(1)气瓶焊缝检测用X射线数字成像检测设备的系统分辨率至少达到2.6LP(线对数),像质计灵敏度、图像的畸变率、图像放大倍数等应当符合相关标准的规定;X射线数字成像检测设备首次投用前,应当采用带有典型缺陷的样板或者抽取不少于2批产品,与 X射线照相法进行检测对比验证,对气孔、裂纹、夹渣等缺陷检出结果应当一致;对比验证应当每4年进行一次;(2)无缝气瓶检测用在线超声自动检测设备,至少具备内表面纵向、......
2025-09-29
(1)设备用油现状 美国机械工程学会在《依靠摩擦润滑节能策略》一书中提出:美国每年从润滑方面获得的经济效益达600亿美元,英国每年从润滑成果推广应用中获得5亿英镑。其中70%~85%的液压元件失效,是由于油品污染引起的;瑞典SKF公司研究表明:将润滑脂中的微粒控制在2~5μm以内,轴承的使用寿命将延长10~50倍。
目前我国每1000美元GDP消耗一次性能源折标煤为日本的3.6倍,润滑油消耗量为日本的3.79倍。搞好润滑管理工作,我国每年可节约500亿元人民币。
尽管润滑油的支出仅是设备维修费用的3%。但实践证明:设备使用寿命很大程度取决于润滑条件。其中80%的零件损坏是由于异常磨损引起的;60%的设备故障由于不良润滑引起;54%的轴承失效是由于不良润滑引起的。
(2)发展趋势 多年来润滑技术取得很大进展,高效、节能、环保是今后润滑研究的发展方向,也是金属磨损表面技术的重要发展方向。随着经济发展,许多高性能润滑油品逐渐进入市场,为润滑技术发展带来很好的条件,共同认识到高性能润滑油品将为高校带来更大的效益。
1)薄膜润滑。随着制造技术的发展,流体润滑设计膜厚正在不断减小以满足设备高性能运行的要求。当滑动表面间的润滑膜厚达到纳米级或接近分子尺度时,在弹性流体润滑和边界润滑之间会出现一种新的润滑状态——薄膜润滑。薄膜润滑的一个特性是时间效应。在静态的接触区内的润滑膜厚度随时间基本不变。在高速情况下,膜厚度随时间增加而略有降低;在低速情况下,膜厚度随时间增加而不断增加。
