第5章中将4~6片透镜组成的镜头定义为中等复杂的光学镜头,现将由6片以上透镜组成的镜头划归为复杂镜头,即称结构比双高斯摄影物镜更复杂的镜头为复杂镜头。集成电路加工设备中的投影光刻机物镜就是一个复杂的光学镜头,一般它由十几块乃至几十块镜片组成。本章将一个工作在紫外波段的投影光刻物镜作为复杂镜头的设计实例,从构造初始结构开始一步一步完整地完成设计。6)双远心光路。......
2025-09-29
考核时间为60min。
(一)焊前准备
1.焊机
选用300A以上的直流焊机;焊前试运行,焊机运行正常;焊接电缆、焊钳、地线均接触良好,极性正确(直流反接),焊接电流在合适范围。
2.焊材
E5015(J507)焊条直径Φ3.2mm、Φ4mm,焊前经350~400℃烘干1h后放在焊条保温筒中备用。
3.试件
Q345R钢板、规格300mm×125mm×12mm、无钝边60°V形坡口、共两块。
4.辅助工具和量具
焊条保温筒、角向打磨机、锉刀、样冲、画线盘、金属直尺、电焊手套、电焊面罩、防护眼镜、敲渣锤、钢丝刷、凿子、焊缝检验尺。
(二)焊前装配定位及焊接
1.准备试板
用角向打磨机将试件两侧坡口面及坡口边缘10~20mm范围内的水、铁锈、油污、积渣和其他有害杂质清除干净,露出金属光泽。用锉刀或角向打磨机修磨坡口钝边,使钝边尺寸p在1.2~1.5mm间,然后在坡口边缘100mm处用画线盘画出两根与坡口边缘平行的平行线,如图10-1所示,并打上样冲眼,作为测量焊缝坡口每侧增宽的基准线。
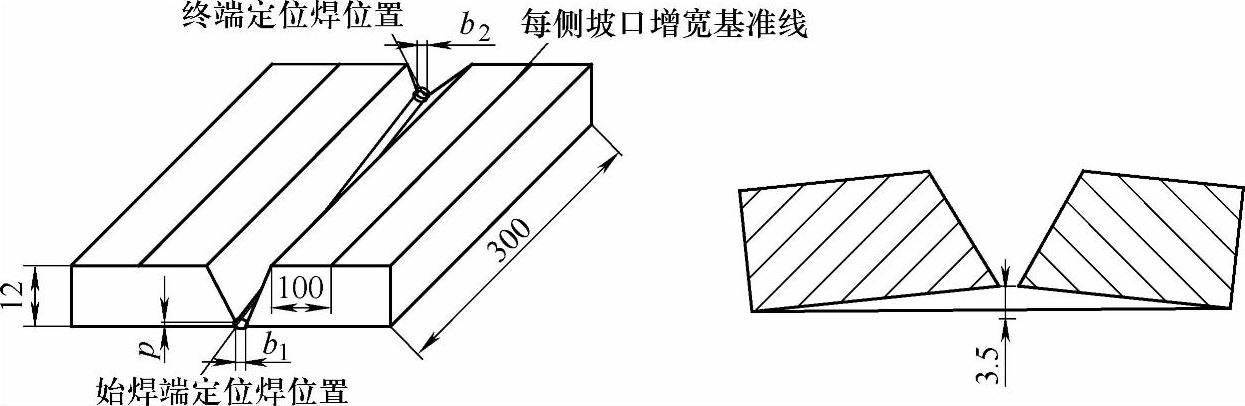
图10-1 板状试件组对和反变形示意
