最完善的水下焊接标准是美国焊接学会发布的ANSI/AWS D3.6M—2010,该标准包括了湿法焊接和高压干法焊接,把焊接接头分成A、B、C、O四个等级,并对每个等级都提出了相应的质量与性能要求。水下磁粉检测的可靠性较低。水下与陆上超声检测原理基本相同,有脉冲发射法和共振法等。......
2023-06-26
特种设备焊工在焊接操作技能考核时,需要对每个焊接试件进行焊缝的外观检查,合格后再进行无损检测、弯曲试验和金相检验(宏观)等项目。
(一)外观检查
TSG Z6002—2010《特种设备焊接操作人员考核细则》明确规定了焊缝的外观检查内容和评定指标。检查内容包括焊缝表面、焊缝外形尺寸和试件外形尺寸。
1.焊缝表面
1)各种焊缝表面不得有裂纹、未熔合、夹渣、夹钨、气孔、焊瘤和未焊透,机械化焊接(简称“机动焊”)和自动焊的焊缝表面不得有咬边和凹坑。
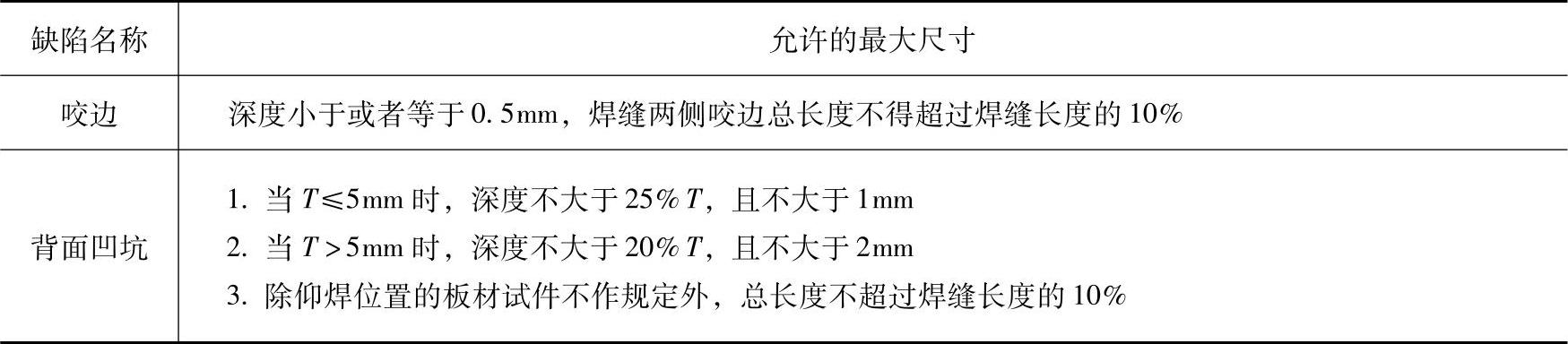
2)手工焊焊缝表面的咬边和背面凹坑不得超过表6-2的规定,镍和镍合金、钛和钛合金的焊缝表面不得有咬边。
3)堆焊两相邻焊道之间的凹下量不得大于1mm,焊道间搭接接头的不平度在试件范围内不得超过1.5mm。
4)钛材焊缝和热影响区的表面颜色检查,银白色、金黄色(致密)为合格,蓝色、紫色灰色、暗灰色与黄色粉状物均为不合格。
表6-2 试件焊缝表面缺陷规定
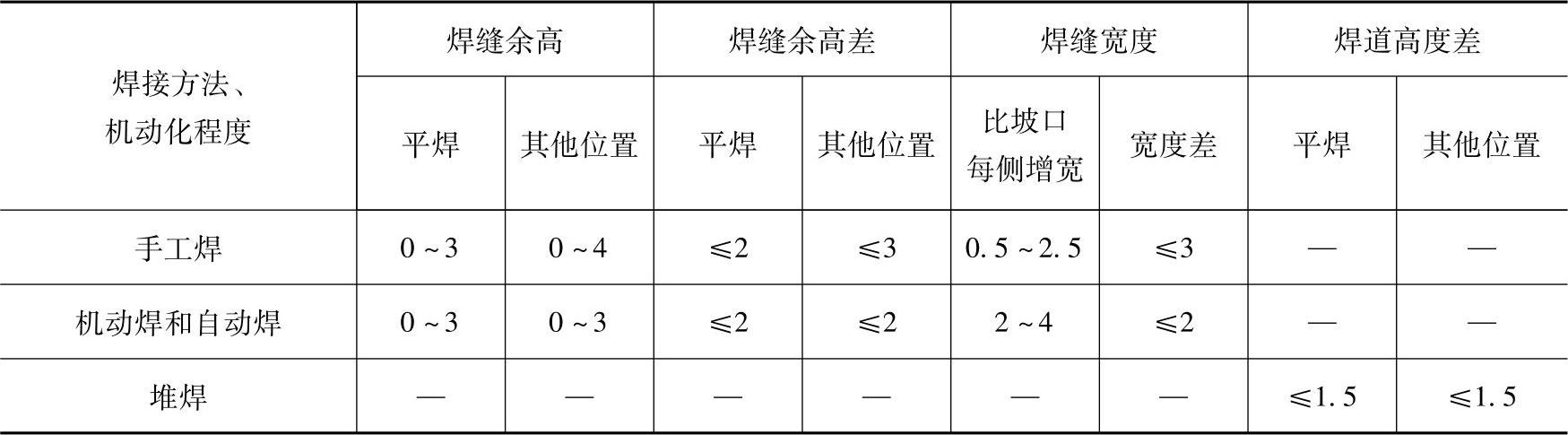
2.焊缝外形尺寸
焊缝外形尺寸应当符合表6-3和以下规定(除电渣焊、摩擦焊、螺柱焊外,厚度大于或者等于20mm的埋弧焊试件,余高可为0~4mm)。
表6-3 试件焊缝外形尺寸(单位:mm
1)焊缝边缘直线度f,如图6-20所示,手工焊f≤2mm,机动焊与自动焊f≤3mm。
2)角焊缝试件、管板角接头试件的角焊缝中,焊缝的凹度或凸度不大于1.5mm,如图6-21所示。