2)高温固体润滑。高温固体润滑主要体现在两个方面:高温固体润滑剂和高温自润滑材料,同时确保设备在高温情况下安全、可靠运行。常用的高温固体润滑剂主要有金属和一些氧化物、氟化物、无机含氧酸盐,如钼酸盐、钨酸盐等;另外,还有一些硫化物,如Pbs、CrxSy也可作为高温固体润滑剂。
3)绿色润滑油。绿色润滑油是指润滑油不但能满足设备工况要求,而且其油及其耗损产物对生态环境不会造成危害。绿色润滑油研究工作主要集中在基础油和添加剂上。就摩擦技术而言,绿色润滑油及其添加剂,必须满足油品的性能规格要求;而从环境保护的角度出发,它们必须具有生物可降解性和较小的生态毒性累积性。
4)纳米润滑材料。纳米材料具有表面积大、高扩散性、易烧结性、熔点降低、硬度增大等特点,将纳米材料应用于润滑体系中,不但可以在摩擦表面形成一层易剪切的薄膜、降低摩擦因数,而且可以对摩擦金属表面进行一定程度的填补和修复。
(3)润滑材料的选用
1)润滑材料的分类:①按润滑材料形态可分为液体、气体、半固体和固体四种。②润滑油是设备润滑应用得最广泛的润滑剂。以石油产品精炼制品为主,有馏分油、残渣油和调和油,还有以合成方法生产的合成烃润滑油。③润滑脂又叫黄油或干油,是用稠化剂稠化液体润滑剂制成的半固体产品。润滑脂黏附性好、防锈能力强、密封性能好,特别适用于滚动轴承的润滑。
2)润滑油的性能指标:①黏度,表示润滑油的黏稠程度的指标。它是决定油膜厚度的主要因素,也是选用润滑油的主要依据。黏度的表示方法有动力黏度、运动黏度、恩氏黏度和雷氏黏度,目前我国与国际标准化组织均采用运动黏度。油品的黏度随温度的升降而变化的性能叫作油品的黏温特性,用黏度指数(Ⅵ)表示。