LED彩虹管的常型号有圆二线、扁二线、扁三线、扁四线、扁五线,颜色变化有单色、三色、七色,如图7-6所示。LED彩虹管的安装比较简单,若需闪动、流水等效果,应使用LED彩虹管控制器,如图7-7所示。图7-7 LED彩虹管控制器圆二线彩虹管插头有两根线,其中一根是公共线。表7-4 圆形LED彩虹管安装连接表7-5 扁形彩虹管的连接方法进行LED彩虹管安装应注意以下问题:① 安装前,应实地测量,以便计算长度。......
2025-09-29
考核时间为40min。
(一)焊前准备
1.焊机及其配件
选用250A以上的CO2焊机,直流反接;焊前检查焊机、送丝系统运行正常,减压器中的预热器预热正常,焊枪、导电嘴、地线均接触良好,CO2气体流量在合适范围,调节焊接电流、电压在合适范围进行试焊。
2.焊材
E501T-1药芯焊丝干燥无锈蚀,直径Φ1.2mm,CO2气体(纯度不小99.5%)。
3.试件
Q345R钢板、规格300mm×125mm×6mm、无钝边60°V形坡口、共两块。
4.辅助工具和量具
角向打磨机、锉刀、样冲、画线盘、金属直尺、电焊手套、电焊面罩、防护眼镜、敲渣锤钢丝刷、凿子、焊缝检验尺。
(二)焊前装配定位及焊接
1.准备试板
用角向打磨机将试件两侧坡口面及坡口边缘10~20mm范围内的水、铁锈、油污、积渣和其他有害杂质清除干净,露出金属光泽。用锉刀或角向打磨机修磨坡口钝边,使钝边尺寸p在1.2~1.5mm间,然后在坡口边缘100mm处用画线盘画出两根与坡口边缘平行的平行线,如图10-15所示,并打上样冲眼,作为测量焊缝坡口每侧增宽的基准线。
2.试件装配、定位焊、预制反变形(https://www.chuimin.cn)
按图10-15进行装配,始焊端间隙b1为3mm,终端间隙b2为3.5mm,始焊端定位焊长度不大于10mm,高不大于4mm,终端定位焊长度为10~15mm,始焊端和终端定位焊一端用角向打磨机加工成陡坡状,观察两端错边量均应不大于0.5mm,如超标应磨掉重新定位焊,合格后预制反变形3°,反变形量为3.5mm。
