同时良导体阻尼器也在磁路系统气隙中运动,感应产生涡流,形成系统的阻尼力,起衰减固有振动和扩展频率响应范围的作用。图2-45磁电式扭矩传感器工作原理图图2-45磁电式扭矩传感器工作原理图当被测转轴有扭矩作用时,轴的两端产生扭角,两个传感器输出一定附加相位差的感应电压U1和U2,这个相位差与扭角成正比。这样,传感器就把扭矩引起的扭转角转换成相应变化的电信号。......
2025-09-29
在直缝、环形焊缝的自动焊接和焊接工位的自动转换,以及生产线的工件传输控制中广泛采用位置传感器。在直缝自动焊接中,在焊缝的两端采用两个位置传感器,来确定焊炬行走的位置,从而实现直缝的自动焊接。在焊接工位自动转换控制中,位置传感器固定在焊接机头上,焊件在装卸工件工位安装固定后,转盘带动焊件旋转,当传感器检测到定位块时,转盘停转,焊件到达焊接位置。焊接时,在装卸工件工位进行焊件的更换,焊接完成后,再进行工位的转换。
1.接触式位置传感器
在自动化焊接中,接触式传感器主要有两类应用:一是用于自动化焊接生产线上的大量的限位开关(行程开关)、微动开关;二是用于焊缝跟踪中的触杆接触式传感器。常见限位开关的结构形式如图5-2-2所示。
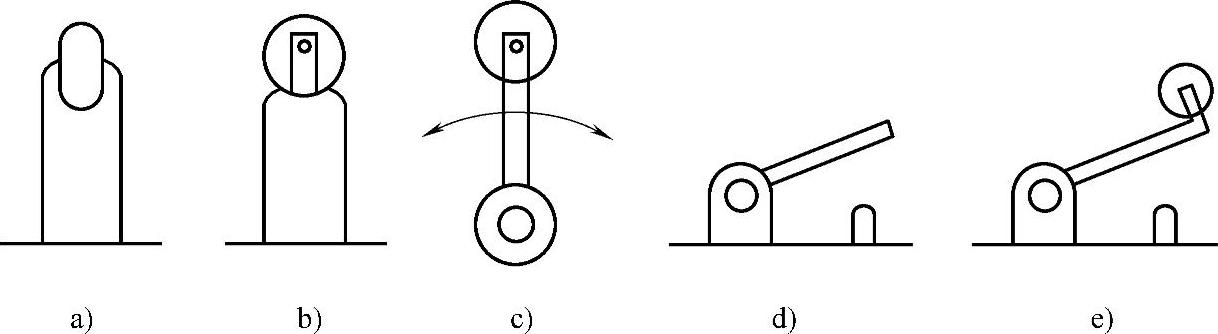
图5-2-2 限位开关的结构形式
a)撞针式 b)滚轮撞针式 c)滚轮摆杆式 d)铰链杠杆式 e)滚轮铰链杠杆式
如图5-2-3所示,一般的限位开关大多都具有一个以上的常开或常闭触头,也称为动合触头和动断触头,当物体与限位开关接触,压下开关时,限位开关的动断触头断开,动合触头闭合,当物体离开限位开关时,触头恢复常态。
2.触杆接触式传感器
触杆接触式传感器是将触杆输出的距离信号转变成电信号,用于检测坡口形状,从而实现焊缝跟踪控制,可以进一步分为机械式和机械电子式。图5-2-4所示为机械触杆式传感器的结构形式,这类传感器靠对导杆形成的强制力来导向从而控制焊缝形状。图5-2-5所示为机械电子式传感器,这类传感器是通过电子装置发出信号,进行控制,实现自动跟踪。按机-电信号转换方式分为开关式、微分差动式和光电式。开关式是用微电装针式限位开关输出开/关信号,微分差动式由滑动铁心和变压器组成,输出与距离成正比的模拟信号,光电式是通过两个光电管接受发光二极管发出的光束,进行调节。