油品的黏度指数越大,说明在温度变化时其黏度变化越小,如液压油、内燃机油、齿轮油等润滑油都要求有较大的黏度指数。②闪点,是润滑油的安全指标。即在规定条件下将油品加热,蒸发出的油蒸气与空气混合达到一定含量时与明火接触产生闪火时油的最低温度叫作油的闪点。闪点的测定方法有开口杯法和闭口杯法。闪点的高低表示油品含轻质馏分油的多少,是油品生产、贮存、运输和使用的重要指标之一。高温下工作的机械设备,如空气压缩机、内燃机、气锤等要求润滑油具有较高的闪点。一般闪点应高于工作温度20~30℃。③倾点,是表示润滑油低温流动性的指标,指在规定的试验条件下,将油品冷却到失去流动性时的最高温度叫作油的凝点;换言之,称被冷却的油品能流动时的最低温度为油的冰点。在低温下工作的机械、寒冷地区室外冬季作业的工程机械和行驶的车辆应选用具有低倾点的润滑油,一般润滑油的倾点要低于最低工作温度15~30℃。润滑油的倾点也影响内燃机的低温起动性能、磨损和燃料消耗。④水分,是指油中水含量的多少,以所含水分占油的百分比表示。水分会加速润滑油的氧化和促进低分子有机酸对金属的腐蚀作用,会破坏润滑油膜的完整性和改变润滑油的性能。⑤中和值、酸值和碱值,酸值是以中和1g油品中所含有机酸需要的KOH的质量,用mgKOH/g表示。碱值是以中和1g油品中碱性组分所需要的酸量,以与酸等当量的KOH的质量表示。中和值是石油产品酸值和碱值的习惯统称。酸值对于新油是反映油品精制程度的指标。贮存和使用中的润滑油酸值增高,表示润滑油的氧化变质。酸值过高的润滑油会腐蚀机件,应立即换油。⑥水溶性酸或碱,石油产品和润滑油中存在的水溶性无机酸、低分子有机酸或碱性物质称水溶性酸或碱。水溶性酸或碱表示润滑油的精制程度,贮存、运输中形成的污染或氧化也会引起水溶性酸或碱的含量变化。⑦机械杂质和不溶物,润滑油中所含的固体物质统称机械杂质或不溶物。