针对不同的环境使用温度,应选择不同的封孔剂。石蜡作为封孔剂使用时,不仅能耐海水、淡水及大多数的酸和碱,而且常常用作食品和化学工业机械零件表面涂层的封孔与润滑,以解决存在的污染问题。表4-30 常用封孔剂为了保证良好的渗透性,在进行封孔处理前,应对封孔剂进行稀释处理,并采用真空浸渗封孔方法。......
2025-09-29
硬度是材料在外力条件下抵抗塑性变形、划痕、磨损或切割等的能力。实际上是弹性模量、屈服强度、变形强化率等一系列物理性能在不同程度上组合成的一种复合力学性能。由于试验方法和所根据的原理不同,有宏观硬度和显微硬度。表示方法有布氏硬度(HBW)、洛氏硬度(HRA、HRB、HRC)、肖氏硬度(HS)、维氏硬度(HV)等。
涂层的硬度是涂层非常重要的力学性能指标,关系到涂层的耐磨性、强度及涂层使用寿命等多种指标。组成涂层的涂层材料大多是多合金或高合金材料和复合材料,涂层组织中存在着化合物相和硬质点弥散相,所以涂层硬度的检测有宏观硬度和显微硬度之分。
涂层的宏观硬度是指用一般的布氏硬度或洛氏硬度计,以涂层表面整体大范围(宏观)压痕为测定对象,所测得的平均硬度值。由于涂层材料不同于基体材料,涂层中存在的气孔、氧化物等缺陷,对所测得的宏观硬度值会产生一定的影响。涂层的显微硬度是指用显微硬度计,以涂层中微粒为测定物件,所测得的硬度值,反映的是涂层颗粒的硬度。
涂层的宏观硬度与显微硬度在本质上是不同的。涂层的宏观硬度反映的是涂层表面的平均硬度,而涂层的显微硬度反映的是涂层中颗粒的硬度。
涂层的宏观硬度与显微硬度在数值也是不同的。如构成高碳钢涂层的微粒的硬度值若按显微硬度计换算为67HRC,而涂层的宏观硬度(平均硬度)值为38~40HRC。此外,在测定刻痕硬度时,夹杂在涂层之间的化合物微粒可能给出更高的数值。
以上两方面决定了两种涂层硬度的适应条件不同。一般来讲,对于厚度小于几十微米的薄涂层,为消除基体材料对涂层硬度的影响和涂层厚度压痕尺寸的限制(涂层太薄,则易将基体材料的硬度反映到测定结果中来),可选用检测显微硬度。反之对于厚涂层(厚度大于几十微米),则可选用检测宏观硬度。
(1)涂层的宏观硬度检测 涂层宏观硬度检测是检测涂层表面硬度,试验方法和步骤按如下:
1)试样及设备。
①试样涂层表面及背面应平行,涂层表面应光滑、洁净。每个试样至少测定5个压点,其中两相监测点或任意测点距试样边缘的距离不得少于3mm。试样厚度应保证背面不得有明显变形。
②设备采用标准布氏硬度计或表面洛氏硬度计。
2)试验方法。
①涂层厚度。标准洛氏硬度计的刻度盘指标每转一圈压入深度为0.203mm,为精确测定涂层的硬度,涂层厚度应大于压入深度的10倍。因此,使用标准洛氏硬度计测定涂层硬度时,涂层厚度最少为2mm。
②硬度计刻度的选择。最硬的耐磨涂层采用C刻度、A刻度,表面硬度采用15N、30N、45N刻度测量;稍软的涂层采用B刻度或A刻度,表面硬度采用15T、30T、45T刻度测量。使用原则应根据涂层厚度来定。对较软的涂层用带有主负荷为15kg的表面洛氏硬度计测定,分别采用直径为1.588mm(1/16in)的钢球、R15T刻度表;直径为3.175mm(1/8in)的钢球、R15W刻度表;直径为12.700mm(1/2in)的钢球、R15Y刻度表。
较软的涂层也可采用标准布氏硬度计进行测定。
3)操作事项。更换钢球或装上钢球时,第一点测试硬度读数不计入,以防止钢球未安装合适或试样表面的其他缺陷而造成读数的不准确;每个试样的测试点不少于6个,且被测试试样的第一点不计入读数,最后取其平均数为测定涂层的硬度值。
(2)涂层微观硬度检测
1)显微硬度的计算。显微硬度法是采用显微硬度计上特制的金刚石压头,再以净载荷条件下压入试样涂层表面,得到相应的正方角锥体压痕。然后通过硬度计上的测微目镜将压痕放大一定的倍数,再测量压痕的对角线长度。按式(5-1)显微硬度计算式计算。