2.试件装配、定位焊、预制反变形
按图10-1进行装配,始焊端间隙b1为3.2mm,终端间隙b2为4.0mm,始焊端定位焊长度不大于10mm,高不大于3mm,终端定位焊长度为10~15mm,始焊端和终端定位焊一端用角向打磨机加工成陡坡状,观察两端错边量均应不大于0.5mm(如超标应磨掉重新定位焊),合格后预制反变形3°(反变形量为3.5mm)。定位焊焊接材料与打底层相同,焊接电流比打底焊大10%~15%。
3.焊接操作
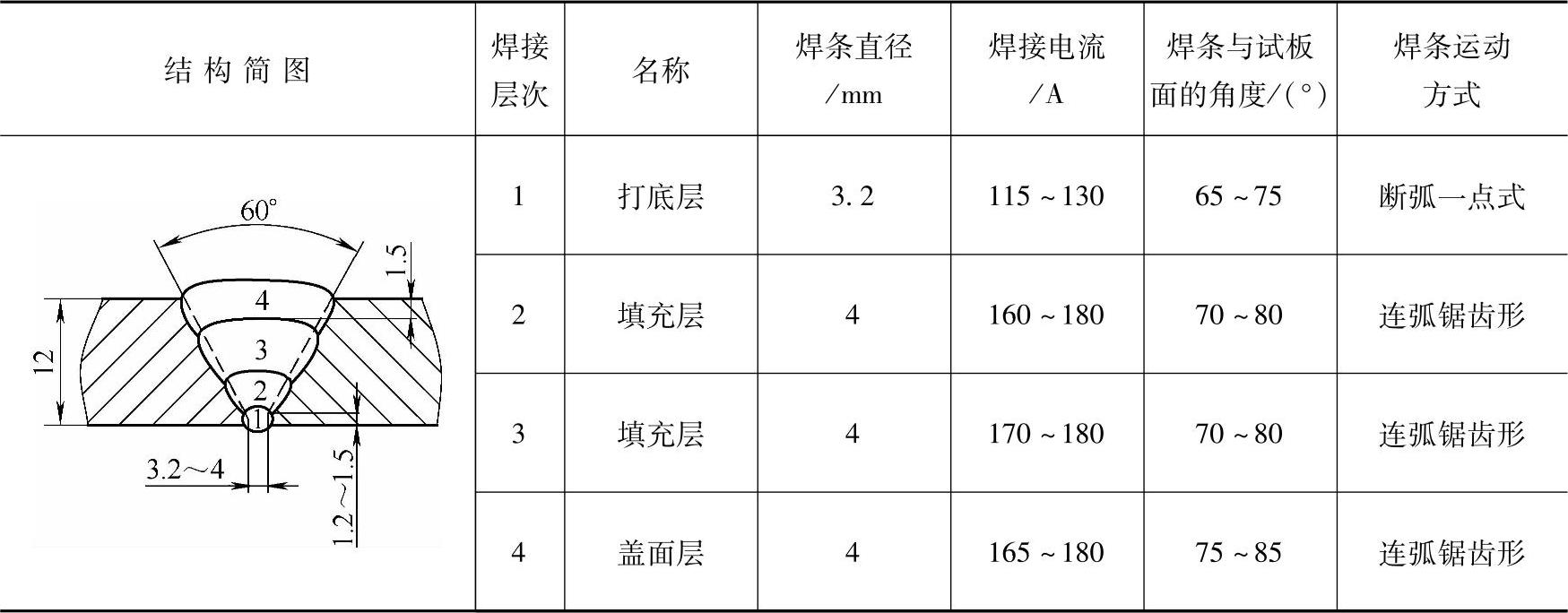
(1)焊接参数 焊接位置为水平位,焊接结构简图和焊接参数见表10-2。
表10-2 水平位置板状试件对接结构简图和焊接参数
(2)具体施焊技术
1)打底层的焊接。在始焊端定位焊附近用划擦法引弧,具体操作如图10-2a、图10-3所示待电弧引燃并稳定燃烧后用稍长电弧来回预热始焊端定位焊处,在定位焊缓坡处压低电弧稍停留,听到电弧穿透坡口根部发出“噗噗”声,能看到定位焊缝与坡口根部两侧金属已熔化形成一个比坡口间隙大1~1.5mm的熔孔,此时马上向后挑弧灭弧,断弧位置为形成焊点的坡口一侧,待熔池液态金属稍变暗,在红热金属处迅速引弧,在熔孔处压低电弧,听到“噗噗”声又形成一个新的熔池,这样重复上述运条动作,使每个焊点与前一个焊点重叠2/3,在焊接过程中要始终让焊接电弧对准坡口间隙中间,并随着熔池温度变化而不断地改变焊条角度,焊条角度如图10-4所示,焊接过程中始终保持短弧焊接,即焊条头端至底面的距离约2mm,有1/3长度电弧在焊缝背面,完成整条焊缝的打底焊工作。一般断弧焊打底,灭弧频率为每分钟45~55次如熔孔变大,焊缝背面余高变厚,灭弧次数减少,燃弧时间相应减少或停弧时间变长。(https://www.chuimin.cn)
