
本文汇集了多份会计实习报告,详细介绍了各类实习经历及总结,帮助学生了解会计职业,提高实际操作能力,助力未来职业发展。......
2025-04-09
过去二辊、三辊、四辊轧机均为在轴端支承轧辊,为了在宽度方向得到厚度均匀的产品,辊型要有补偿轧辊挠度的凸度,必须对轧辊进行研磨。但是在研磨轧辊时不太可能得到所要求的准确凸度。森言米尔轧机用U形径向辊型调整装置和第一中间辊轴向调整装置解决了此问题。
1.径向辊型调整机构
森言米尔轧机采用U形辊弯曲调整机构(即径向调整机构)来保证获得宽度方向厚度一致的带材。它通过改变支撑辊某一段的位置来改变工作辊的辊型。径向辊型调整装置液压原理如图11-22所示。B、C支撑辊有两套偏心机构(其轧辊布置和结构见图11-7和图11-8),每套包括六组液压马达、双面齿条和偏心环,可以调整压下和辊型。通过电磁阀控制液压马达驱动蜗轮蜗杆机构(见图11-23),使双面齿条带动B、C支撑辊的外偏心环回转,由于外偏心环与机架半圆形孔是偏心的,因而支撑辊心轴某一部位发生弯曲,从而使支撑辊的某一轴承位置发生改变,来达到凸度(辊型)调整的目的。由于外偏心环与鞍形座内面之间装有滚针轴承,因此在轧制过程中可做微细的调整。
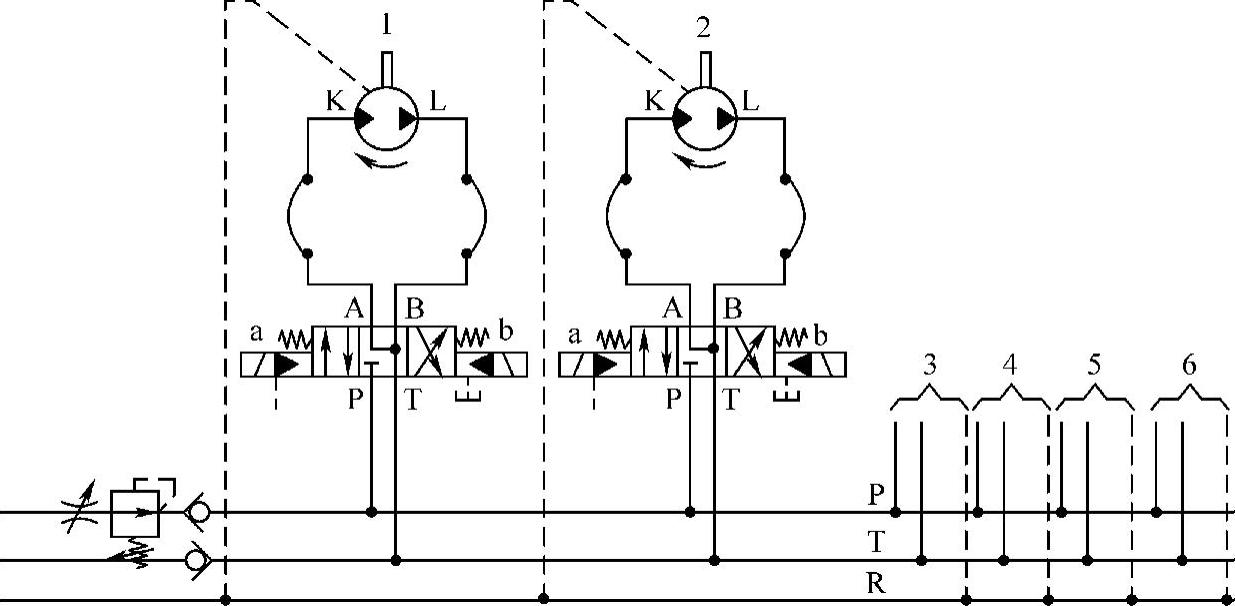
图11-22 径向辊型调整装置液压原理图
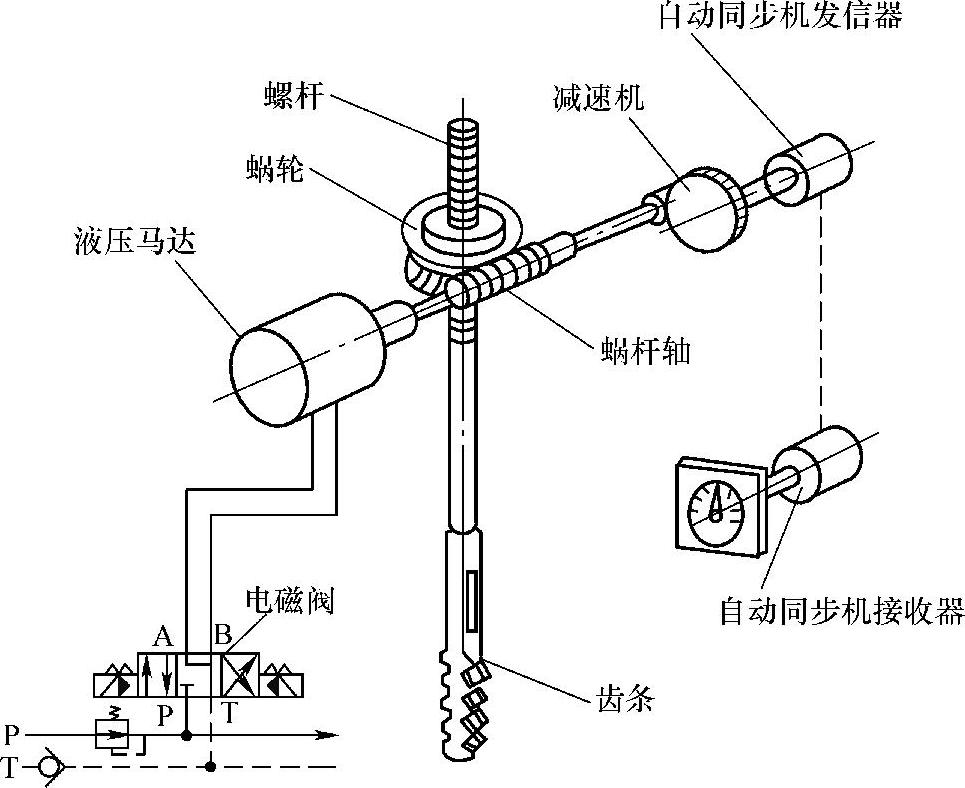
图11-23 液压马达驱动蜗轮蜗杆机构(https://www.chuimin.cn)