3.焊接操作
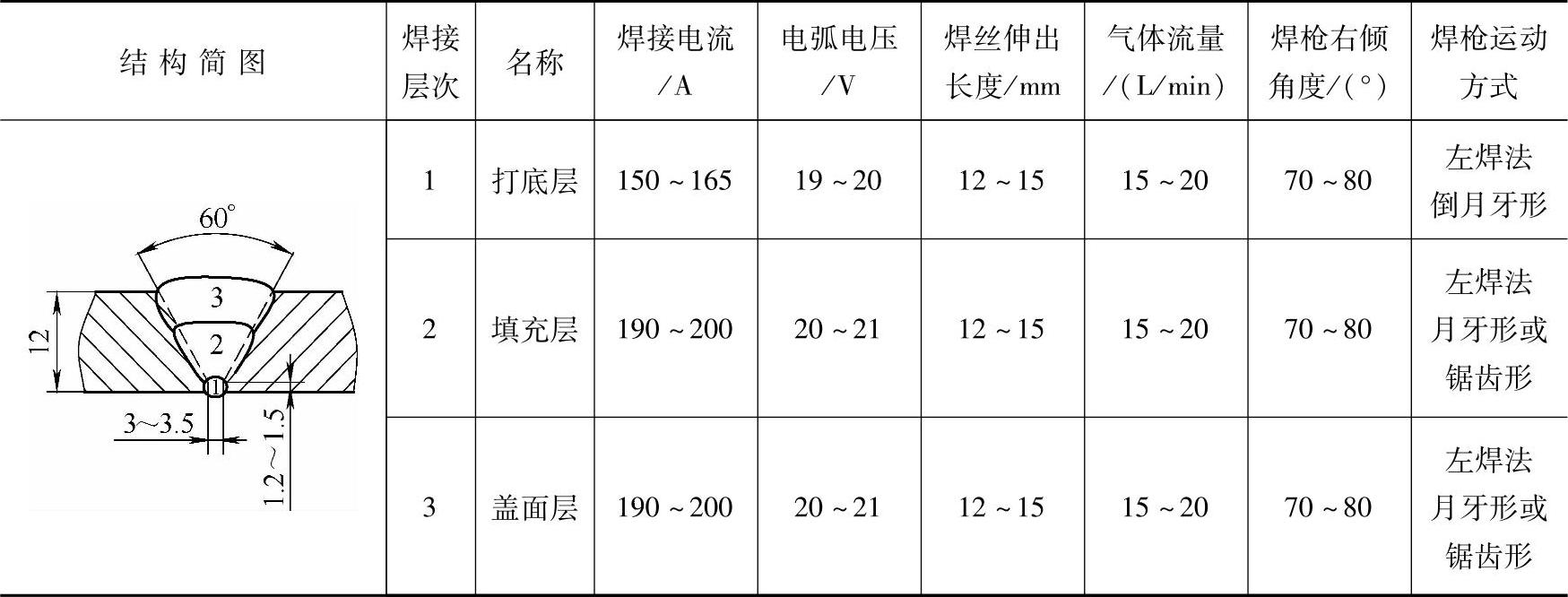
(1)焊接参数 焊接位置为水平位,焊接结构简图和焊接参数见表10-9。
表10-9 板状试件水平位置药芯焊丝CO2焊对接结构简图和焊接参数
(2)具体施焊技术
1)打底层的焊接。间隙小端为始焊端,在离始焊端左侧15mm定位焊处引弧,待电弧引燃后迅速右移至始焊端,以锯齿形向左沿两侧坡口作横向小摆动,当焊丝摆动到定位焊缝边缘时在击穿试件根底形成熔孔后稍停,使接头充分熔合后,以稍快焊速改倒月牙形向左施焊,焊丝在坡口两侧稍停,中间稍快,施焊中每完成一个倒月牙形摆动动作,如图10-17所示。坡口每侧钝边各熔化0.5~1mm,先后熔池重叠1/2。如果熔孔变小,焊丝应指向熔池前部;熔孔变大焊丝应指向熔池中心。整个过程熔孔、熔池大小始终如一地完成整条焊缝的打底焊工作。在打底焊过程中要人为制造一个停弧再焊接头。
接头时应在弧坑后10mm处引弧以锯齿形向前运动,当焊丝移动至弧坑边缘时稍停,使接头充分熔合后再继续施焊。
收弧时及时向弧坑处补充2~3滴铁液,使熔池逐步缩小并将熔池中心引出坡口间隙应力集中处,于坡口任一侧收弧,待熔池凝固后再移开焊枪。
2)填充层的焊接。在距始焊端前10~15mm焊缝中心处用引弧,迅速拉至始焊端用锯齿形摆动焊接,焊枪在中间快、坡口两侧稍停顿,焊后焊缝成内凹形,焊缝表面离试板表面约1.5mm,并使两侧坡口轮廓线为原始状态,以利盖面层的焊接。
3)盖面层的焊接。盖面层焊枪倾角与填充层相同,电流比填充层稍大,采用月牙形或锯齿形摆动,两边慢中间快,施焊时摆动均匀,在坡口两侧边缘1.5mm处稍作停留,有稳弧动作停留时间一致,保证两侧熔合良好,熄弧时填满弧坑。
(三)焊缝清理
焊完试件后,切断电源,关闭气源;用凿子将飞溅清理干净,严禁动用机动工具进行清理保持焊缝原始状态,交考评人员检查。同时应清理场地。
相关文章

