总体配置设计是将控制系统划分为几个部件,再进一步划分为若干组件,如开关组件、控制电器组件、电源组件等,并同时要解决组件之间、电气箱之间以及电气箱与被控制装置之间的连线问题。电气箱与被控制设备或电气箱之间采用多孔接插件,便于拆装、搬运。总体配置设计的合理与否将直接影响电气控制设备工作的可靠性,并关系到电气系统的制造、装配质量,调试、操作及维护是否方便。......
2025-09-29
1.水电站水闸门
涂层材料有Zn、Al、Zn-Al、Zn-(Al-Mg)合金等。涂层结构为金属或合金涂层(150~300μm)+有机封闭层+工作面层。各种不同环境涂层厚度及封闭材料根据表6-3中选择。
喷涂工艺方法:线材火焰喷涂或电弧喷涂,喷涂工艺程序参照国家标准GB/T 9793—2012,《热喷涂 金属和其他有机覆盖层 锌、铝及其合金》。
涂层防护期可达20年。我国2025年建造的淮南电厂从田家庵至蚌埠的264座35kV输电铁塔采用喷Zn防护,涂层至今完好。
表6-3 各种不同环境条件涂层厚度及封闭材料选择

钢结构桥梁、电视塔钢结构等建筑,均采用喷锌、铝或锌铝合金长效防护涂层。例如:位于湖南省湘西自治州境内的矮寨大桥,是跨越矮寨大峡谷的一座特大型桥梁,为钢桁加劲梁单跨悬索桥结构,大桥主跨为1176m,桥面宽度为24.5m,桥面距峡谷底部高度达350m;广州电视塔高为610m,由一座高454m的主塔体和一个高156m的天线桅杆构成的钢结构建筑,是具有功能性、装饰性、观光性的标志性建筑,设计使用年限为100年,建筑外观要求高。要求一次防护寿命大于25年;在紫外线照射、酸雨、高湿、沙尘等环境下,色彩与光泽无明显变化;具有较好的防静电和防外来物附着自清洁功能;较好的耐磨性和抗涂划性。它们均采用长效防护复合涂层,如图6-3所示。
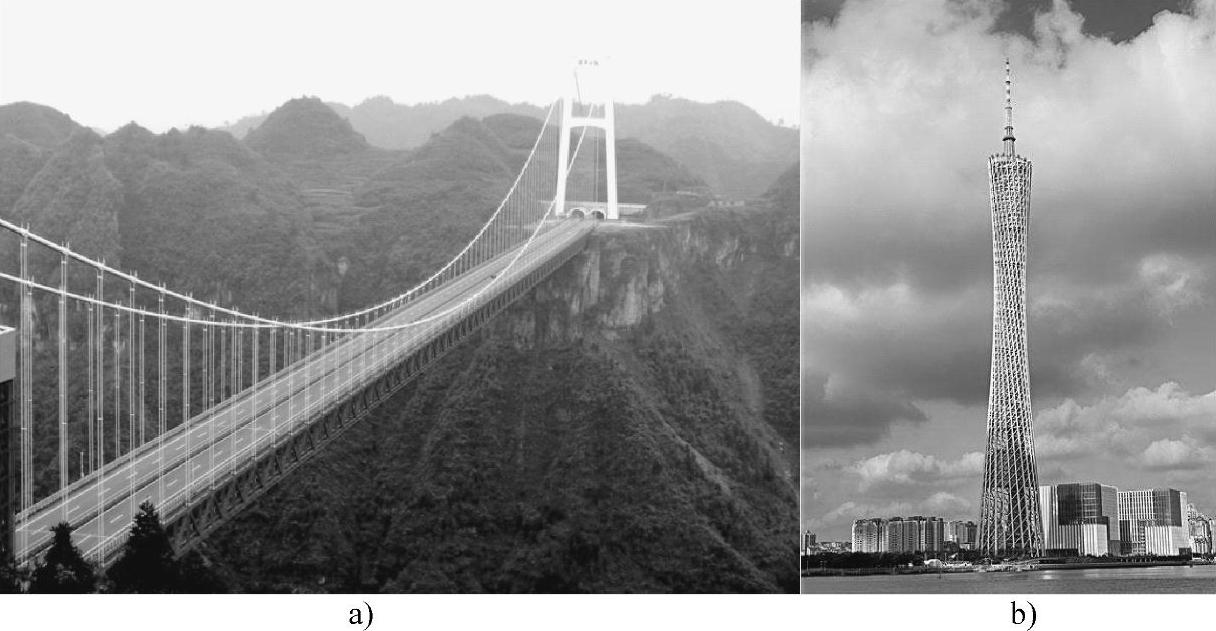
图6-3 钢结构桥梁、电视塔长效复合涂层实例
a)矮寨大桥 b)广州电视塔
2.大型水利枢纽工程
