3)包容要求的实例分析对图4-33做出解释。④检验与合格条件。图4-34最大实体要求动态公差图;标注标记当基准也适用最大实体要求时,则在几何公差框格内的基准字母后面也加写,如图4-35所示。......
2025-09-29
铸件外观质量检验,指铸件表面状况和达到用户要求的程度,包括表面粗糙度、表面缺陷、尺寸公差、形状和重量偏差等。一般用观察或仪器等检验,常用的方法有荧光检验、着色检验、煤油浸润检验和磁粉检验等。检验项目见表7-77。
表7-77 铸件外观质量检验项目(GB/T6060.1—1997)

铸件表面粗糙度标准如表7-78。
表7-78 铸件表面粗糙度(Ra值μm)

铸件成品几何尺寸检验。主要一种方法是采用划线法检查毛坯的加工余量是否足够。另一种方法是:用毛坯的参考基准面(也称工艺基准面)作为毛坯的检验基准面的相对测量法(需要测量相对基准面的尺寸及进行简单换算)。
铸件尺寸公差数值见表7-79,单件小批量生产的铸件公差等级见表7-80,大批量连续生产的铸件公差等级见表7-81。
表7-79 铸件尺寸公差数值(GB/T6414—1999) (单位:mm)

(续)

表7-80 单件小批量生产的铸件公差等级(GB/T6414—1999)(https://www.chuimin.cn)

注:铸件基本尺寸≤10mm时,其公差等级提高3级;大于10mm至等于15mm时,其公差等级提高2级;大于16mm至25mm时,其公差等级提高1级。
表7-81 大批量连续生产的铸件公差等级(GB/T6414—1999)