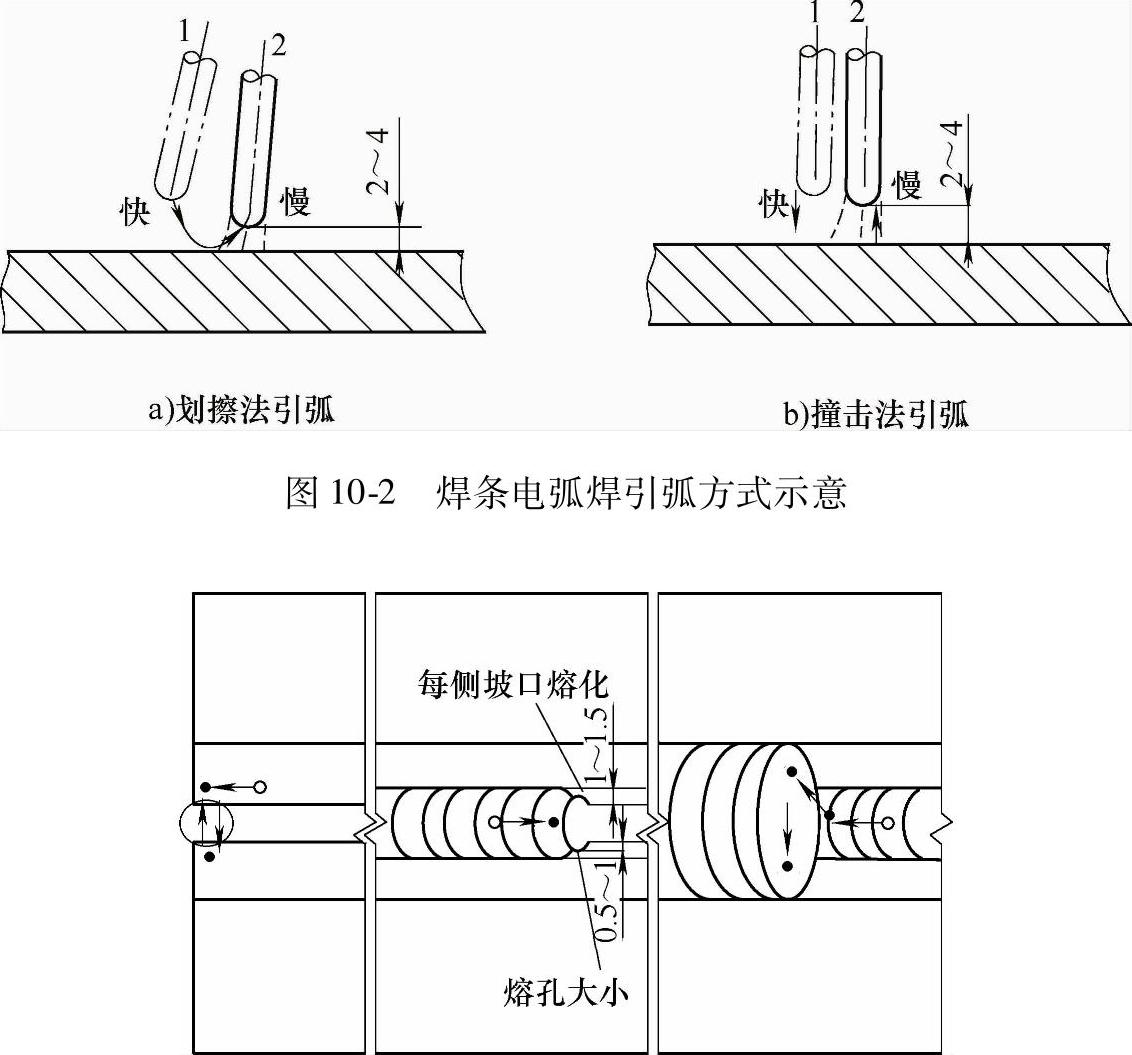
图10-3 不同焊层焊条引弧位置和采用电弧预热方式示意
○—引弧点 ●—压低电弧处 →—焊条头移动方向
挑弧灭弧后引弧操作如图10-5所示,待熔池稍冷却,熔孔部位还是红热状态时迅速在2处重新引弧,并运行至1处用短弧击穿焊件形成熔孔后快速运条至3处灭弧。
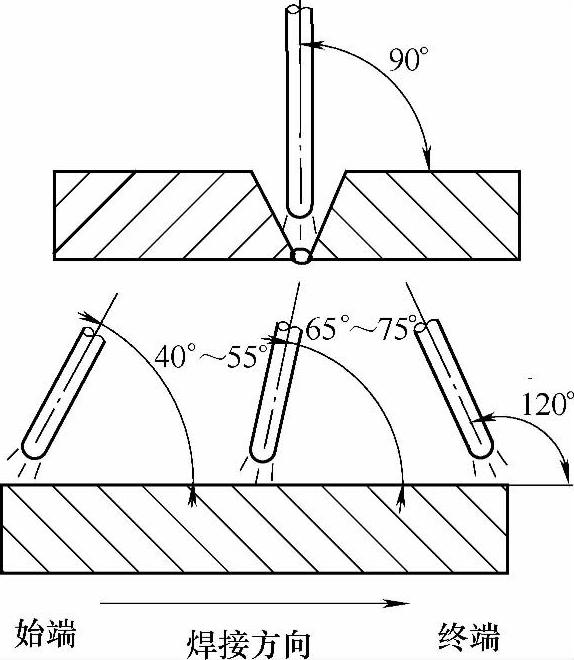
图10-4 水平位置试件施焊过程焊条角度变化示意
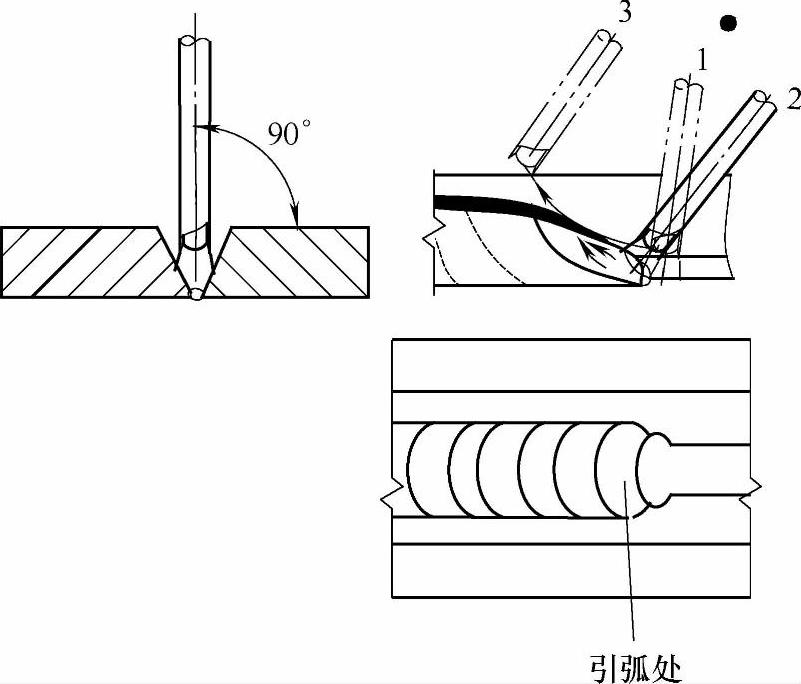
图10-5 水平位置打底焊挑弧灭弧后引弧图解示意
更换焊条时的接头方式有热接法和冷接法,打底层更换焊条时多选用热接法,可避免背面焊缝出现冷缩孔和未焊透;如果用冷接法,应在上一根焊条还剩50mm左右时(即熄弧前),使熔池逐步缩小并将熔池中心引出坡口间隙应力集中处,于焊缝表面一侧收弧。
热接法前采用灭弧焊法暂停收弧如图10-6所示,焊条在焊缝一侧3处灭弧后在焊缝弧处熔池尚保持红热状态时,迅速更换焊条并在收弧斜坡前10~15mm处引弧,然后将电弧拉到斜坡上运条预热,在斜坡终端最低点1处压低电弧,击穿坡口根部后,稍停一下,使钝边每侧熔化0.5~1.0mm并形成熔孔,即可以恢复原来的操作手法继续焊接。热接法换焊条动作越快越好。初级焊工换焊条时最好采用冷接法前灭弧焊法暂停收弧。