LED彩虹管的常型号有圆二线、扁二线、扁三线、扁四线、扁五线,颜色变化有单色、三色、七色,如图7-6所示。LED彩虹管的安装比较简单,若需闪动、流水等效果,应使用LED彩虹管控制器,如图7-7所示。图7-7 LED彩虹管控制器圆二线彩虹管插头有两根线,其中一根是公共线。表7-4 圆形LED彩虹管安装连接表7-5 扁形彩虹管的连接方法进行LED彩虹管安装应注意以下问题:① 安装前,应实地测量,以便计算长度。......
2025-09-29

前面介绍了转速反馈控制直流调速系统的原理,实际调速系统控制器的组成是随电子技术的不断发展而更新的。图1.26所示是由运算放大器组成的转速调节器控制的转速负反馈直流调速系统。表1.4 运算放大器组成的调节器参数2.电流截止负反馈环节调速系统引入转速负反馈控制后,转速偏差被减小或消除,系统的调速性能和调速范围有很大的提高,但是还存在起动和堵转时的过电流问题,影响电动机正常工作。转速调节器采用比例调节器。......
2025-09-29

MATLAB信号处理箱覆盖了经典信号处理理论的大多数内容,是一个非常优秀的算法研究和辅助设计工具。Simulink是MATLAB中的一种可视化仿真工具,是一种基于MATLAB的框图设计环境,是实现动态系统建模、仿真和分析的一个软件包,被广泛应用于线性系统、非线性系统、数字控制及数字信号处理的建模和仿真中。MATLAB画出的图像如图1-9所示。......
2025-09-29

焊条的选用首先是根据焊件工作温度要求来进行的,焊接时需选用温度等级相适应的焊条。(二)低温钢埋弧焊焊剂及焊丝的选用低温钢埋弧焊时,主要考虑如何保证焊缝金属的韧性。镍可能增大热裂纹倾向,应严格控制钢材及焊缝金属中的碳、硫、磷的含量。(三)低温钢气体保护焊焊丝的选用在焊丝的选配上,无论是实心焊丝还是药芯焊丝,大都采用与母材含镍量相当的镍合金化的低合金钢焊丝,并尽量降低焊丝中碳、硫、磷及杂质含量。......
2025-09-29

模型的创建与定义、模型的分析以及修正是使用Simulink的三大步骤,图10-3显示了典型的Simulink工作框图。图10-3 Simulink操作框图Simulink具有相对独立的功能和使用方法,它支持线性和非线性系统、连续和离散时间系统,而且系统可以多进程。进行Simulink仿真的主要步骤如下:1)运行Simulink:在MATLAB命令窗口中直接键入Simulink并回车就会显示图10-2的Simulink启动界面。......
2025-09-29
6)按照表11-6所示将各个ET 200S模块从硬件目录拖动到组态表中,最后如图11-37所示。图11-38 数据包地址4.编程如图11-39所示进行ET200S的I/O测试,同时可以打开PLCSIM仿真程序进行验证,结果如图11-40所示。图11-39 I/O测试程序图11-40 PLCSIM仿真结果而在实际应用中,在PROFIBUS DP中进行启动ET200S的示意如图11-41所示。图11-41 PROFIBUS DP中进行启动ET200S......
2025-09-29

表7-20 3.5Ni低温钢板对接平焊的焊接参数2)焊接过程采用短弧焊接,弧长以5~8mm为主,注意控制焊接速度,为了获得良好的气体保护和焊缝成形,焊条与焊缝成90°夹角。......
2025-09-29

热喷涂技术在国防工业中的应用始于20世纪70年代,涂层主要包括提高航空发动机热效率的热障涂层、密封涂层、抗高温烧蚀涂层、耐磨损涂层等。采用耐磨涂层后报废率降至33%,效果显著。表6-10 航空发动机常用耐磨损涂层4.飞机起落架及其他取代镀铬耐磨涂层飞机起落架通常采用镀硬铬技术,随着环境保护的需求,为减少镀铬技术应用对环境的污染,采用HVOF技术喷涂WC-Co涂层逐步取代镀铬技术,已在发达国家普遍采用。......
2025-09-29
相关推荐