图6-20 焊缝直线度
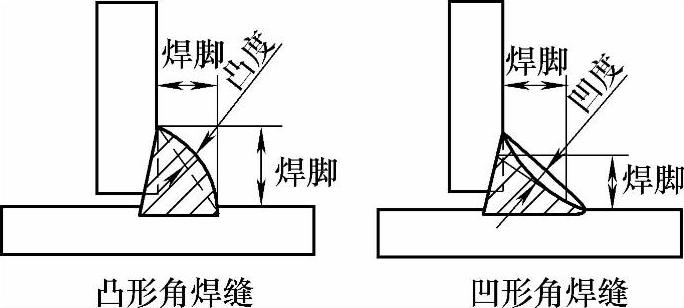
图6-21 焊缝的凹度或凸度
3)角焊缝试件的焊脚为(0.5~1)T,两焊脚之差小于或者等于3mm;管板角接头试件中管侧焊脚为(0.5~1)T。
4)不带衬垫的板材对接焊缝试件、不带衬垫的管板角接头试件和外径不小于76mm的管材对接焊缝试件,背面焊缝的余高不大于3mm,焊缝余高如图6-22所示。
3.试件外形尺寸
板材对接焊缝试件焊后变形角度θ小于或者等于3°(有色金属试件焊后变形角度小于或等于10°),试件错边量e不得大于10%T,且小于或者等于2mm,如图6-23所示。
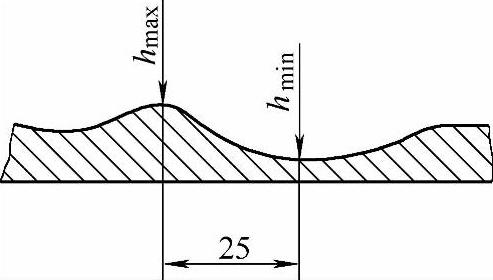
图6-22 焊缝余高
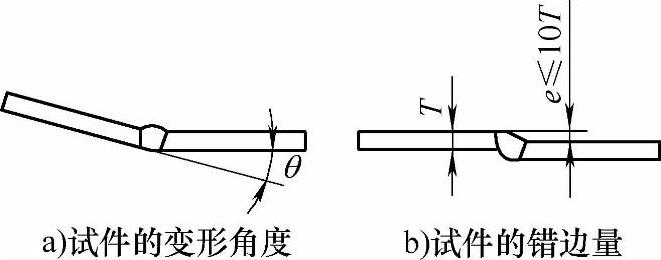
图6-23 板材试件的变形角度和错边量
(二)无损检测
对接焊缝试件(包括板材对接和管材对接),外观检验合格后,均应进行100%射线检测射线检测按照JB/T 4730.2—2005《承压设备无损检测 第2部分:射线检测》标准进行,射线检测不低于AB级,合格等级不低于Ⅱ级;机电类结构件焊工考试试件可以按照相关的设计、制造技术规范规定的无损检测标准进行。