润滑油在加工、贮存和使用中混入灰尘、泥土和铁屑及磨损生成的磨粒都会造成油品的杂质含量增加。杂质是润滑油中的有害物质,会加剧机件磨损,并堵塞油路。⑧氧化安定性,是测试润滑油抵抗氧化作用的能力大小的指标。氧化安定性好坏决定油品的使用寿命。如精密机床润滑、液压设备用油、汽轮机和内燃机等设备用油均要求氧化安定性要好。⑨炭和老化特性,残炭表示油品的精制程度。以残炭值表示润滑油的老化特性,残炭含量高,会加速机件磨损及堵塞油路。如空气压缩机、内燃机等设备使用的润滑油,残炭指标应低。⑩抗乳化性,是反映润滑油与水的分离能力大小的指标,单位为min;如蒸汽轮机和水轮机用润滑油要求抗乳化性要好。
3)润滑脂的性能指标:①锥入度,是润滑脂稠度或软硬度的指标。锥入度表示润滑脂的流动性和塑性强度,重负荷摩擦副应选择锥入度较小的润滑脂。②滴点,是润滑脂耐热性能的重要指标,也是润滑脂受热溶化开始滴落的最低温度。滴点是选择润滑脂使用条件的依据。混合润滑脂影响润滑脂性能,因此应避免混合使用。产生的影响如性质上的下降变化;润滑脂变软,使机械安定性会下降;新、废润滑脂混合,会造成新润滑脂的性能下降。
4)润滑材料的使用要求:①要具有良好的减摩性能,即改变摩擦因数、降低摩擦阻力、减小机件磨损;②要具有适宜的流动性,能在摩擦副运动部件之间形成润滑油膜;③具有一定的油性,且有一定油膜强度;④具有良好化学稳定性,使用中不易氧化变质;⑤具有良好消泡沫性和抗乳化性;⑥具有良好防锈、防腐性、不腐蚀金属机件,不会造成橡胶密封件的老化和变形;⑦具有一定密封性能,能阻挡杂质进入摩擦部位;⑧具有低挥发性,能较长时间保持稳定的黏度。
5)润滑材料的选用技术。正确选用润滑材料是搞好设备润滑的关键。润滑材料的选用要根据摩擦副的运动速度、承载负荷、工作温度及环境、摩擦副表面硬度及间隙、润滑方式和润滑装置等条件合理选择。要牢固掌握各种润滑材料的规格、等级、性能和适用范围。
