特种设备焊工在焊接操作技能考核时,需要对每个焊接试件进行焊缝的外观检查,合格后再进行无损检测、弯曲试验和金相检验(宏观)等项目。(一)外观检查TSG Z6002—2010《特种设备焊接操作人员考核细则》明确规定了焊缝的外观检查内容和评定指标。......
2025-09-29
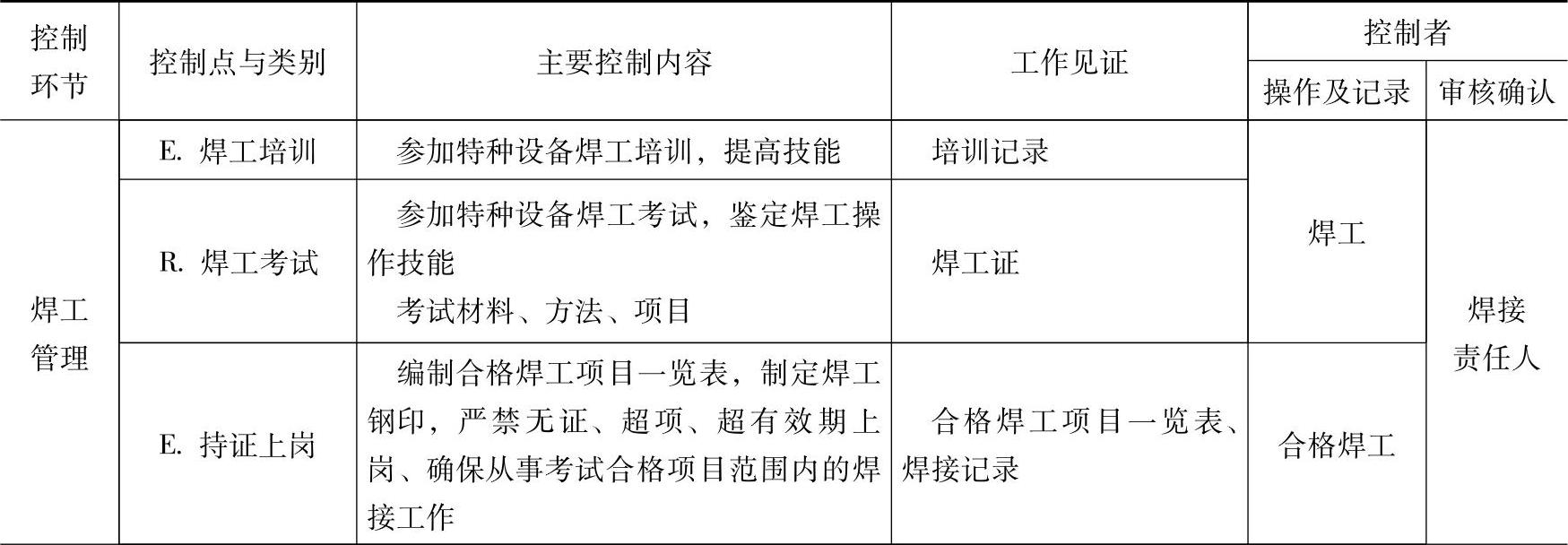
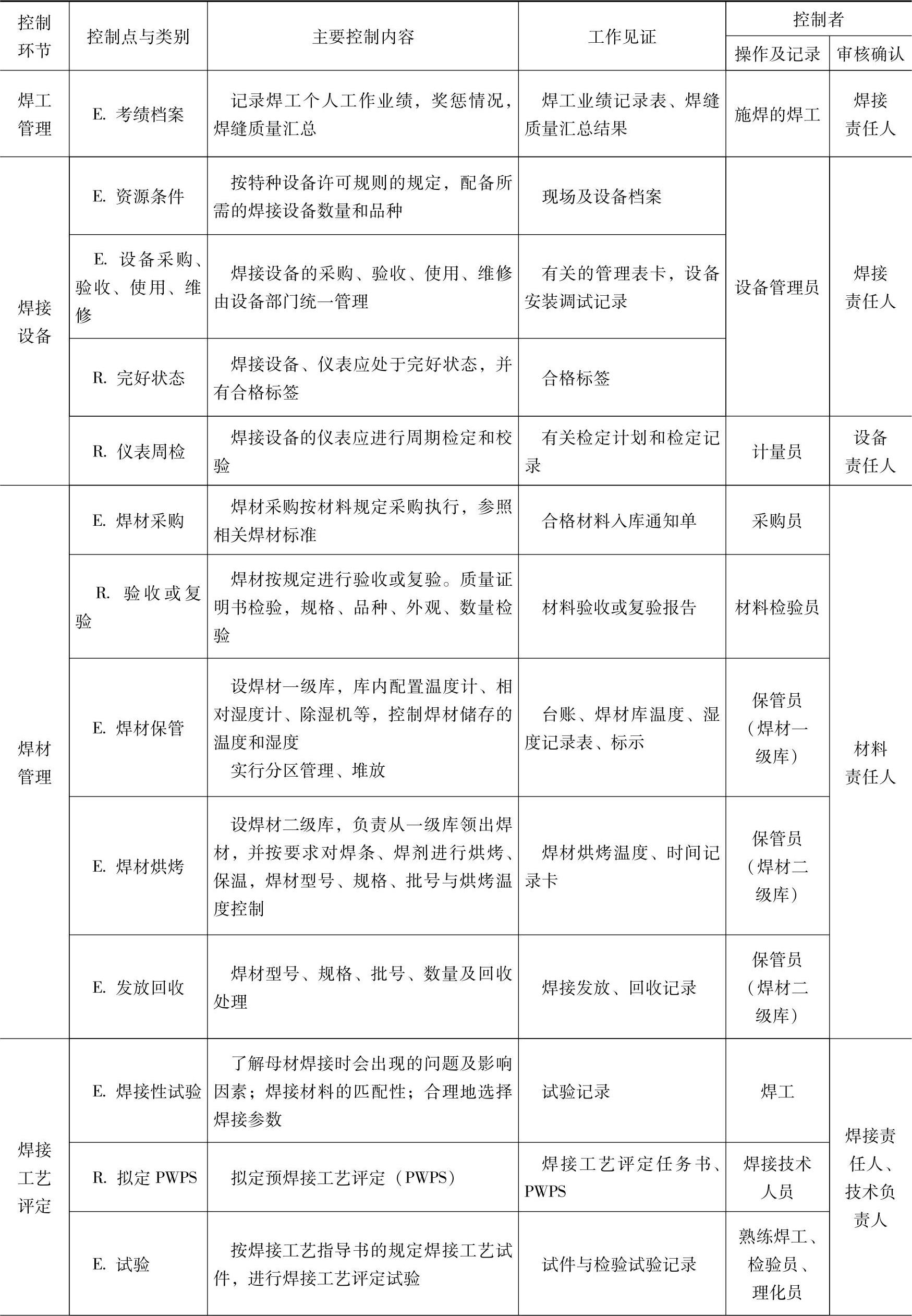
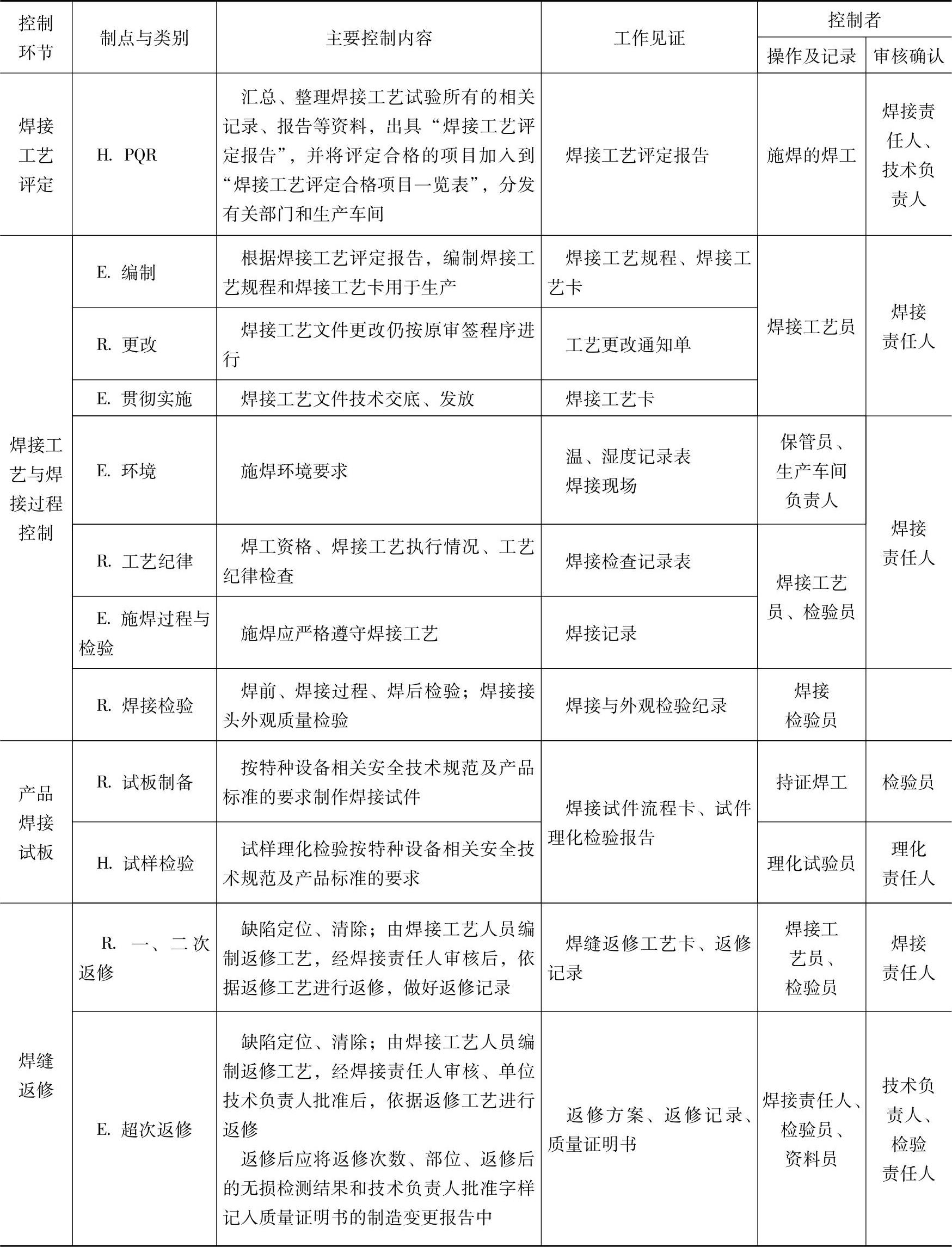
特种设备焊接质量控制系统的控制环节、控制点一览表见表7-2
表7-2 特种设备焊接质量控制系统控制环节、控制点一览表
(续)
(续)
 (https://www.chuimin.cn)
(https://www.chuimin.cn)
注:H—停止点;E—见证检查点;R—审阅点
控制点是为了使过程(工序)处于受控状态,对特种设备生产过程需要重点控制的质量特性、关键部位或薄弱环节、质量不稳定的工序等需要特别注意质量控制的重点,通过某种方式来进行控制的地方。质量控制点按控制程度的不同一般分为三类:停止点(H)、见证检查点(E)、审阅点(R)。
(1)停止点(H) 对特种设备生产质量有重大影响的检验项目,当进行到该点时,暂时停止生产,必要时应提前通知监督检验人员,在责任人员或监督检验人员在场的情况下,进行该项目的检验,检验结果得到责任人员或监督检验人员的确认签名后再继续生产。
(2)见证检验点(E) 对影响特种设备生产质量的一些关键检验项目,责任人员应到场因故未到由作业者在自检合格后可继续转入下道工序,待责任人员到场后对该项目的检验结果进行审核认可后补签字认可手续。
(3)审阅点(R) 责任人员用审核或审阅的方式,为确定某些工作符合要求,所采取的对文件、记录和报告的调查和检查的活动,通过签名和日期来证明。
相关文章