冷接法前采用灭弧焊法暂停收弧如图10-7所示,在电弧1处短弧击穿坡口根部形成熔孔后,采用灭弧或挑弧使熔池冷却,同时向焊缝一侧2处摆动运条缩小熔池直至焊缝边缘3处灭弧。
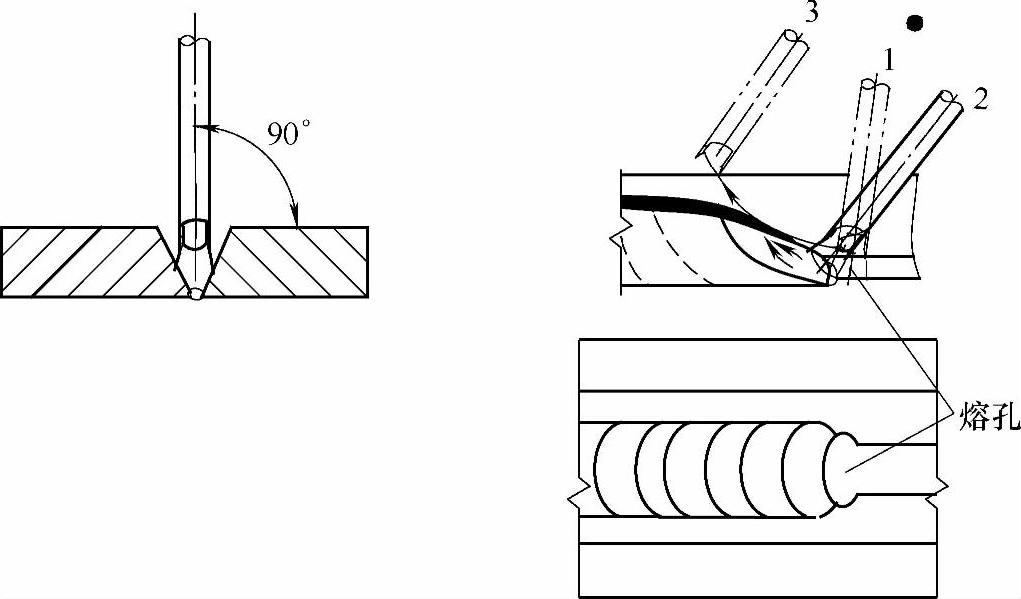
图10-6 水平位置打底焊热接法前采用灭弧焊法暂停收弧图解示意
冷接法:焊缝熔池已经凝固冷却。焊接引弧前,在收弧处用角向砂轮或锉刀、锯条、气刨等修磨出斜坡,然后在斜坡前10~15mm焊缝中心处用划擦法引弧,并运条预热斜坡,在斜坡终端最低点处压低电弧,击穿坡口根部后,稍停一下使钝边每侧熔化0.5~1.0mm并形成熔孔,即可以恢复原来的操作手法继续焊接。
收弧:焊条接近终端定位焊处时,焊条在终端收口处稍做停顿预热,看到有“出汗”现象时焊条要在坡口根部间隙处向下压,让电弧击穿坡口根部,听到“噗噗”声后稍做停顿,然后继续向前施焊10~15mm,填满弧坑熄弧。
2)填充层的焊接。在距始焊端10~15mm焊缝处用划擦法引弧,待电弧引燃并稳定燃烧后用稍长电弧迅速拉至始焊端用短弧(电弧长度≤4mm)锯齿形摆动焊接,中间快、坡口两侧稍停顿,焊后焊缝成内凹形,最后一层填充层焊后其焊缝表面离试板表面约1.5mm,并使两侧坡口轮廓线为原始状态,以利盖面层的焊接。
3)盖面层的焊接。盖面层的电流比填充层稍小运条方式采用锯齿形或月牙形,摆动均匀,始终采用短弧焊,焊条摆动到坡口轮廓线边缘稍停,使坡口轮廓线熔合1~1.5mm,以免咬边或熔合不良,施焊过程中随时调整焊条角度以防磁偏吹,熄弧时填满弧坑。
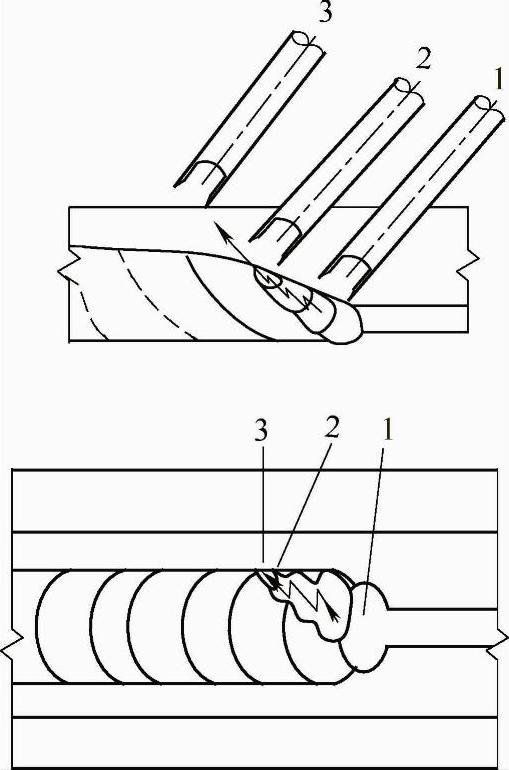
图10-7 水平位置打底焊冷接法前采用灭弧焊法暂停收弧图解示意