每台设备说明书对设备润滑用油或用脂都做了技术规定,必须参照执行。
①运动速度。一般情况下可选用低黏度的润滑油来保证油膜的存在。但在低速运转时,靠油的黏度承载负荷,应选用黏度较高的润滑油;往复运动和间歇运动时速度变化较大,不利于形成油膜,也应该用黏度较高的润滑油。
②承载负荷。一般负荷越大选用油的黏度应越高;低速重负荷应考虑油品的允许承载能力,边界润滑和重负荷摩擦副应选用极压性好的油液。
③工作温度及环境。①温度变化范围大时,应选用黏度高的油品;高温条件下工作应选用黏度和闪点高、灰分低及残炭低的油品;低温条件下工作应选用黏度低、水分少、凝固点低的耐低温油。②潮湿环境及有气雾的环境应选用抗乳化性强、防锈性好的油品;尘屑飞扬的环境应注意防尘密封,并采用有效的过滤装置;有腐蚀性气体的环境应改善通风系统,并选用抗腐蚀性好的油品。
④摩擦副的表面硬度及间隙。当表面硬度高、精度高、间隙小时,应选用黏度低的油品;反之,则选用黏度较高的油品。同时摩擦副的位置,对垂直导轨、丝杠、外露齿轮、链条、钢丝绳等,因润滑油容易流失,应选用黏度较高的油品。(https://www.chuimin.cn)
⑤润滑方式。循环润滑因供油量大,要求散热快,应选黏度较低的油品;人工间歇加油应选用黏度较高的油品;用油线、油芯、油毡及滴油杯等润滑时,应选用有抗氧化添加剂的油品。
⑥润滑装置。耗损性人工注油的油孔、油嘴、油杯应选用黏度适宜的润滑油;利用油线、油毡吸油的润滑部位,应选用黏度较小的润滑油;稀油循环润滑系统应选用黏度较小,氧化稳定性好的润滑油;集中油脂润滑系统应选用锥入度较大的润滑脂。
机床主轴轴承润滑油选用见表3-19;导轨润滑油选用见表3-20;齿轮传动的润滑油选用见表3-21。
表3-19 机床主轴轴承的润滑油选用