堆焊试件无损检测采用渗透检测法,按照JB/T 4730.5—2005《承压设备无损检测 第5部分:渗透检测》标准进行检验,合格等级为Ⅰ级。
(三)弯曲试验
对接焊缝试件(包括板材对接和管材对接),外观检验合格后,应在试件上截取一个面弯和一个背弯试样;当板材试件或管材向下焊试件厚度大于等于12mm时,应截取两个侧弯试样;当试件厚度大于或者等于10mm时,可以用两个侧弯试样代替面弯与背弯试样。板材试件(包括堆焊试件)应当按照图6-24的位置截取弯曲试样。管材试件(包括堆焊试件)应当按照图6-25的位置截取弯曲试样
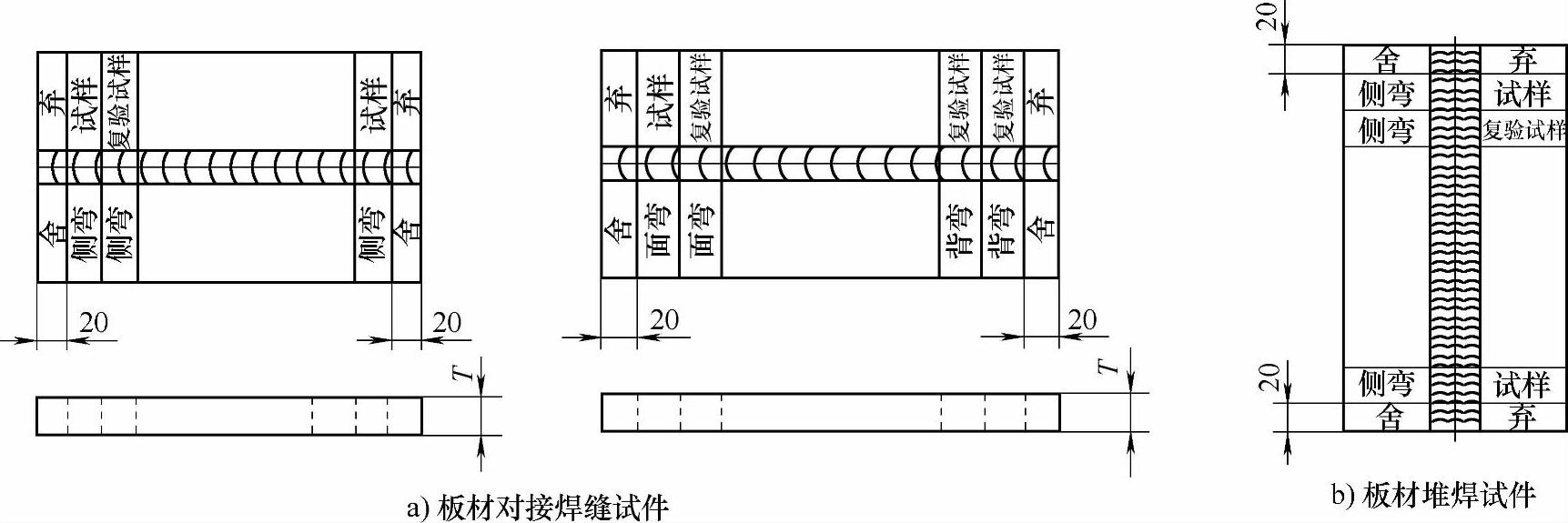
图6-24 板材试件弯曲试样的截取位置
对接焊缝试件的弯曲试样弯曲180°后,其拉伸面上的焊缝和热影响区内,沿任何方向不得有单条长度大于3mm的开口缺陷,试样的棱角开口缺陷一般不计,但由夹渣或其他焊接缺欠引起的棱角开口缺陷长度应计入。
耐蚀堆焊试件弯曲试样弯曲到180°后,在试样拉伸面上的堆焊层内不得有长度大于1.5mm的任一开口缺陷,在熔合线内不得有长度大于3mm的任一开口缺陷。
试件的两个弯曲试样的试验结果均合格时弯曲试验为合格;两个试样均不合格时,不允许复验,弯曲试验为不合格;若其中一个试样不合格,允许从原试件上另取一个试样进行复验,复验合格,弯曲试验结果为合格
焊工焊接操作技能考试补考时,无论一个或者两个试样不合格,均不允许复验,补考结果为不合格。