2.轴向辊型调整机构
在轧制时为了调整带材边部过压而产生的不良形状,该轧机设有轴向辊型调整机构。在上下两对第一列中间辊上,将相反的两端做成锥形,以其同向或反向移动来调整重合平行部分的长度,就可以调整好带材边部的形状。该机构不能在轧制过程中在线调,只能预先调好。
第一列中间辊轴向辊型调整原理和机构如图11-24和图11-25所示。液压油通过电磁阀控制液压马达的旋转方向和角度,而液压马达经过链传动装置带动啮合的螺母,使上下辊分别做轴向移动,调整轧辊圆柱部分的长度或位置,从而补充调整凸度。调整值可通过指示器在轧机前面的操作盘上显示出来。
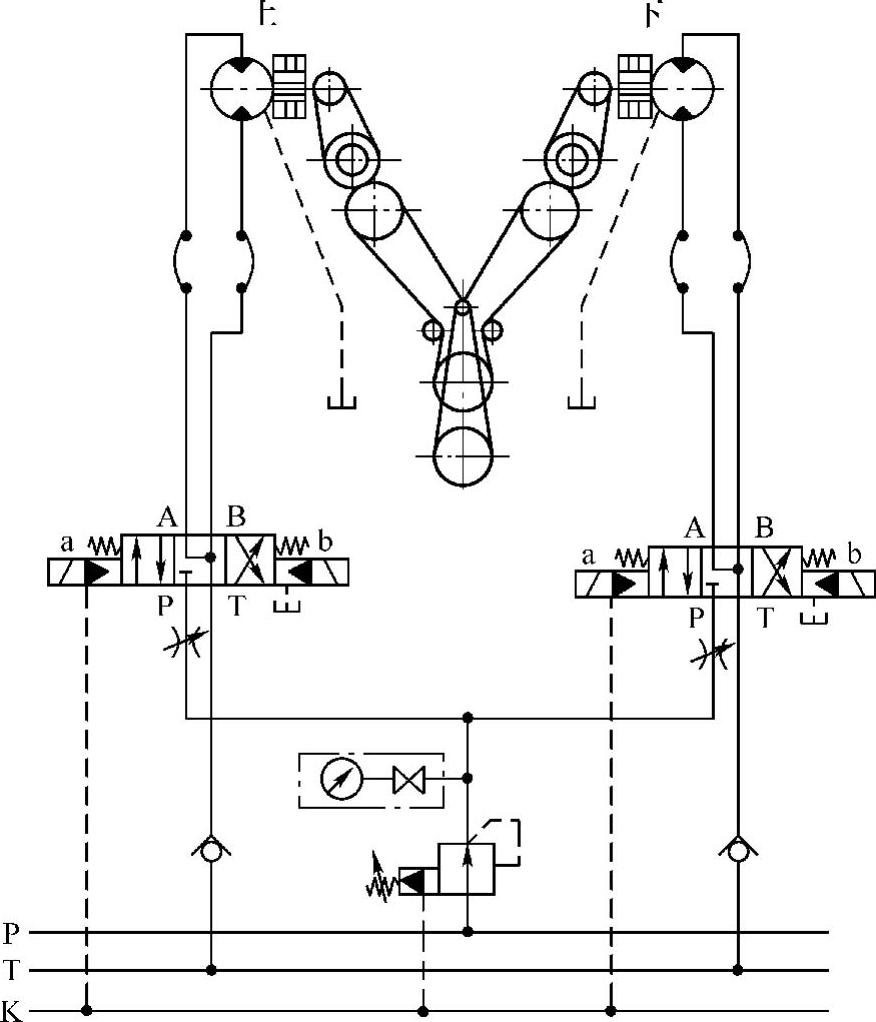
图11-24 第一中间辊轴向辊型调整原理
相关文章

本文提供了一份关于银行实习的报告范文,详细介绍了实习的内容、经验及收获,旨在为未来的实习生提供借鉴和参考,以便更好地提升实践能力。......
2025-04-09

内啮合齿轮泵的工作原理也是利用齿间密封容积的变化来实现吸油和压油的。内啮合齿轮泵分为内啮合渐开线齿轮泵和内啮合摆线齿轮泵。图2-11所示为内啮合摆线齿轮泵的工作原理。由于内外转子是多齿啮合,这就形成了若干密封容积。内啮合摆线齿轮泵有许多优点,如结构紧凑,体积小,零件少,转速可高达10000r/min,运动平稳,噪声小,容积效率较高等。内啮合摆线齿轮泵可正、反转,可作液压马达用。......
2025-09-29



相关推荐