(三)焊缝清理
焊完试件后,切断电源,用敲渣锤、钢丝刷、凿子将焊渣、飞溅清理干净,严禁动用机动工具进行清理,保持焊缝原始状态,交考评人员检查。同时,清理场地
相关文章

第5章中将4~6片透镜组成的镜头定义为中等复杂的光学镜头,现将由6片以上透镜组成的镜头划归为复杂镜头,即称结构比双高斯摄影物镜更复杂的镜头为复杂镜头。集成电路加工设备中的投影光刻机物镜就是一个复杂的光学镜头,一般它由十几块乃至几十块镜片组成。本章将一个工作在紫外波段的投影光刻物镜作为复杂镜头的设计实例,从构造初始结构开始一步一步完整地完成设计。6)双远心光路。......
2025-09-29

Step2.在系统弹出的图2.2.1所示的“参数”对话框中的栏下,选取对象类型为,然后单击按钮。Step3.在栏中输入参数名Material,按回车键。Step4.定义用户参数的类型。被锁定的参数只能从外部应用程序内进行修改。图2.2.1 “参数”对话框......
2025-09-29

接入网络层为控制层提供基于OpenFlow协议的可编程接口,OpenFlow协议是标准通信协议。在控制层和接入层之间的4级电力骨干网络层的网关上发生融合,实现信息的智能采集。图9-12SD-DON架构基于所提出的SD-DON架构,每个控制模块的功能和相互协作关系如图9-13所示。图9-13配电功能结构数据/转发平面描述了OLT和ONU的交换过程。......
2025-09-29