图6-25 管材试件弯曲试样的截取位置
螺柱焊试验一组五个试件均应进行锤击或弯曲试验。试件检验可以采用以下任何一种方法
1)锤击螺柱上端部,使四分之一的螺柱长度贴在试件板上。
2)按照图6-26所示,用套管使螺柱弯曲不小于15°然后恢复原位。
每个螺柱的焊缝和热影响区在锤击或弯曲试验后,没有开裂为合格。
(四)金相检验(宏观)
管板角接头试件和角焊缝试件(包括板与板、管与板、管与管),在外观检查合格后,一组试件中取一个进行金相检验(宏观)。

图6-26 螺柱焊弯曲试验
管材角焊缝试件和管板角接头试件按照图6-27的规定,在3点、6点、9点和12点位置分别剖开,沿顺时针方向制备四个金相试样。

图6-27 管板角接头和管材角焊缝试件金相试样(宏观)的截取位置
板材角焊缝试件按照图6-28的规定制备四个金相试样,他们应为同一方向;试样包含全部焊缝区、熔合区和热影响区即可。
将金相试样的检查面磨光,并经浸蚀,使焊缝区与热影响区界限清晰,采用目视或者5倍放大镜进行检验。
试样经金相检验(宏观)后,满足以下内容即为合格。
1)没有裂纹和未熔合。
2)焊缝根部焊透。
3)气孔或夹渣的最大尺寸不得超过1.5mm;当气孔或者夹渣大于0.5mm,不大于1.5mm时,其数量不得多于一个;当存在小于或者等于0.5mm的气孔或夹渣时,其数量不得多于三个。
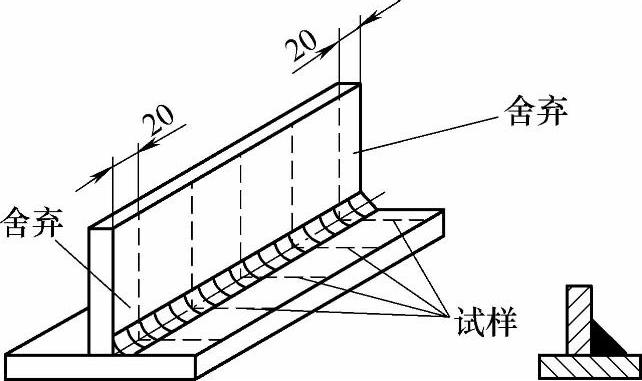
图6-28 板材角焊缝试件金相试样(宏观)截取位置
焊工焊接操作技能考试通过检验试件进行评定,各试件按照本节规定的检验内容逐项进行每个试件和各项检验要求均合格时,该考试项目为合格。
有关特种设备焊工考试实用培训教材的文章

