图3-12加工单元设备示意图左视图;正视图图3-13加工单元铝合金型材支撑架示意图其中:220 mm长铝合金型材6根;110 mm长铝合金型材2根;150 mm长铝合金型材2根。装配铝合金型材支撑架时,注意调整好各条边的平行度及垂直度,锁紧螺栓。......
2025-09-29
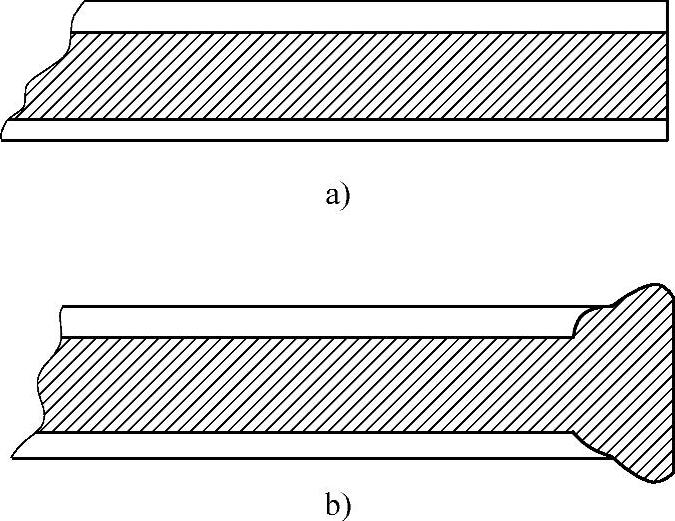
图4-11 正确与错误的轴下切面
a)错误 b)正确
表面机械加工是另外一种表面预处理方法,常通过车削或磨削来完成。采用车削加工可使涂层与基体之间的结合面积增加30%左右,并且能提高涂层的抗剪切能力。表面经过车削或磨削后,还必须采用喷砂粗化或其他粗化方法进行表面处理,以进一步提高涂层与基体之间的结合强度。在热喷涂技术中,经常采用的表面机械加工方法有下切、开槽和平面布钉三种。
1.下切
下切是用车削或磨削的加工方法,将零件表面适当去除的一种操作方法,它一方面可以去除表面疲劳层,同时也为实施热喷涂涂层提供了空间。当机械零件需要进行修复时,通常采用下切法。
为了使精加工涂层获得均匀的厚度,或者为了去除加工硬化的表层、化学污染、氧化物及先前遗留的热喷涂层的工件表面,往往也采用下切。由于下切会减少工件的横截面积,因而会影响到工件的抗拉强度和抗疲劳强度。
在圆柱体工件的每个下切面的端部,都必须在肩部切成方的或小钝角(105°),不推荐采用锐角楔形。每个下切角的半径应为0.38~0.50mm,下切面不应延伸到轴的端部,而应留出一定的距离,轴的端部与热喷涂涂层的嵌连方式如图4-11所示。
在下切截面的尽头任何可能的地方都要留肩。
对于涂层经受来自端部压力的圆柱面(如泵柱塞),在其受压端的外圆周围,推荐采用堆焊层。将这道焊层机械加工成3.2mm的最小的肩,肩的直径应比轴的最后精加工尺寸大一些。在承压工作中,这道堆焊层比热喷涂涂层要好。
值得注意的是,焊接会影响基体金属的性能,在修复与维护中务必对此引起重视。
2.开槽
开槽是一种在基体上切出保持一定间距的一条条沟槽的操作。开槽(或车螺纹)主要为了达到以下目的:
1)减少收缩应力。
2)增大涂层与基体的接触面积。(https://www.chuimin.cn)
3)使涂层生成起伏叠层,以控制内应力。
当涂层遭受冷热循环时,在冷却过程中,因涂层与基体之间存在热物性的差异,会在界面上及涂层内部产生应力,该应力在涂层内不断累积,会导致涂层与基体之间发生分离。这种应力随着涂层厚度的增加而增大,对于硬质金属或陶瓷涂层来讲,这种现象更为严重。由于开槽能使应力分散成很多小的分量,从而有效地减少内应力,对提高结合强度有利,其示意如图4-12所示。
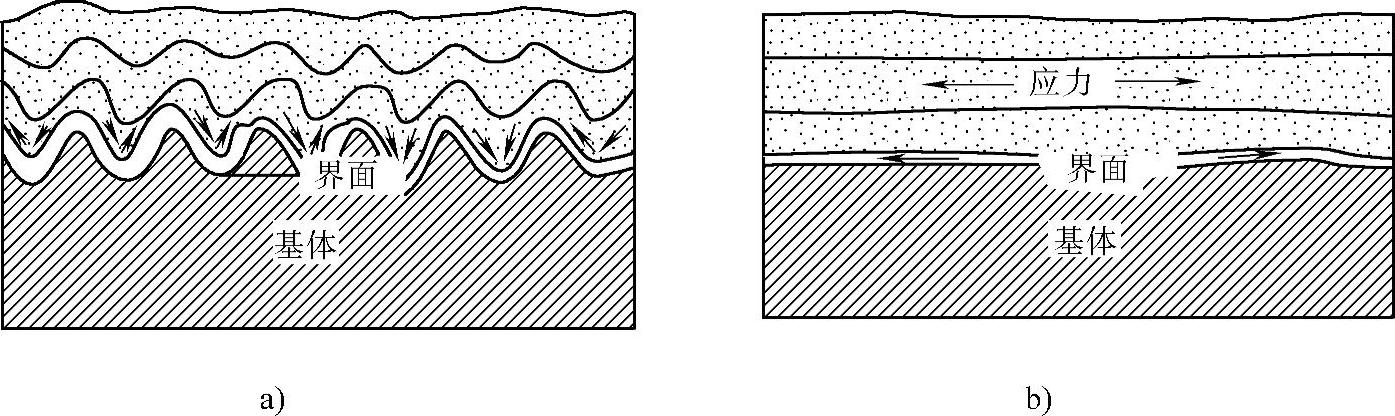
图4-12 涂层与基体界面处的应力状态
a)开槽界面的应力状态 b)光滑不开槽界面的应力状态
图4-12中给出了两种轴的界面应力状态:一种是车过螺纹的轴,如图4-12a所示;另一种是没有车螺纹的轴,其内应力沿下切的全长呈直线分布,如图4-12b所示。车螺纹方法可使涂层与基体的结合面积增加30%左右,而且由于形成波浪状涂层,收缩应力受到限制,被分散成很多较小的分量并分布在每一条螺纹的两端,彼此之间可以抵消,从而减小了涂层的应力积累,这对于较厚涂层、高收缩率涂层及喷涂大面积零件意义较大。在每一条螺纹的根部,都应车成圆角,以减少沟槽效应。另一种方法是利用U形槽代替传统的V形螺纹,对于重载荷机械零件,V形螺纹会产生应力集中的作用。在表面车削螺纹虽能提高涂层的抗剪切能力,但却削弱了工件的抗疲劳强度,因此重要的承受交变循环应力的轴类零件表面,不宜采用车螺纹粗化。
由于热喷涂涂层是由很多碰撞后的变形粒子组成的,很像一层有直线纹理的木料,与涂层垂直方向的强度要比其平行方向的强度低。由于变形粒子会随着大的凹槽上下起伏,从而改善了涂层的结合强度,减弱了涂层产生分裂的倾向。
当存在下列情况之一时,应考虑实施开槽处理:
1)厚度超过1.27mm的所有涂层,任何部位有一条棱边的地方。
2)涂层的收缩性很高,而其厚度又超过0.76mm,任何部位有一条棱边的地方。
3)没有棱边的涂层,如工作条件苛刻的涂层,或由于涂层厚、材料收缩大的涂层,在圆柱体表面上进行连续喷涂时存在开裂危险的涂层等。
3.平面布钉
在平面上喷涂的硬金属涂层会出现特殊的问题。如果基体属于较硬的金属,喷砂所能剥蚀的深度将会减小,导致涂层的结合强度下降。另外,硬金属涂层通常较厚,不像铝或锌等一些软金属涂层那样薄,因此,在冷却过程中涂层产生的总收缩量会大得多。此时,通常要对平面进行布钉处理。布钉包括钻孔与攻螺纹,孔距约为25mm,孔内插入没有涂层的平头螺钉,其材质应与基体成分相符。螺钉直径为3~6mm,固定之后,对表面和螺钉都要进行喷砂处理。
相关文章

