目前使用的刀具中有40%是涂层刀具,新的涂层还在不断出现,使用涂层刀具实现干切削加工的趋势在不断增长。因此,要注意干切削机床的快速排屑结构、辅助排屑设施和提高干切削机床热稳定性的结构设计。......
2025-09-29
干切削加工时的刀具系统必须有良好的平衡状态和安全性。在普通机床上进行干切削加工,刀具的安装和普通加工相差不多。但是,在高速机床上进行干切削,对刀具系统的平衡性和安全性则有着更高的要求。刀柄是高速干切削加工的一个关键部件,它的一端与机床主轴连接,另一端与刀具连接,传递机床的动力和精度。
在高速干切削中,刀片的固定、刀头与主轴的连接等问题,不仅涉及安全方面,还决定着高速干切削能否实现。为了估算刀体结构强度和夹紧的可靠性,国外已开发了高速铣刀的有限元FEM(Finite Ele-ment Methods)模型。根据FEM计算和相关试验表明,可转位铣刀失效有两种形式,一是由于夹紧螺钉被剪断,使得刀片和其他夹紧零件甩飞;另一种是刀体破碎。对直径80mm铣刀的模拟计算和相关试验表明,夹紧螺钉在转速为30000~35000r/min时已达失效临界状态。因此,从安全的角度出发,需要对不同刀具结构在高速干切削条件下的转速许用值进行研究。
除刀具本身外,高速干切削同时对刀具与机床主轴间的连接刚性、精度及可靠性也提出了严格的要求。传统的7∶24锥度工具系统由于连接刚性较差,轴向尺寸不稳定,已不适合高速干切削的要求,目前大多数采用20世纪90年代德国开发的HSK(HohlSchaft Kegel)空心短锥柄,美国KM(Kenna Metal)公司开发的空心短锥柄KM系列,以及日本精机开发的精密锥柄BIG PLUS工具系统。HSK和KM系列刀柄的结构特点见表3-3。
表3-3 HSK和KM系列刀柄的结构特点
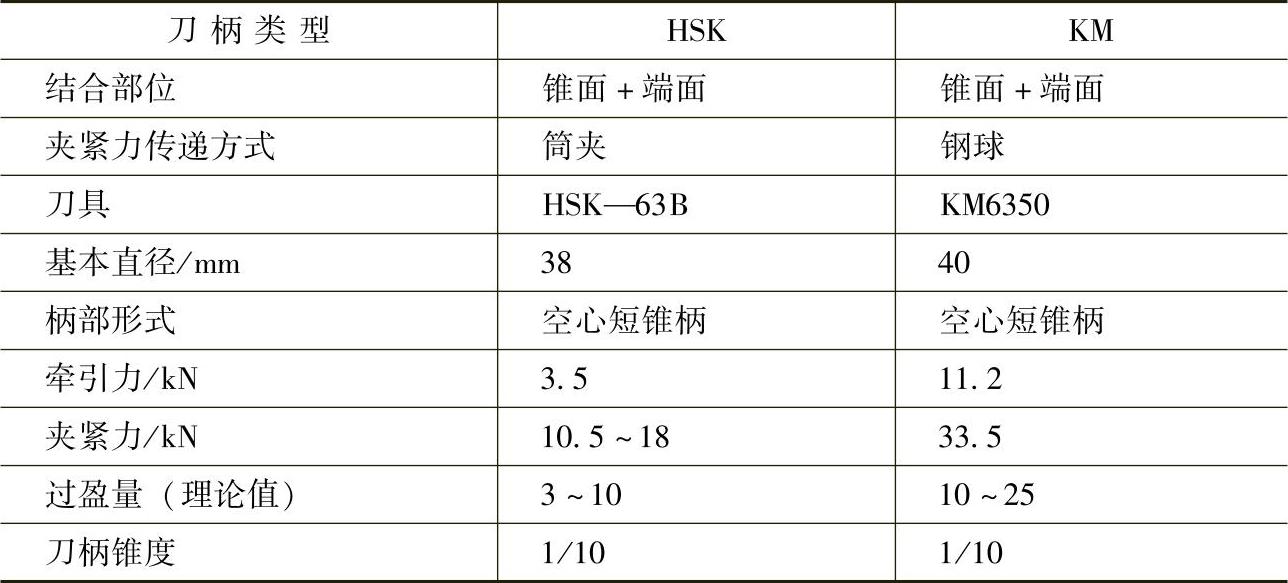
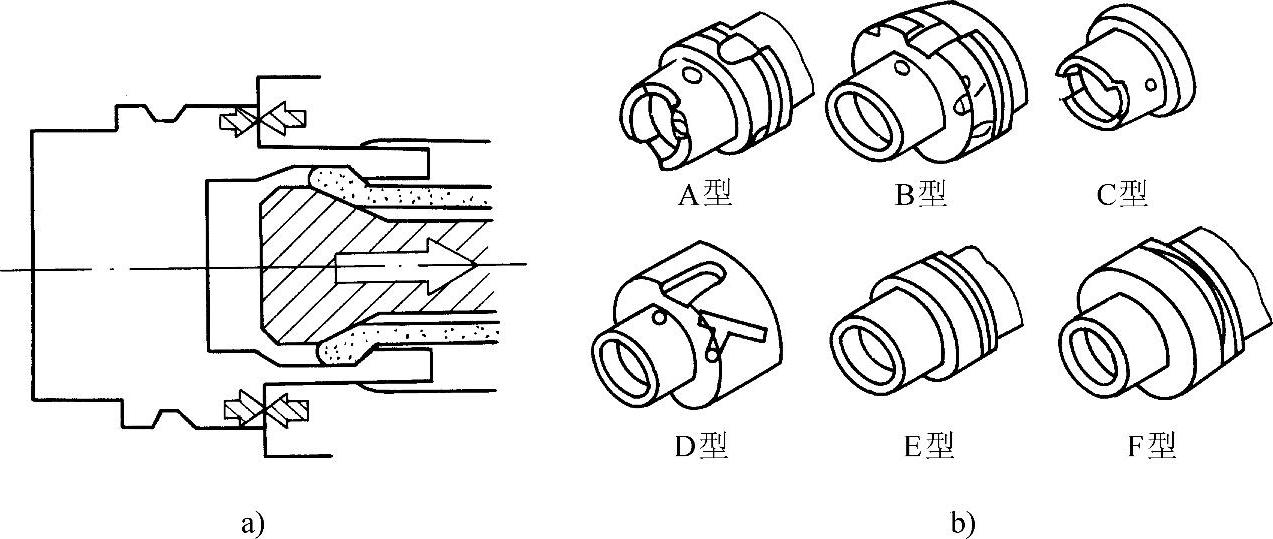
图3-14 HSK工具系统
a)刀柄结构原理 b)刀柄结构形式