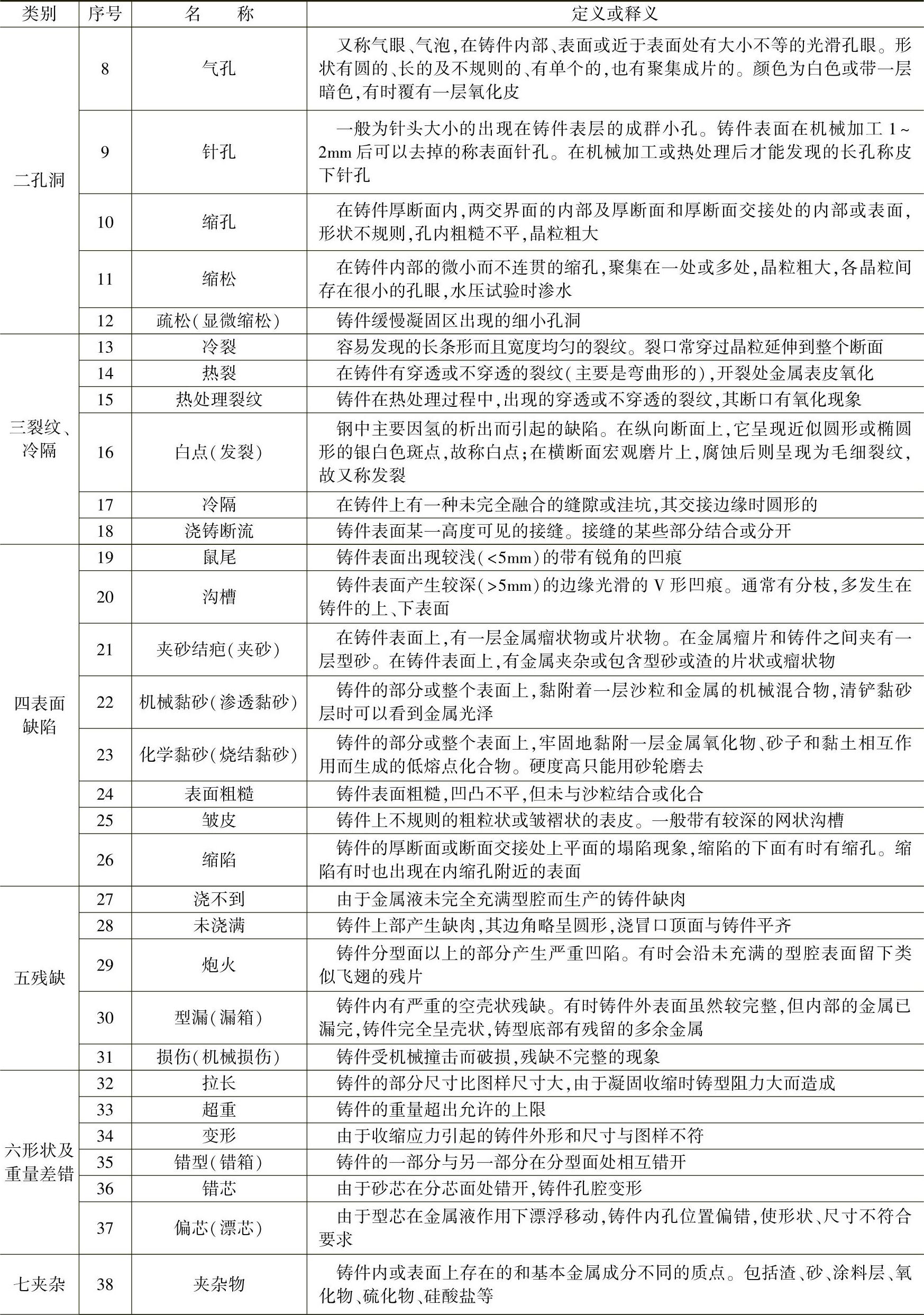
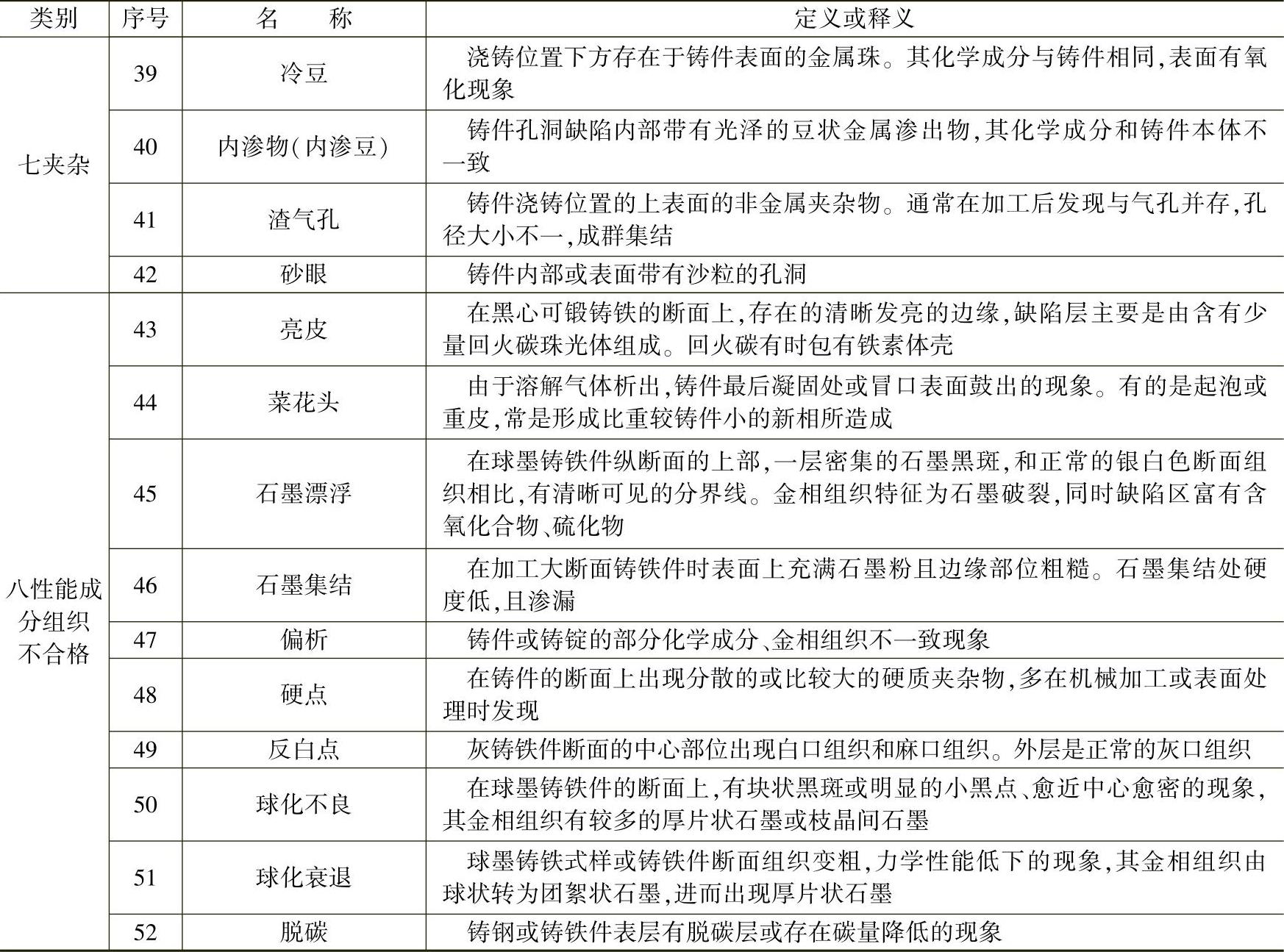
铸件质量缺陷分类见表7-82。
表7-82 铸件质量缺陷分类