图3-12加工单元设备示意图左视图;正视图图3-13加工单元铝合金型材支撑架示意图其中:220 mm长铝合金型材6根;110 mm长铝合金型材2根;150 mm长铝合金型材2根。装配铝合金型材支撑架时,注意调整好各条边的平行度及垂直度,锁紧螺栓。......
2025-09-29

消费电子产品的LED驱动器拥有比较成熟的技术、产品和相对成熟的市场,例如手机、MP3、MP4等电子产品。目前,能耐60V高压的LED驱动器新品已推出。业界对在汽车业直接采用LED的仪表板背光、前后雾灯、第三刹车灯、方向灯、尾灯的市场十分看好和乐观。按驱动方式分类1)恒流式LED驱动器。④ 恒流驱动器的最大承受电流及电压值限制了LED的使用数量。常用LED恒流驱动器的接线方法如图3-6所示。2)稳压式LED驱动器。......
2025-09-29

弹道导弹具有较强的修正能力, 弹道导弹的射击方向与发射装置和目标点之间的连线方向重合即可, 导弹飞行中控制系统将其严格控制在发射平面内直至命中目标。基于以上5 方面的原因, 无法将弹道摄动理论直接挪用到弹道修正火箭弹上。......
2025-09-29

电弧将气体加热并使之电离,产生等离子弧,气体热膨胀由喷嘴喷出高速等离子射流。图2-27 大气等离子喷涂原理2.设备构成我国目前使用的等离子喷涂设备分为进口设备和国产设备两类。工艺技术特点等离子喷涂相较其他喷涂方......
2025-09-29

20世纪90年代初,美国的TAFA公司将“超声速原理”引入等离子喷枪的设计制造中,研制成功高能高速等离子喷涂系统PlazJet。图2-37 PlazJet等离子喷枪结构2.设备组成PlazJet高能高速等离子喷涂系统的设备组成与普通等离子类似,也是由喷枪、整流电源、控制系统、热交换系统、送粉器、水电转接箱六部分构成。......
2025-09-29

图2-14 JP-5000型高速火焰喷枪结构2.设备构成高速火焰喷涂设备一般由喷枪、送粉器、控制系统、喷枪冷却系统、气体供应系统五部分构成。用于高速火焰喷涂的粉末粒度一般为10~45μm,属于细粒度粉末。高速火焰喷涂时,首先应按照设备的规定要求确定氧气和燃气的流量,以保证喷枪焰流达到设计的功率水平。......
2025-09-29


相关推荐