特种设备焊工在焊接操作技能考核时,需要对每个焊接试件进行焊缝的外观检查,合格后再进行无损检测、弯曲试验和金相检验(宏观)等项目。(一)外观检查TSG Z6002—2010《特种设备焊接操作人员考核细则》明确规定了焊缝的外观检查内容和评定指标。......
2025-09-29

国家有关标准规定了以钢材焊接为主要制造手段的企业,为保证焊接产品质量而在技术装备、人员素质和技术管理等方面统一的基本要求。检查人员 企业应配有与制造产品相适应的检查人员,其中有无损检测人员及焊接质量检验人员、力学性能检验人员和化学分析人员等。焊接技术人员对工艺质量承担技术责任。2)焊工应当对违反工艺规程及操作不当的质量事故承担责任。检查人员应对由漏检或误检造成的质量事故承担责任。......
2025-09-29

焊接质量保证的一般原则,应严格按GB/T 12467.1—2009~GB/T 12467.5—2009《金属材料熔焊焊接质量要求》中规定的执行。为了进一步保证产品的焊接质量,生产企业在满足GB/T 19000—2000中所列出的企业技术装备、人员及技术管理的要求外,还应保证产品的合理设计及安排合理的制造流程。对焊接接头的质量要求,应通过可靠的试验和检验予以验证。......
2025-09-29

贯标工作机关的任务是策划和领导贯标工作,包括制定质量方针和质量目标、依据《标准》要素,分配部门的质量职责,审核体系文件,协调处理体系运行中的问题。质量管理工作主管部门协助管理者代表根据贯标工作机构决策,具体组织落实质量管理体系的建立和运行。......
2025-09-29
埋弧焊多用于大型构件的长焊缝平位焊接,尤其适用于焊缝填充量较大的厚板焊接。钨极氩弧焊熔深浅,熔敷速度小,焊接生产率较低,其焊接时需采用防风措施;由于惰性气体较贵,故生产成本较高。熔化极气体保护焊与焊条电弧焊相比受环境制约较大,在室外操作需采用防风措施。此外,还要综合考虑焊件的材料与结构特点及其焊接质量的要求。......
2025-09-29

完整质量要求中对焊接质量管理体系的要求,主要包括以下要素:1.合同评审合同内容应包括焊接工艺、工艺评定、质量控制、施工环境人员资格、焊缝检验及工艺评定应用的标准等要求。......
2025-09-29

多层焊时要严格控制层间温度。如焊接含镍的低温钢时,所选择的焊材含镍量应与母材相当或稍高一些。(三)选择适当的焊接速度对含镍低温钢进行埋弧焊时,不能通过提高焊接速度来获得较低的焊接热输入。(四)避免咬边缺陷低温钢焊接时应注意避免弧坑、未焊透及咬边等缺陷,这些缺陷在低温条件下,有应力作用时,都会造成较大的应力集中而引起脆性破坏。......
2025-09-29
相关推荐