主体金属构架的组装焊接是在上述零部件制作完成后进行的作业工序,由于整体焊接量较大,会导致焊接变形。立组焊接的主要部件为端部托梁、横梁等。另外,由于桁架底部封板及其支承构件位于桁架底侧,通常需要在上述平组和立组焊接完成之后进行。......
2025-09-29
1.桥式起重机箱形主梁的结构
箱形主梁是桥式起重机的最重要受力杆件,其截面形状为矩形,如图11-1所示。
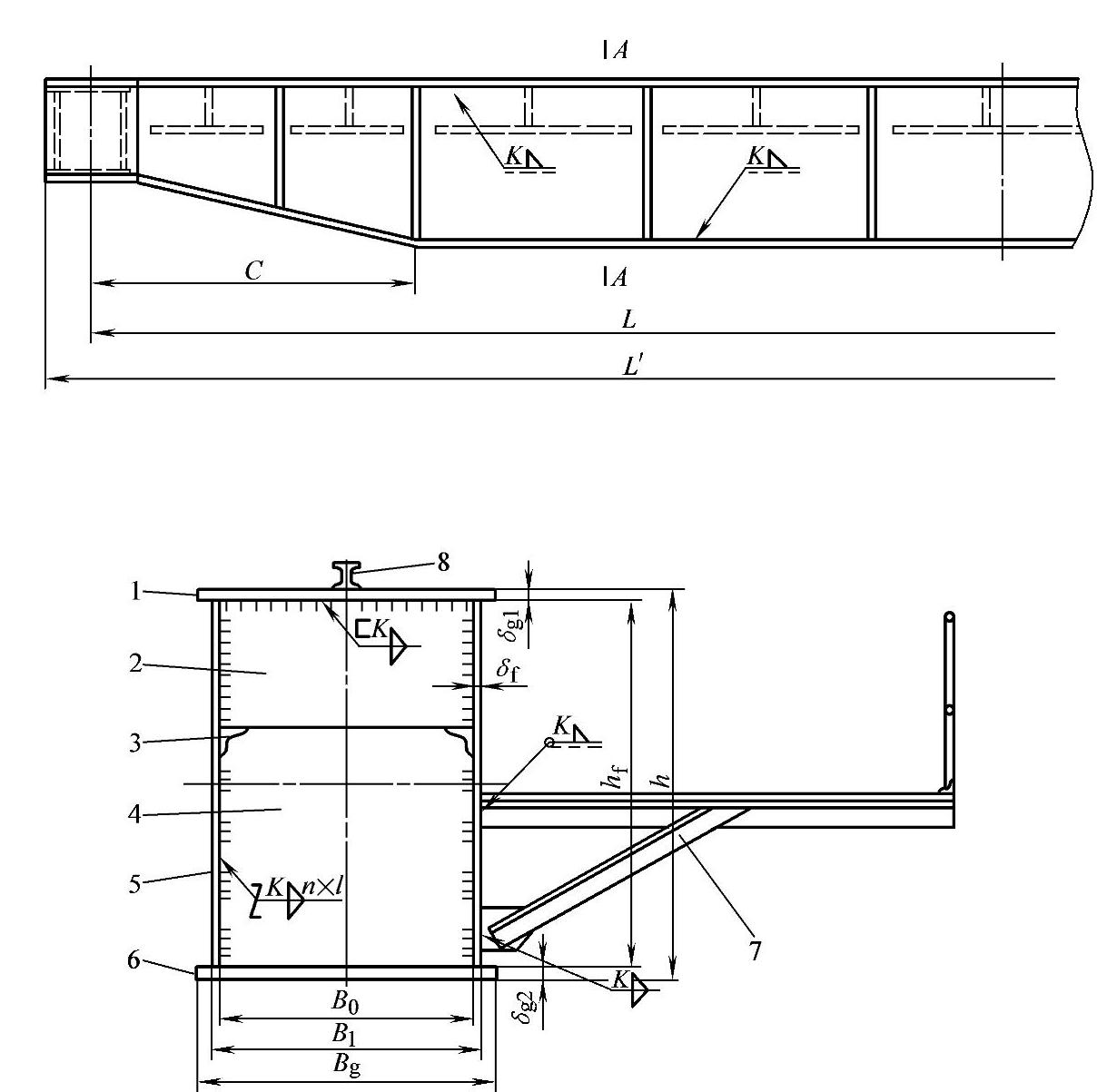