式中 HV——硬度值(N/mm2);
m——负荷(g);(https://www.chuimin.cn)
d——压痕对角线长度(mm)。
2)检验设备。显微硬度计国产的有631型、71型、HX-1000等多个型号。显微硬度计的主要技术参数如下:
①放大倍数600倍以上。
②测微目镜分度值0.01mm。
③负荷重量10~200g。
④工作台调节范围为10~40mm。
3)检验条件。硬度计必须水平、平稳置放,使用环境要求周围干燥、无粉尘、无腐蚀,使用环境温度在(20±1)℃为适宜。试样表面应保持洁净、平整、光滑。检测部位可以是涂层表面或涂层剖面。试样各测试点的距离应大于压痕对角线长度的2.5倍。
负荷的大小由式(5-2)计算所得。

式中 m——负荷大小(g);
HV——估计涂层硬度值(N/mm2);
δ——涂层厚度(μm)。
加载时间通常选为30s。
4)检测步骤。准备好被测试样,按使用说明书调试好显微硬度计,选择载荷和加载速度;将被测试样的测试部位放在硬度计的物镜下,选择好压痕的合适位置后将其缓慢地移至硬度计金刚石压头下方,然后缓慢均匀加载,直至仪器指示加载到选定载荷为止。
观察压痕并测定压痕两对角线长度。若两对角线长度相等或相近,表明测量有效。计算对角线长度,并据此查表或按式(5-1)式计算得到硬度值。对于同一试样,前述步骤在相同条件下最少重复3次,取算术平均值作为涂层显微硬度的最终检测结果。
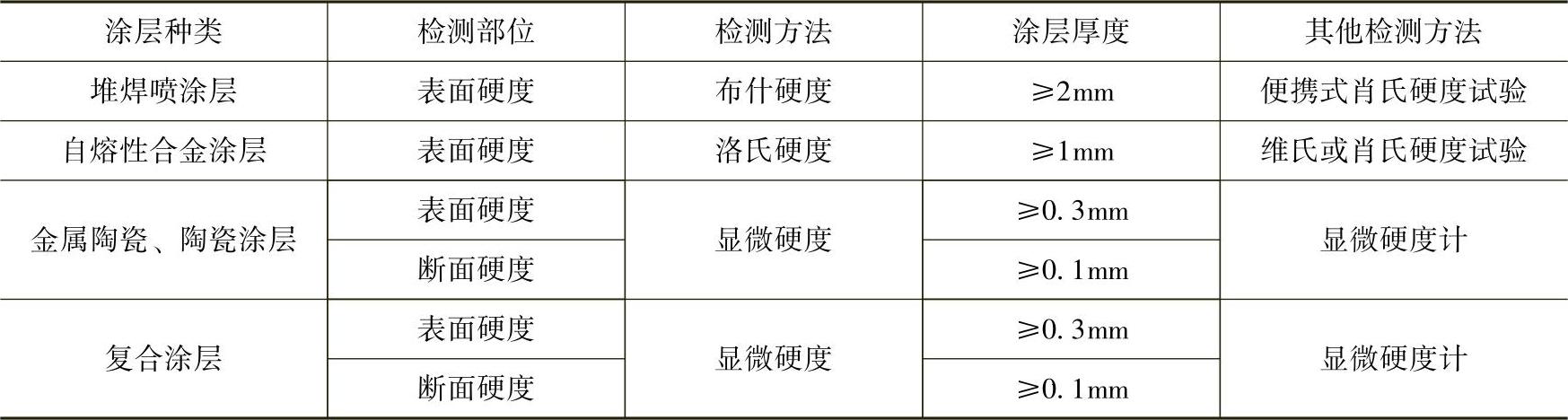
(3)涂层厚度与硬度检测方法 涂层厚度与硬度检测方法之间的关系见表5-1。
表5-1 涂层厚度与检测方法之间的关系
相关文章