图5-2-3 限位开关的内部结构(https://www.chuimin.cn)
1—顶杆 2—弹簧 3—动断触头 4—动合触头

图5-2-4 机械触杆式传感器的结构形式
a)用导轮接触间隙 b)用导杆以焊道与坡口交点为基准 c)用导杆以坡口中心为基准 d)用双导杆以焊件表面为基准
3.电极接触式传感器
图5-2-6所示的电极接触式传感器主要用于机器人和自动焊接设备,在焊丝与母材接触时,检测焊接电流和电压,从而在机器人或自动焊接设备的坐标系中获取接触点位置的坐标,通常称为接触点传感器。通过焊丝的自动切断装置可预定伸出长度,也可与参考点比较来确定伸出长度。
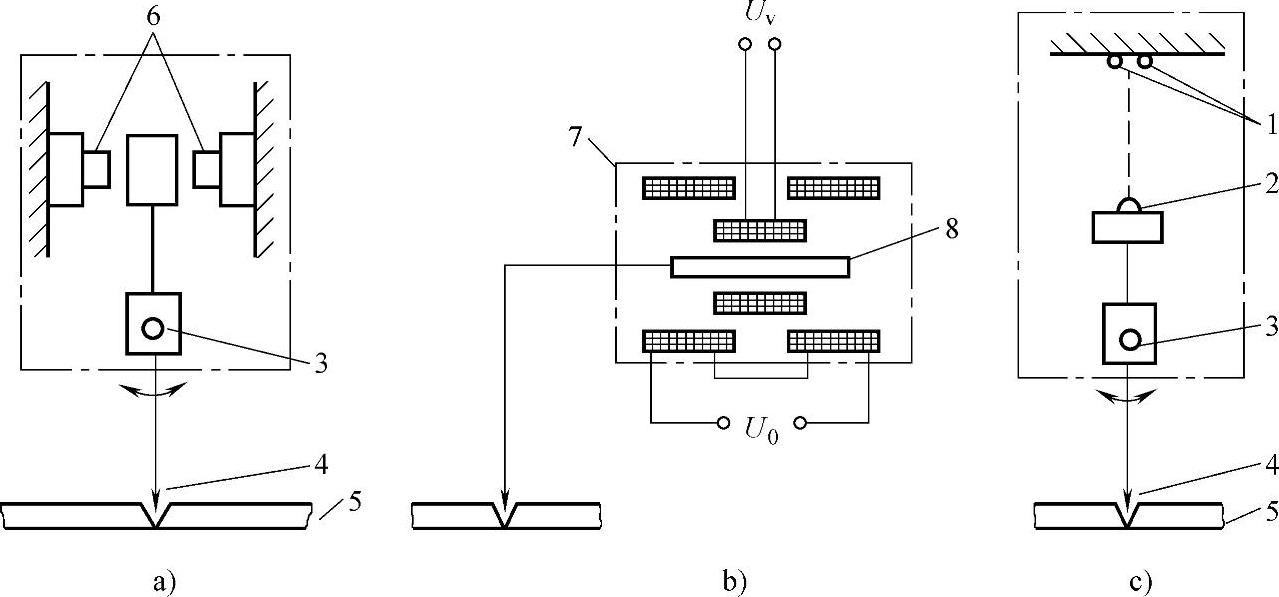
图5-2-5 机械电子式传感器
a)开关式 b)微分差动式 c)光电式 1—光电管 2—发光二极管 3—杠杆轴 4—跟踪探头 5—焊件 6—微动开关 7—位移传感器 8—铁心
相关文章

同时良导体阻尼器也在磁路系统气隙中运动,感应产生涡流,形成系统的阻尼力,起衰减固有振动和扩展频率响应范围的作用。图2-45磁电式扭矩传感器工作原理图图2-45磁电式扭矩传感器工作原理图当被测转轴有扭矩作用时,轴的两端产生扭角,两个传感器输出一定附加相位差的感应电压U1和U2,这个相位差与扭角成正比。这样,传感器就把扭矩引起的扭转角转换成相应变化的电信号。......
2025-09-29