液压启闭机是水利枢纽的关键设备之一,其可靠性和稳定性对水利工程大坝的防洪、泄洪、航运和发电设备的正常运行及确保大坝安全意义十分重大。启闭机液压缸活塞杆不仅要承受启闭闸门时重载往复中的滑动磨损,还必须耐露天潮湿、水汽、水温、水线变化等腐蚀。传统的镀铬活塞杆耐磨耐蚀性能难以满足要求,主要破坏形式有擦伤、腐蚀、镀层剥落,使用一段时间后出现漏油现象,甚至出现“卡死”,直接影响闸门的启闭和定位。图6-4所示为Cr2O3陶瓷涂层活塞杆。采用等离子喷涂制备Cr2O3陶瓷活塞杆,陶瓷涂层和母材的结合强度高,结合强度超过30MPa,有效地避免了喷涂层的脱落;表面硬度超过了900HV,具有良好的耐磨性;精加工后的活塞杆表面光滑,表面粗糙度值可控制在Ra0.3μm以内,有效降低了密封件和活塞杆的摩擦因数,减少了密封件和活塞杆磨损,延长了使用寿命。
德国洪格尔公司采用等离子喷涂陶瓷涂层技术生产活塞杆,长度可达20m,直径达1m,最大质量为15t。
陶瓷涂层活塞杆具有以下主要特点:
1)涂层硬度为900~1400HV,硬度高,耐磨性好。(https://www.chuimin.cn)
2)涂层与配偶密封件摩擦因数低,对摩擦配偶件磨损小。
3)涂层具有极高的化学稳定性,耐水、耐气蚀性能极好。
4)涂层易磨削,表面粗糙度值可控制在Ra0.55~0.09μm。
5)无镀铬造成的环境污染和氢脆的危害。
6)由于涂层的特殊结构,容易进行活塞杆行程位移传感自动控制与测量。
陶瓷涂层活塞杆所达到的主要技术指标见表6-4。
表6-4 陶瓷涂层活塞杆的主要技术指标

涂层材料为Cr2O3陶瓷粉末。喷涂工艺方法为等离子喷涂。涂层厚度≥0.35mm,结合强度≥35MPa,孔隙率≤3%。山峡工程永久船闸人字门部分采用德国洪格尔公司制造的液压缸活塞杆。图6-4所示为国产等离子喷涂Cr2O3陶瓷涂层活塞杆。

图6-4 等离子喷涂Cr2O3陶瓷涂层活塞杆
3.水轮机过流部件
大型水电站水头落差大,水轮机过流部件长期承受河砂的冲蚀,产生磨粒磨损和气蚀。青铜峡水电站对水轮机转轮叶片采用热喷涂再制造技术。经试验测试,抗气蚀能力是04Cr13Ni5Mo基体材料的1.55倍,抗磨粒磨损的能力为91.5倍。涂层材料为VATECH公司SXH-70,属陶瓷和金属混合物;涂层厚度为0.25~0.3mm;涂层结合强度≥70MPa。喷涂工艺方法为高速火焰喷涂。
相关文章

