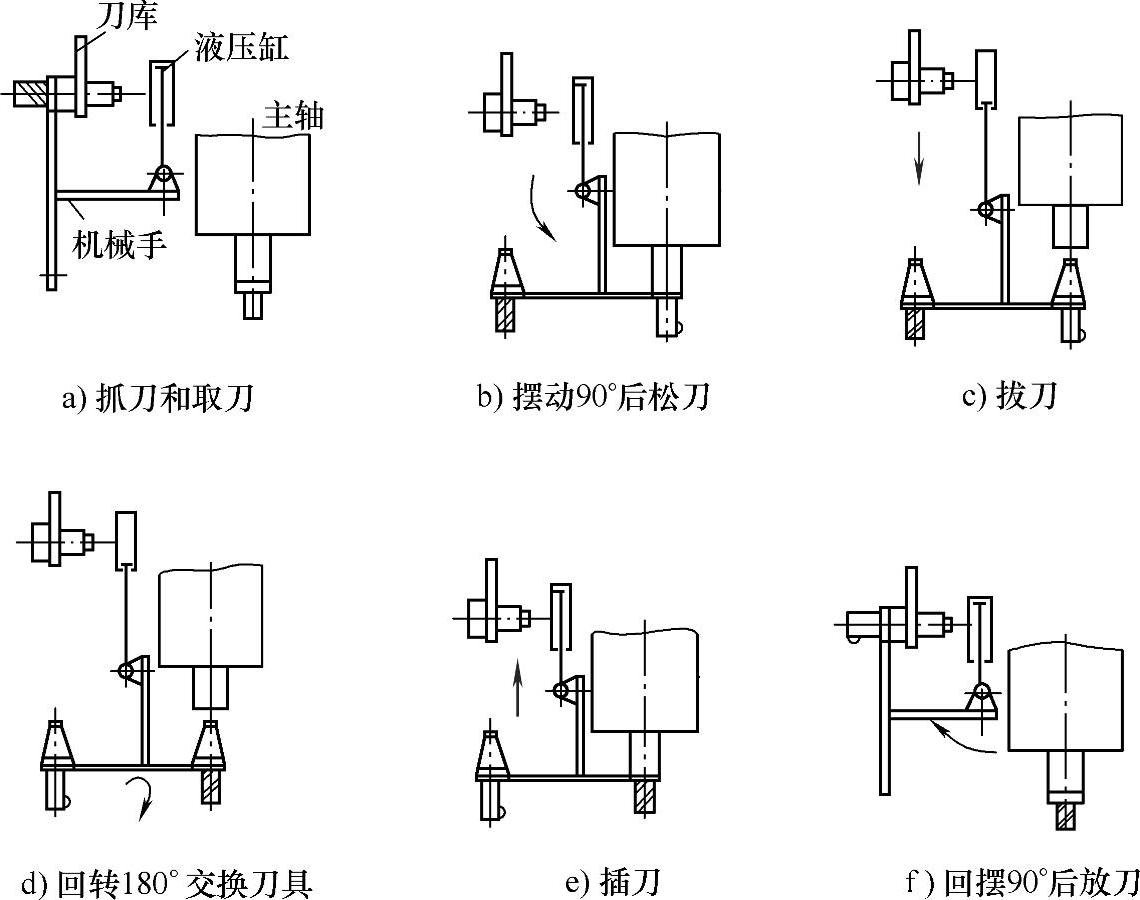
图6-34 M-H60EN卧式加工中心的机械手换刀过程
1)抓刀和取刀(图6-34a):手爪伸出抓住刀库刀套上的待换刀具,刀库刀座上的锁板松开,机械手前移,将待换刀具从刀库上取下。
2)摆动90°后松刀(图6-34b):机械手臂带着待换刀具绕竖直轴逆时针旋转90°后与主轴轴线平行;手臂的另一个手爪抓住主轴上已用完的刀具,刀具夹紧机构松开该刀具并进行主轴吹气。
3)拔刀(图6-34c):液压缸活塞杆伸出使机械手前移,将主轴上已用完的刀具从主轴7∶24锥孔内拔出。
4)回转180°交换刀具(图6-34d):液压马达动作使机械手绕自身水平轴旋转180°,将待换刀具和已用完刀具的位置对调。
5)插刀(图6-34e):液压缸活塞杆缩回使机械手后退,将待换刀具插入主轴锥孔内,刀具夹紧机构拉紧刀具。
6)回摆90°后放刀(图6-34f):手爪松开主轴上的新刀具,机械手绕竖直轴回摆90°,将已用完的旧刀具放回刀库中,刀座上的锁板合上。
7)手爪松开入库的旧刀具,恢复初始状态。
有关数控机床FANUC系统模块化维修的文章