一般来说,衬底表面的形态决定着生长机制。当表面平面相对于普通晶面发生解取向时,表面由许多台阶组成。利用MOVPE,高温生长促使原子向表面和由台阶构成的位错扩散。图2-12所示的为蓝宝石解取向角θ不同时GaN表面的演化。θ约为0.3°时,表面变得更光滑。隆起物的平均高度为5nm。图2-13 GaN在蓝宝石上生长的AFM图像,解取向角分别为θ=0.15°及θ=0.31°注:隆起物(左图)是因围绕螺旋位错的螺旋生长形成的。......
2025-09-29

本节先介绍对象捕捉追踪。对象捕捉追踪与对象捕捉一起使用,必须设定对象捕捉才能从对象的捕捉点进行追踪。使用对象捕捉追踪,可以沿着基于对象捕捉点的对齐路径进行追踪,一次最多可以获取7个追踪点。默认情况下,对象捕捉追踪将设定为正交,对齐路径将显示在始于已获取的对象点的0°、90°、180°和270°方向上。在状态栏中单击选中“对象捕捉追踪”按钮,或者按
2025-09-29

工频感应电炉常用于熔炼锡青铜,它可有效减少甚至避免偏析现象的产生,熔炼时多采用木炭或碳质材料如石油焦等作为覆盖剂。硅青铜的熔炼特点与铝青铜相似,其熔体的吸气性比较强。......
2025-09-29
1) 屏蔽屏蔽是抑制以场的形式造成干扰的有效方法。通常在程序的关键位置放置连续几个NOP 指令、LJMP 指令, 或者两者的组合, 将混乱或者跑飞的程序重新指向正确的位置, 如未使用的中断向量区、未使用的编程区、程序的转折区等。......
2025-09-29
7.1.4.5 防渗设计1.防渗方案结合上游护坡改建,拆除原干砌石护坡,坡面整平后铺设两布一膜复合土工膜,以防止随着水库运用水位升高后,坝体浸润线升高引起坝体新的变形,导致沿坝体裂缝以及填筑接合面可能产生的集中渗漏。......
2025-09-29
相关推荐