1)HSK工具系统采用1∶10锥度,刀柄为中空短柄,如图3-14a所示。其工作原理是靠锁紧力及主轴内孔的弹性膨胀来补偿端面间隙。由于中空刀柄自身有较大的弹性变形,因此,对刀柄的制造精度要求相对较低;又由于HSK工具系统质量较小,柄部又较短,这样有利于高速自动换刀及机床小型化。但中空短柄结构也使其系统刚性和强度受到了一定影响。HSK整体式刀柄采用平衡式设计,刀柄结构有A型、B型、C型、D型、E型、F型六种形式,如图3-14b所示。图3-15为A型HSK面铣刀刀柄(HSK50ADIN69893)结构尺寸图。国内多采用A型和C型标准,例如,HSK50A,HSK63A,HSK100A。实际应用时,HSKS0和HSK63刀柄适用的主轴转速可达25000r/min,HSK100刀柄适用的主轴转速为12000r/min。图3-16为HSK型刀柄及其连接结构图。
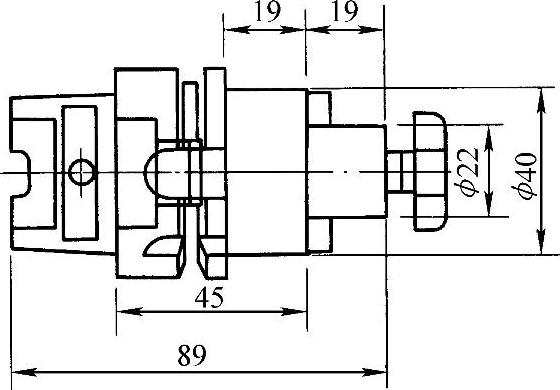
图3-15 A型HSK面铣刀刀柄(HSK50ADIN69893)结构尺寸图(https://www.chuimin.cn)
2)BIG-PLUS工具系统采用7∶24锥度,图3-17所示的结构设计可减小刀柄装入主轴时(锁紧前)与端面的间隙,锁紧后可利用主轴内孔的弹性膨胀对该间隙进行补偿,使得刀柄与主轴的端面贴紧。这种结构形式的特点包括:
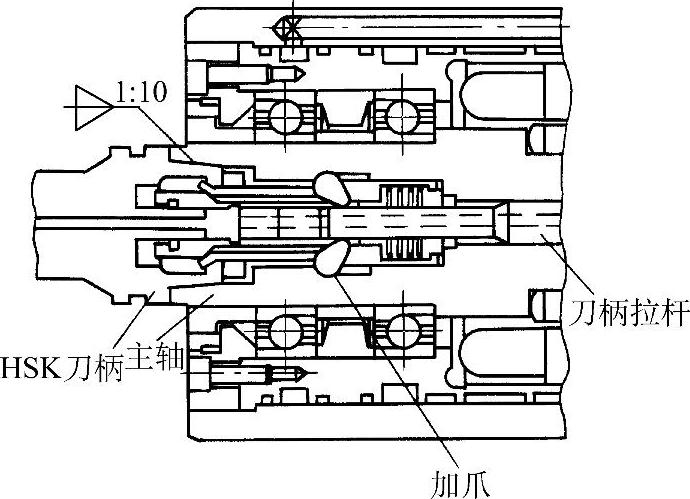
图3-16 HSK型刀柄及其连接机构
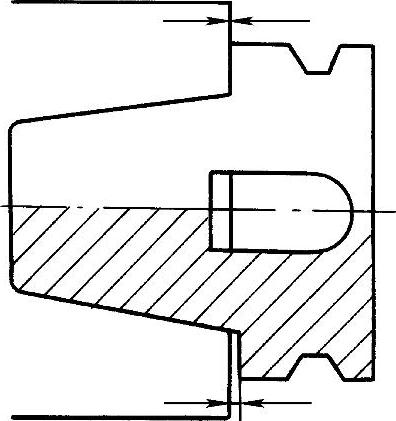
图3-17 BIG-PLUS工具系统
① 增大了与主轴的接触面积,增加了系统的刚性,提高了对振动的衰减作用。
② 采用端面的矫正作用提高了刀具自动换刀的重复精度。
③ 端面的定位作用使系统的轴向尺寸更加稳定。
④ 与传统的7∶24工具系统有互换性。
3)除此之外,涉及刀具寿命和安全性的设计还包括:刀具系统的平衡设计,减小径向和轴向圆跳动,控制平衡精度等。例如,刀具夹紧的最新趋势是采用冷缩式夹紧机构(或称热装式),装夹时利用感应或热风加热使刀杆孔膨胀,取出旧刀具,装入新刀具,然后采用冷风使刀具冷却到室温,利用刀杆孔与刀具外径的过盈量咬合夹紧,这种结构刀具的径向圆跳动为4μm左右,刚性高,动平衡性好,夹紧力大,高转速下仍能保持高的夹紧可靠性,特别适用于高速铣削加工。
相关文章