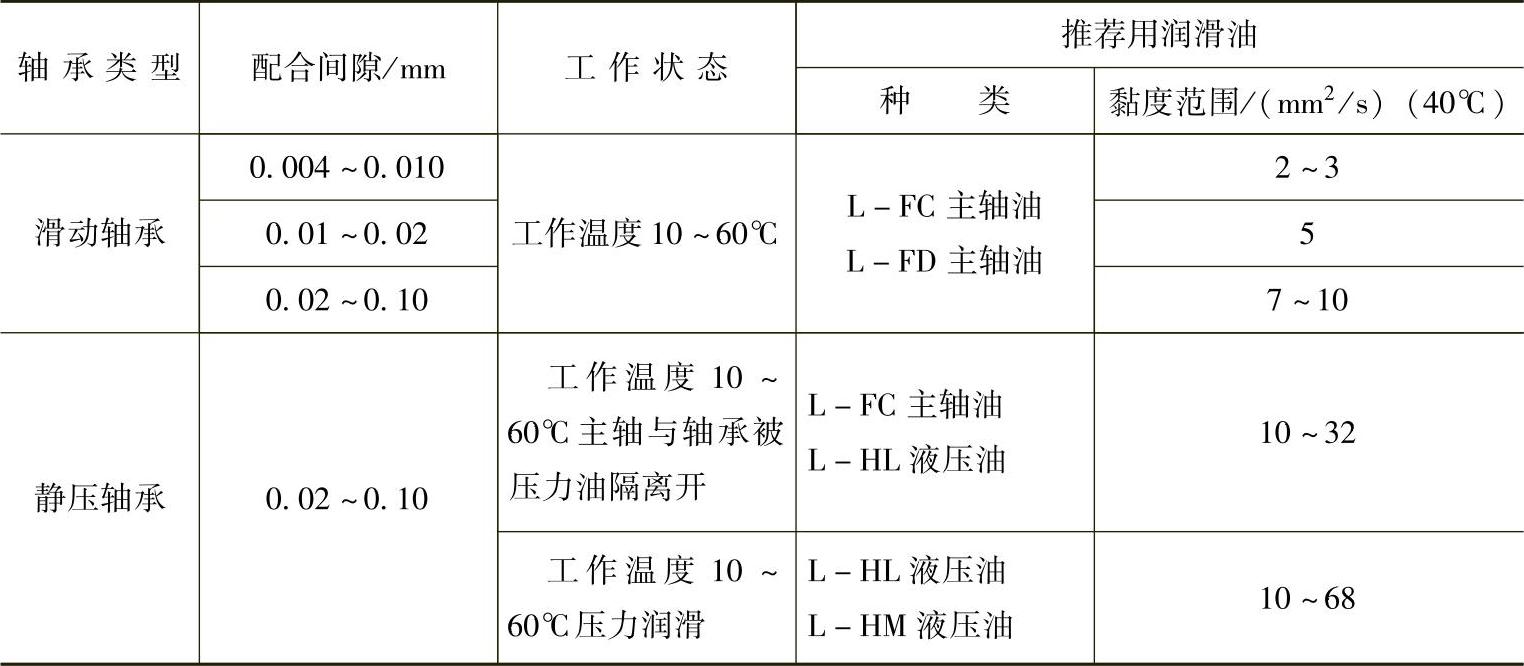
表3-20 导轨的润滑油选用
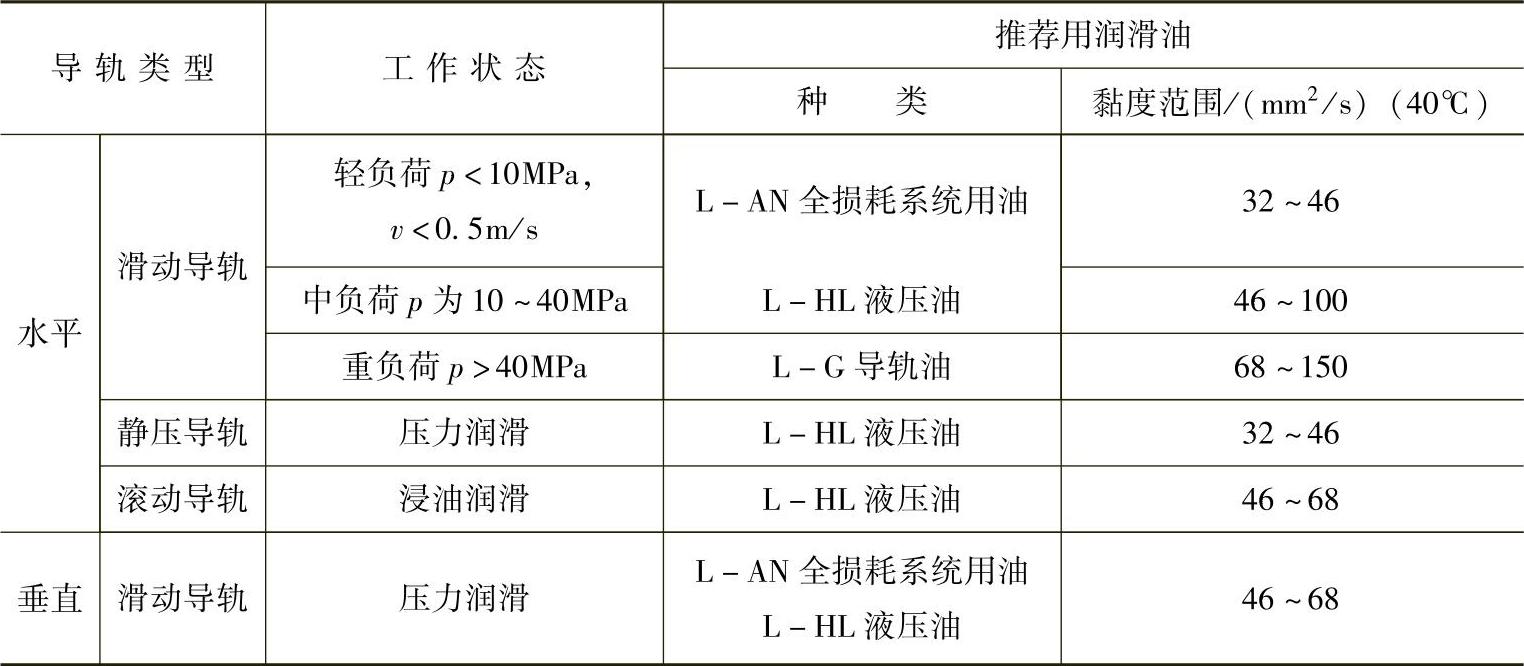
表3-21 齿轮传动的润滑油选用

6)液压用油的选用。
①液压系统对工作液的技术要求:液压系统使用的工作液既是传递动力的介质,又是液压元件的润滑剂。通常选用精制矿物油、合成油配制的各类液压油,也可以使用其他石油产品、合成液或水基乳化液等。
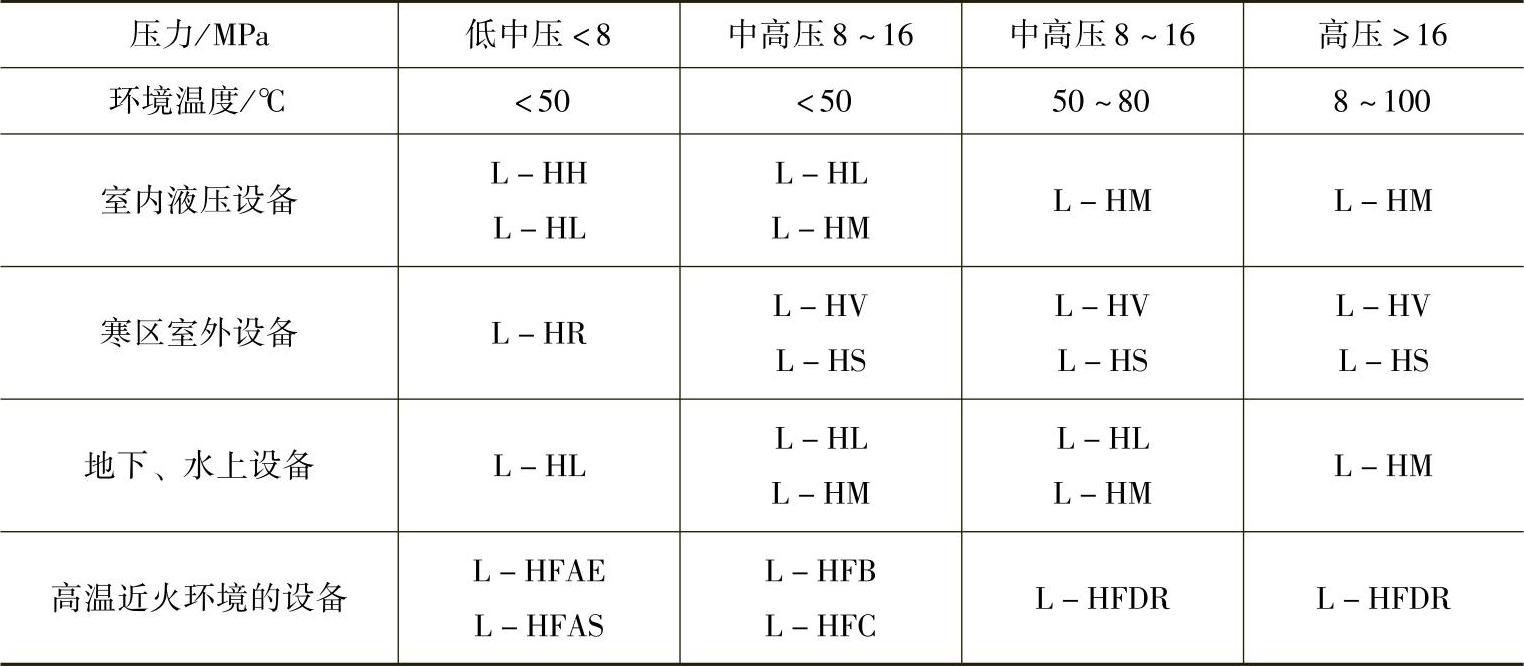
②液压油的选用:液压系统用油主要取决于液压泵的结构、工作温度、工作压力和环境等条件。一般液压系统用油黏度为10~150mm2/s(40℃)。按泵的类型推荐使用的液压油黏度范围见表3-22。根据工作环境与工作压力选择液压油见表3-23。
表3-22 使用的液压油黏度范围[单位:mm2/s(40℃)]
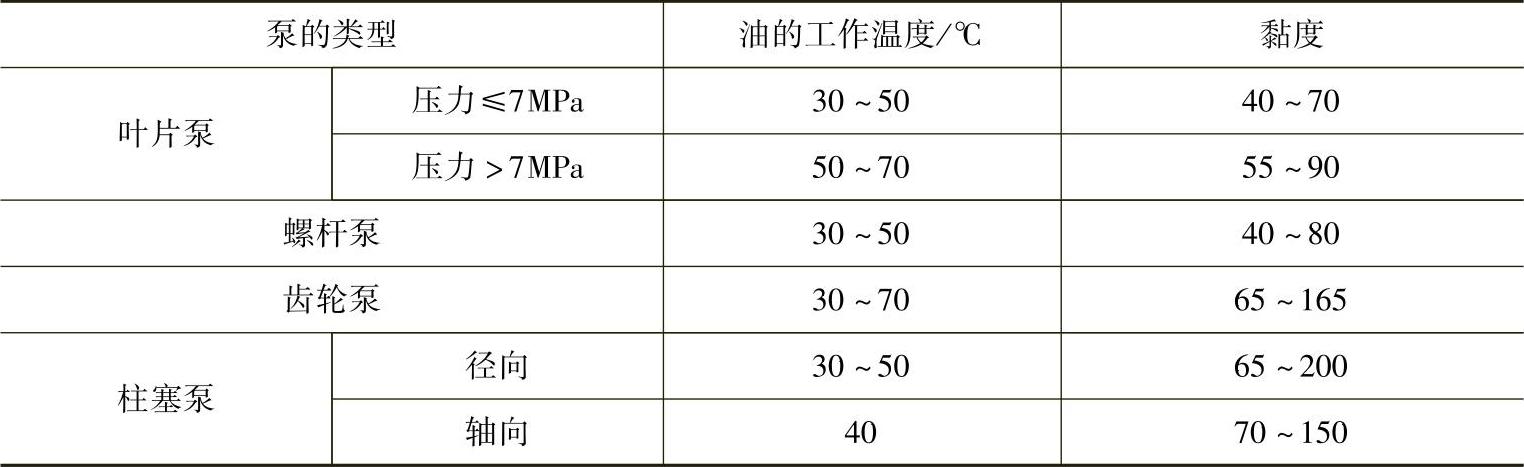
表3-23 根据工作环境与工作压力选择液压油
③液压系统用油的净化:液压油的洁净度对液压系统的性能影响很大,油中的机械杂质会堵塞阀孔和油路,引起系统动作失灵;还会造成液压泵轴承、柱塞、叶片、齿轮的擦伤。因此,性能良好的液压系统都装有不同类型的过滤器,对油液实施净化,以保护液压系统工作正常。
相关文章

(1)气瓶焊缝检测用X射线数字成像检测设备的系统分辨率至少达到2.6LP(线对数),像质计灵敏度、图像的畸变率、图像放大倍数等应当符合相关标准的规定;X射线数字成像检测设备首次投用前,应当采用带有典型缺陷的样板或者抽取不少于2批产品,与 X射线照相法进行检测对比验证,对气孔、裂纹、夹渣等缺陷检出结果应当一致;对比验证应当每4年进行一次;(2)无缝气瓶检测用在线超声自动检测设备,至少具备内表面纵向、......