最完善的水下焊接标准是美国焊接学会发布的ANSI/AWS D3.6M—2010,该标准包括了湿法焊接和高压干法焊接,把焊接接头分成A、B、C、O四个等级,并对每个等级都提出了相应的质量与性能要求。水下磁粉检测的可靠性较低。水下与陆上超声检测原理基本相同,有脉冲发射法和共振法等。......
2023-06-26
本标准对初级工、中级工、高级工、技师、高级技师的技能要求依次递进,高级别焊工不仅应会本级别焊工的技能要求,而且也应会低级别焊工的技能要求。(三)高级焊工的职业技能考核要求1.焊条电弧焊1)厚度δ≥6mm低碳钢板或低合金钢板对接仰焊的单面焊双面成形。(五)高级技师的职业技能考核要求1.焊接问题的解决1)复杂环境障碍位置的焊接。除此以外,各级别焊工还应知道与技......
2023-06-15

3)不具备高级焊工证书者,可参加焊工技师预备班培训,取得高级焊工资格证书后方可申报。证书1)证书内容由被授权的职业技能鉴定考评委员会填写。3)考试合格者可获得焊接技师证书,并按国家有关规定享受相应待遇。......
2023-06-15

搅拌摩擦焊本身也存在如下缺点:1)不同的结构需要不同的工装夹具,设备的灵活性差。焊接速度 图2-4-21为焊接速度对铝锂合金搅拌摩擦焊接头抗拉强度的影响。......
2023-06-26

多焊工焊接的容器,施焊产品焊接试件的焊工必须由检验部门指定。⑥试件焊缝应进行外观检查和无损检测,产品焊接试件无损检测不合格时,应按焊接返修控制程序的规定进行返修。7)产品焊接试件的试样由理化室保存,保存期按相关安全技术规范及产品标准的规定。8)产品焊接试件的外观检查报告、力学性能试验报告及产品焊接试件工艺流转卡,均由质量部门统一汇总、归档......
2023-06-23

焊接质量检验包括焊前检验、焊接过程中检验和成品检验,其中成品检验分无损检验和破坏性检验两类。金相检验是采用放大镜、金相显微镜进行宏观和微观金相组织检验。......
2023-06-24

目前在国内焊接领域中从事焊接质量检验的人员主要有两类:一类为无损检测人员,而另一类则主要是工程项目监理和各企业的质量检测人员。但我们应当认识到,焊接质量的好坏更多取决于对焊接工作的过程控制,主要包括焊前审查、焊中检查及焊后检测。因此要想从根本上把好焊接工程质量关,关键还是要树立过程控制理念,建立、健全职业资格考核体系,提高质量检测从业人员的基本素质。......
2023-07-02

(一)焊工的职业1.焊工职业定义操作焊接和气割设备,进行金属工件的焊接和切割成形的人员。新的国家职业标准将焊工分为五个等级,即,初级、中级、高级、技师、高级技师。焊工国家职业技能标准经中华人民共和国人力资源和社会保障部批准,2009年5月25日起颁布实施。......
2023-06-15
相关推荐