(续)
(续)
相关文章

3)包容要求的实例分析对图4-33做出解释。④检验与合格条件。图4-34最大实体要求动态公差图;标注标记当基准也适用最大实体要求时,则在几何公差框格内的基准字母后面也加写,如图4-35所示。......
2025-09-29

无论采取何种加工工艺,采用何种精度的加工设备,无论操作工人的技术有多高,要使加工所得零件的实际几何参数完全达到理想的要求是不可能的,也是不必要的。几何误差越大,零件的几何参数的精度越低,其质量也越低。为了保证零件的互换性和使用要求,有必要对零件规定几何公差,用以限制几何误差。为适应经济发展和国际交流的需要,我国根据国际标准ISO1101制订了有关几何公差的新国家标准。......
2025-09-29

标准公差系列是国家标准制定出的一系列标准公差数值。标准公差取决于公差等级和公称尺寸两个因素。对高精度等级IT01、IT0、IT1,主要考虑测量误差,所以标准公差与公称尺寸呈线性关系,且三个公差等级之间的常数和系数均采用优先数系的派生系列R10/2。表2-2公称尺寸≤500mm时的标准公差计算式公称尺寸大于500~3150mm时,可按式IT=aI计算标准公差。表2-3公称尺寸≤500mm的尺寸分段表2-4中的标准公差值就是经这样的计算,并按规则圆整后得出的。......
2025-09-29

在本书4.2.2节中,已经对电气设备用图形符号进行了基本介绍,在这里主要介绍一下电气设备用图形符号的标准及其分类。电气设备用图形符号的国家标准有:《电气设备用图形符号第1部分:概述与分类》和《电气设备用图形符号第2部分:图形符号》。分类有利于使用者从图形符号数据库中快速查找到所需的电气设备用图形符号。......
2025-09-29

表4-4形状公差带续表形状公差带的特点是不涉及基准,其方向和位置随实际要素不同而浮动。在保证使用要求的前提下,对被测要素给出方向公差后,通常不再对该要素提出形状公差要求。表4-7列出了部分位置公差的公差带定义、标注示例和解释。圆跳动公差是以上测量所允许的最大跳动量。......
2025-09-29

自动扶梯的规格参数由速度、梯级名义宽度和提升高度三个数据组成,它决定了自动扶梯的工作能力。但需要指出的是,GB 16899—2011没有规定自动扶梯的额定载荷如何计算。因此,额定速度目前也没有确定的测量方法,只是GB 16899—2011上的一个名词。GB 16899—2011规定梯级的宽度应在0.58~1.1m。这个尺寸包含了0.60m、0.80m、1.00m三种标准规格的梯级标称宽度。在标称宽度一样的情况下,不同品牌扶梯的实际梯级宽度会略有不同,但一般都在规定的范围之内。......
2025-09-29
图1-15 数控磨床的应用范围2.分类及磨削方法根据数控磨床的用途及磨削时采用的工艺方法,可将数控磨床分为以下几种:数控外圆磨床使用砂轮的外圆周面来磨削工件的外回转面,主要包括数控万能外圆磨床、数控无心外圆磨床和数控成形外圆磨床等。图1-20 无心外圆磨削方法数控内圆磨床数控内圆磨床用于工件内回转面的磨削,主要包括数控无心内圆磨床和数控成形内圆磨床等。数控平面磨床数控平面磨床用于高精度平面磨削和淬火件的平面磨削等。......
2025-09-29
表8-22 焊缝超声波检测内部质量等级表8-23 焊缝超声波检测范围和检验等级 13)主要杆件受拉横向对接焊缝应按接头数量的10%进行射线检测。检测范围为焊缝两端各250~300mm,焊缝长度大于1200mm时,中部加检测250~300mm。18)受拉横向对接焊缝按表8-19规定数量做焊接产品试板,焊缝经检测后进行接头拉伸、侧弯和焊缝金属低温冲击试验,试样数量和试验结果应符合焊接工艺评定的有关规定。......
2025-09-29
相关推荐