目前使用的刀具中有40%是涂层刀具,新的涂层还在不断出现,使用涂层刀具实现干切削加工的趋势在不断增长。因此,要注意干切削机床的快速排屑结构、辅助排屑设施和提高干切削机床热稳定性的结构设计。......
2025-09-29

然而随着人们对环境保护的重视和可持续发展意识的提高,切削加工中大量使用切削液的加工方法已经受到种种限制。图1-3 生产成本的分配比例干切削加工简言之就是在切削过程中不使用任何切削液的工艺方法。干切削意味着在车削、铣削、钻削、镗削等切削加工过程中,消除切削液的不利影响,极大地节约加工成本,保护生态环境。......
2025-09-29

服装设计通常分为款式造型设计、结构设计与工艺设计三段。设计是服装的灵魂,服装设计中无论是构思阶段还是完成阶段,结构设计、工艺设计应与服装造型设计的色彩、款式、材料并存,一同进入综合设计阶段。......
2025-09-29
干切削加工的基础研究和应用受到国内外广泛的重视,多年的研究成果推动了干切削技术的应用和实施。亚干式切削通常包括:微量润滑切削、低温微量润滑切削、保护气微量润滑切削、内冷喷射法、混喷喷射法工艺。上述术语和定义给出干切削和亚干切削的基本区别和规范,随着研究的深入和技术进步,标准也有一个不断进步和完善的过程。......
2025-09-29
图2-1反映了在实施硬态切削时,被加工件切削区存在切削温度和工件硬度变化之间的金属软化效应。图2-2 硬态干切削中已加工表面的白层硬态切削是非常典型、特殊的干切削。硬态干切削加工工件表面完整性是决定能否采用硬态切削作为淬硬钢精加工手段的重要指标。......
2025-09-29

目前,需要研究干切削在车削、铣削、钻削、齿轮加工、磨削以及其他类型切削加工中应用的条件、特点、方法和采取的工艺措施。有关亚干切削内容将在2.4节中综述。表2-2 四种制冷方法的性能比较对于实施干切削的工艺系统,最主要的问题是保证切削过程平稳,以便获得理想的工件加工质量,由表2-2性能比较可知:制冷机压缩机循环间接制冷方法综合评价最好。......
2025-09-29

原型结构的综合延伸设计,是更为贴近实现服装原创设计作品的结构技术性运用。1.衣身原型结构的综合延伸设计衣身原型结构的综合延伸设计是对衣身结构各方面多种因素的考虑,其结构的设计构成关系已初具服装的丰富性和完整性。......
2025-09-29
相关推荐