2025-09-29

蝶式大包回转台相比直臂式回转台,其优点是可以单臂独立升降,准确地控制大包位置,也就是准确地控制大包长水口在中包中的位置,以保证浇注过程中钢液对位准确,提高板坯质量。在新近设计、建造的连铸机和高档连铸机中,蝶式回转台已成为基本配置。......
2025-09-29

通过真空除气器后水中残余的CO2可低于3mg/L,残余的O2可低于0.05mg/L。真空除气器所用填料与填料塔基本相同,如需提高水温,则应考虑水温对填料的影响,例如超过40℃则不应采用硬PVC拉西环,存水部分的大小应根据处理水量的大小及工艺要求的停留时间确定,也可在下部设卧式贮水箱,以加大存水部分的容积。......
2025-09-29

Ⅱ区又名加工处理区,由三类不同的设备组成。③用于牵引并立即对初生纤维进一步处理的装置。为了使冷拉伸的收缩率达到预定值,在纱线卷绕前采用一个蒸气喷嘴对其进行热处理。图7-20所示为工业纤维拉伸设备。2)在线控制的挤出纤维生产线。这条生产线长约20m,是水平布置的PP定长短纤维生产机组。图7-20 工业纤维拉伸设备图7-21 定长短纤维生产线该设备的牵引速度为120m/min,每个纺丝工位由一块喷丝板供料,喷丝板的孔数最多可达40000个。......
2025-09-29

前两种为慢速捏合机,目前普遍使用的是高速混合机。最好选用平行同向旋转双螺杆挤出机,也可选用带混炼头的单螺杆或计量型单螺杆挤出机。当树脂、颜料和其他助剂经高速搅拌机或滚筒式混合机混合后,可用单螺杆式挤出机熔融混合并挤出造粒,形成色母粒,但这种单螺杆挤出机的长径比应不低于25。7)双螺杆挤出机。用于生产色母粒料的双螺杆挤出机通常采用同向旋转啮合型双螺杆挤出机。双螺杆挤出机设有排气段,可以有效排气。......
2025-09-29

棒材挤出成型生产线HDPE实心硬棒挤出成型生产线如图7-6所示,它由挤出机、机头、隔热垫圈、冷却定型套、冷却水槽、牵引机、切断装置、制品堆放架等组成。不同塑料挤出成型棒材的收缩率见表7-2。根据试验数据,直径40~120mm的聚酰胺1010连续挤出棒材的收缩率为2.5%~3.0%。①棒材的冷却定型模与挤出机头紧密相连,连接处要加隔热垫圈。但应注意温度高于250℃时易变形损坏。不能夹得过紧,否则阻力过大棒材挤不出口模,会造成胀死在定型模腔内。......
2025-09-29

中空制品生产设备要求 挤出成型中空制品设备结构如图5-5所示。挤出成型中空塑料制品的配套设备,主要由挤出机、机头、制品成型模具组合件、成型制品动作控制系统等组成。塑料挤出吹塑中空成型机产品代号为SCJ-L×工位数,塑料挤出拉伸吹塑中空成型机产品代号为SCJL-L×工位数,其中L为制品容积。两成型模具往复互换位置移动,使挤出吹胀成型中空塑料制品连续进行。......
2025-09-29
其中,运动黏度是评定润滑油质量的一项重要量化指标,是选用润滑油的主要依据。此外,由于不同地区或者不同季节的温差较大,选用润滑油时也需考虑到润滑油的温度特性,在特定情况下,还可能根据不同地区的实际使用环境分别选用不同牌号的润滑油。......
2025-09-29
相关推荐