电池组由5节18650型、容量2 000~3 000 mAh的锂电池串联组成。所用电阻值的绝对值不大于5%。方案2:可采用霍尔传感器HC05SY,测量范围为0~5 A,线性度好,比ACS712等霍尔电流检测芯片要准确,采样电流准确更有利于对精度的控制。过充保护过充保护由DSP来控制,当检测到电池组两端电压超过阀值24±0.5 V时,DSP将PWM输出设为零,驱动电路没有PWM波,电路不再工作,实现过充保护。......
2025-09-29

1)STT表面张力过渡控制技术是使熔滴在电磁收缩力和表面张力的作用下,实现从焊丝端头向熔池过渡的一种波形控制技术。2)CMT冷金属过渡控制技术的原理是将送丝与熔滴过渡协同控制。随即电弧重新引燃,电源提供燃弧峰值电流快速熔化焊丝。上述CO2焊熔滴过渡控制技术均能获得低飞溅甚至是无飞溅的CO2焊。......
2025-09-29
我国西气东输工程采用了直缝埋弧焊管,其中X70级管线钢,壁厚14.5~26.2mm,直径914~1118mm,采用的是双面四丝埋弧直缝钢管。外预焊采用CO2气体保护焊,内外焊采用四丝埋弧焊,并采用DC+AC+AC+AC电源组合,交流电源采用特定的柯斯特接法,以减少电弧间的相互干扰。焊丝中心一定要排列在焊缝中心线上,否则会因焊丝排列不在一条直线上而形成摆动电弧,造成正反面焊缝中心错位缺陷。......
2025-09-29

图2-20EWA生产车间在智能制造系统下,EWA员工的工作也发生了天翻地覆的变化:尽管生产过程中的变化因素不计其数,供应链错综复杂,新的生产流程却得到不断优化;在员工数量、生产面积几乎没有变化的情况下,EWA的产能提高了8倍,产品质量比25年前更提高了40倍。EWA每年要生产种类达1 000多种、数量达1 200万件的Simatic产品,如果按照每年有230个工作日来计算,EWA平均每秒制造1件产品。图2-21自动化生产线图2-21自动化生产线......
2025-09-29

焊接机器人是提高焊接过程自动化、智能化,保证焊接质量稳定性,解决恶劣劳动条件下从事焊接施工的重要方向。从目前的实际应用情况来看,水下焊接主要是由潜水焊工来完成。为此,研究开发了水下机器人的焊接工作。4)水下机器人控制方式采用手动控制、预编程、局部自治等。首先,水流、水压及水的阻力会给水下机器人在水下定位和焊接等工作造成困难。焊缝空间位置的检测、跟踪,以及水下焊接质量的控制。......
2025-09-29

可是,事实上,却很少在国内发现有推广设计CAE的优秀事例。不从认识上消除这些担心,就难以在设计现场推广应用CAE,这也是没有引进设计CAE的一个原因。现在本田大量地采用了设计CAE,实现了从KKD设计到设计CAE的转变。在领导人员认识和理解了设计CAE的重要性和优越性以后,问题就成功了一半。特别要注意采用那些设计人员易于熟悉的工具,如与CAD系统集成的CAE工具。......
2025-09-29

可编程序控制器、变频器、伺服电机、人机界面是驱动控制系统中不可缺少的组成部分。通常,纺织机械系统中的电动机普遍采用通用变频器控制,所有的变频器则统一由PLC控制。图解演示例如,图11-35所示变频器在电梯智能控制中的应用。图11-35 变频器在电梯智能控制中的应用5.变频器在民用改善环境中的应用随着人们对生活质量和环境的要求不断提高......
2025-09-29
相关推荐