图12-4刀具磨损曲线监测信号的处理分析以及特征的提取是刀具状态监测的关键技术之一。近年来越来越多的学者利用BP神经网络来研究刀具磨损检测技术问题,利用人工神经网络预测刀具磨损是可行的也是科学的。以高速铣削过程中刀具的磨损状态为研究对象,利用刀具在不同磨损状态下的铣削力信号对不同监测技术进行研究,建立了基于BP神经网络预测......
2023-06-28
光交换技术能有效缓解交换系统的“电子瓶颈”问题,是实现全光卫星光网络的重要支撑技术。目前对星上光交换的研究主要集中在光路交换和光突发交换方面。把波长交换技术应用到卫星光网络中,是卫星网络全光化的一种实现方式。目前,人们已经开展了对星上光波长交换的初步研究。实验过程中同一轨道间相邻卫星通信采用波长路由技术,不同轨道间则采用传统的ATM技术。图8-7星上副载波光调制系统模型......
2023-07-02

根据加工的具体情况不同,工件在机床上装夹一般有三种方式:直接找正装夹、划线找正装夹和用夹具装夹。图2-5所示的钻模是专用夹具的一个例子,从图中可以看出,工件以其内孔套在夹具定位销上,用螺母和压板夹紧工件,钻头通过钻套引导,在工件上钻出孔来。图2-5 用夹具装夹工件1—夹具体 2—定位销 3—钻套 4—工件......
2023-06-26

FS-0iMD的刀具补偿数据同样可采用MDI面板手动设定和通过编程指令G10在程序中输入两种方式。2)按软功能键〖刀偏〗,LCD将显示刀具补偿数据显示页面。图8.3-22 FS-0iMD的刀具补偿显示a)刀具补偿A b)刀具补偿C4)用光标移动键、选定需要输入设定的补偿参数。......
2023-06-25

刀具补偿数据既可通过FS-0iTD的MDI面板手动输入和设定,也可通过编程指令G10在加工程序中输入。FS-0iTD对刀具偏置和刀尖方向的定义如图8.3-15所示。FS-0iTD的刀具偏置包括几何偏置和磨损偏置两部分。......
2023-06-25

多协议标记交换技术作为一种路由交换技术受到业界的广泛关注。MPLS技术是结合2层交换和3层路由的L2/L3集成数据传输技术。MPLS技术通过使用约束路由机制,根据用户的特定要求仅在边缘节点处计算特定的标记交换路径。......
2023-06-26
离子交换除盐是指把水中强电解质盐类的全部或大部分加以去除的处理过程。水进入强碱OH交换器后,以酸形式存在的阴离子与强碱阴树脂进行交换反应,除去水中所有的阴离子,从而将水中溶解盐类全部除去制得除盐水。运行中的离子交换反应及水质变化。离子交换器应在规定的流速范围内运行,流量大意味着流速高。离子交换器的再生。......
2023-06-19

未分别核算销售额、销售数量,或者将不同税率应税消费品组成套装进行销售的,从高适用税率。方案二由于分别适用应税消费品各自税率,从而达到了节税效果。......
2023-07-03
相关推荐