针对不同的环境使用温度,应选择不同的封孔剂。石蜡作为封孔剂使用时,不仅能耐海水、淡水及大多数的酸和碱,而且常常用作食品和化学工业机械零件表面涂层的封孔与润滑,以解决存在的污染问题。表4-30 常用封孔剂为了保证良好的渗透性,在进行封孔处理前,应对封孔剂进行稀释处理,并采用真空浸渗封孔方法。......
2025-09-29
制品表面出现的波纹、裂缝、气孔和缩痕等缺陷,对制品质量影响很大,这一点对板(片)材和薄膜更为重要。目前多采用激光扫描系统对制品表面进行自动检测。挤出制品表面自动检测技术 自动检测系统采用各种产生料片表面状态电信号的传感器,进而对这些信号加以分析和解释。也可以用火花测试仪检测包覆质量。挤出物表面分析技术 在挤出物的表面分析中,尺寸范围为微米的缺陷极为重要。多数表面组织的测定方法是基于光波的反射。......
2025-09-29

初步研究结果表明,纳米涂层性能与常规微米涂层相比有了显著提高,这将有力的推动纳米涂层技术的发展。下面从纳米喷涂粉末的制备和涂层的制备两个方面阐述纳米涂层的研究现状。表4-28 两种纳米团聚体粉末性能参数表2.纳米涂层的制备据国内外资料介绍,针对纳米结构涂层,目前已经开展的热喷涂制备方法研究包括等离子喷涂、高速火焰喷涂和电弧喷涂等三种方法,下面分别予以介绍。......
2025-09-29

2)合理进行涂层设计,包括正确选择喷涂材料、设备、工艺及遵循严格的涂层质量评价体系对涂层性能进行检验等。涂层设计起着承上启下的作用,是采用热喷涂技术成功解决实际问题的基础,是最重要的环节之一,在进行涂层设计时要考虑涂层所涉及的各个环节,具有明显的系统特性。......
2025-09-29

目前,电弧喷涂技术是国内发展最快、普及程度最高的热喷涂技术之一。表4-15 BP400电弧喷涂Al及其合金的参数设置表4-16 BP400电弧喷涂Zn及其合金的参数设置喷涂的Zn涂层的耐酸性较弱,适用于pH6~12范围内的环境。......
2025-09-29
对于热喷涂粉末材料工艺性能的检测主要有以下几个方面。因此,热喷涂粉末的形状最好呈球形或近似球形。热喷涂粉末材料往往在颗粒内部存在不同数量和大小的孔洞或者孔隙,这对于粉末材料热喷涂制备的涂层的性能有直接的影响。......
2025-09-29

所有的热喷涂工艺,包括普通火焰喷涂、喷焊、电弧喷涂、HVOF、爆炸喷涂、等离子喷涂等均可获得具有特定性能的单层结构涂层。图4-1 涂层与零件结构的匹配设计a)不合理 b)可以选择 c)优先选择3.多层结构多层结构是指涂层层数达三层或三层以上的涂层结构,在实际应用中并不常用,只在特殊工况条件下才采用。......
2025-09-29

相关推荐