总体配置设计是将控制系统划分为几个部件,再进一步划分为若干组件,如开关组件、控制电器组件、电源组件等,并同时要解决组件之间、电气箱之间以及电气箱与被控制装置之间的连线问题。电气箱与被控制设备或电气箱之间采用多孔接插件,便于拆装、搬运。总体配置设计的合理与否将直接影响电气控制设备工作的可靠性,并关系到电气系统的制造、装配质量,调试、操作及维护是否方便。......
2025-09-29

硬板生产线 挤出板(片)材生产线由加料器、双螺杆挤出机、机头、三辊压光机、输送装置、两辊牵引机切边装置、纵向圆盘切边机、横向锯切机、板材堆放车组成。塑料硬板挤出成型生产线如图6-2所示。......
2025-09-29

其工作原理是主轮工作导轨侧面限制主轮左右偏移,从而防止工作梯级因跑偏发生梳齿错齿现象;压轨限制主轮跳动,保证扶梯乘坐的安全性和舒适感,压轨与主轮间隙δ一般设定在4mm以下。为保证梯级平稳运行,下曲线区段副轮上也应设置压轨。......
2025-09-29

图4-11 正确与错误的轴下切面a)错误 b)正确表面机械加工是另外一种表面预处理方法,常通过车削或磨削来完成。在热喷涂技术中,经常采用的表面机械加工方法有下切、开槽和平面布钉三种。将这道焊层机械加工成3.2mm的最小的肩,肩的直径应比轴的最后精加工尺寸大一些。3)使涂层生成起伏叠层,以控制内应力。......
2025-09-29

机头 吹膜法生产采用吹塑薄膜机头结构,模唇间隙为0.8~1.0mm。平膜法生产采用歧管型和衣架式机头结构,膜向下挤出。热处理设备 热处理设备由弓形加热板和一对热处理辊筒组成,目的是保证扁丝的尺寸稳定,防止扁丝发生明显的后收缩并消除内应力。热处理的辊筒通常称为第三拉伸辊筒。分丝架 一条扁丝生产线一般一次可生产60~100根扁丝。......
2025-09-29

金属材料常分为黑色金属 和有色金属 。正因为钢的热处理是在不改变金属材料牌号的前提下,使之得以强化,充分发挥材料的内部潜力,故是提高机械产品质量,降低成本的一种重要手段。回火温度在150 ~250℃,主要用来降低材料的脆性和淬火应力,并能保持较高的硬度和耐磨性,常用于刀具、模具等。回火温度在350 ~500℃,其特点是既能保持材料一定的韧性,又能保持一定的弹性和屈服点,常用于弹簧和承受冲击的零件。......
2025-09-29

棒材挤出成型生产线HDPE实心硬棒挤出成型生产线如图7-6所示,它由挤出机、机头、隔热垫圈、冷却定型套、冷却水槽、牵引机、切断装置、制品堆放架等组成。不同塑料挤出成型棒材的收缩率见表7-2。根据试验数据,直径40~120mm的聚酰胺1010连续挤出棒材的收缩率为2.5%~3.0%。①棒材的冷却定型模与挤出机头紧密相连,连接处要加隔热垫圈。但应注意温度高于250℃时易变形损坏。不能夹得过紧,否则阻力过大棒材挤不出口模,会造成胀死在定型模腔内。......
2025-09-29
表1-5 部分塑料在生产前的干燥达标要求④确认机筒清洁,无异物卡螺杆后,安装过滤网、多孔板和成套调试的模具。挤出生产运行过程中,有时遇上突然停电或机筒内进入异物导致螺杆突然停止转动的故障,此时处理方法如下。然后清除模具、机筒、螺杆上的粘料,待故障排除后再安装螺杆和成型模具,重新加、升温,准备继续生产。5)挤出成型工作过程的检查事项。②机筒无塑料原料空运转时间不得超过3min,以免造成螺杆磨损。......
2025-09-29
相关推荐