图11-1 桥式起重机箱形主梁结构
1—上盖板 2—小隔板 3—大隔板 4—水平加强肋 5—腹板 6—下盖板 7—走台结构 8—轨道
2.桥式起重机箱形主梁制造的主要技术要求
桥式起重机箱形主梁制造的主要技术要求见表11-5,其示意图如图11-2所示。
表11-5 桥式起重机箱形主梁制造的主要技术要求 (单位:mm)
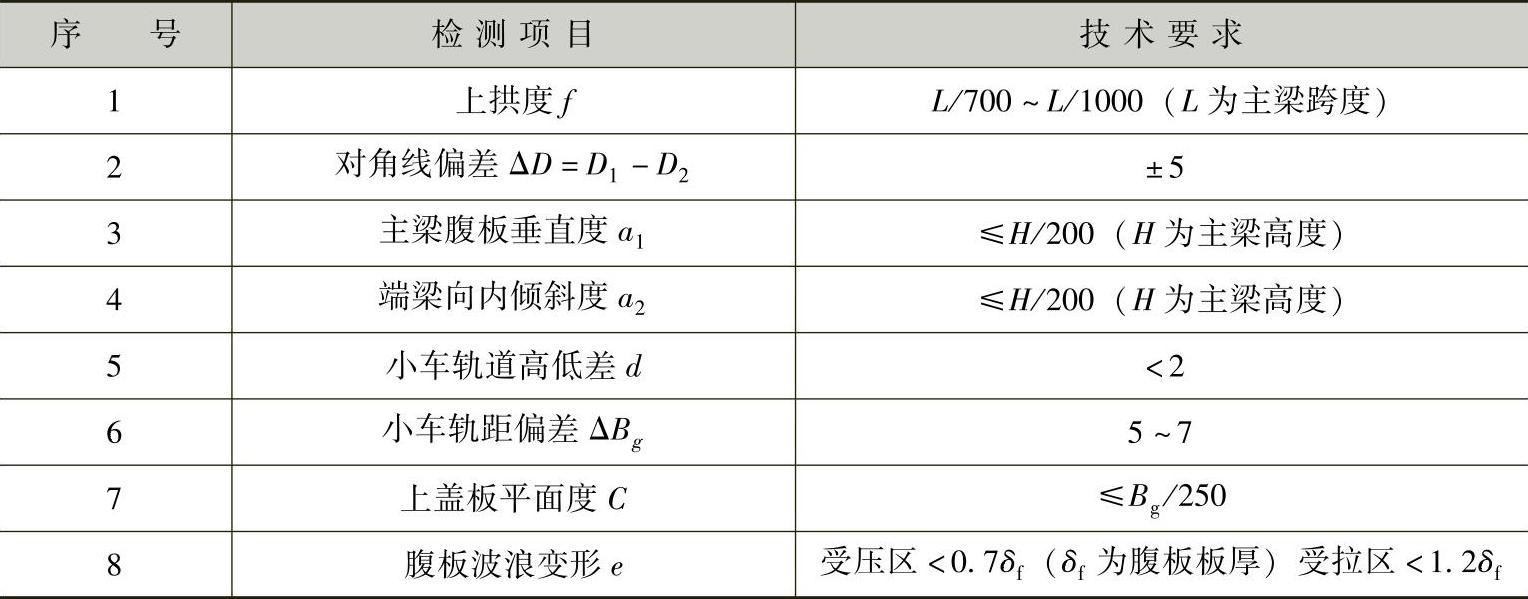
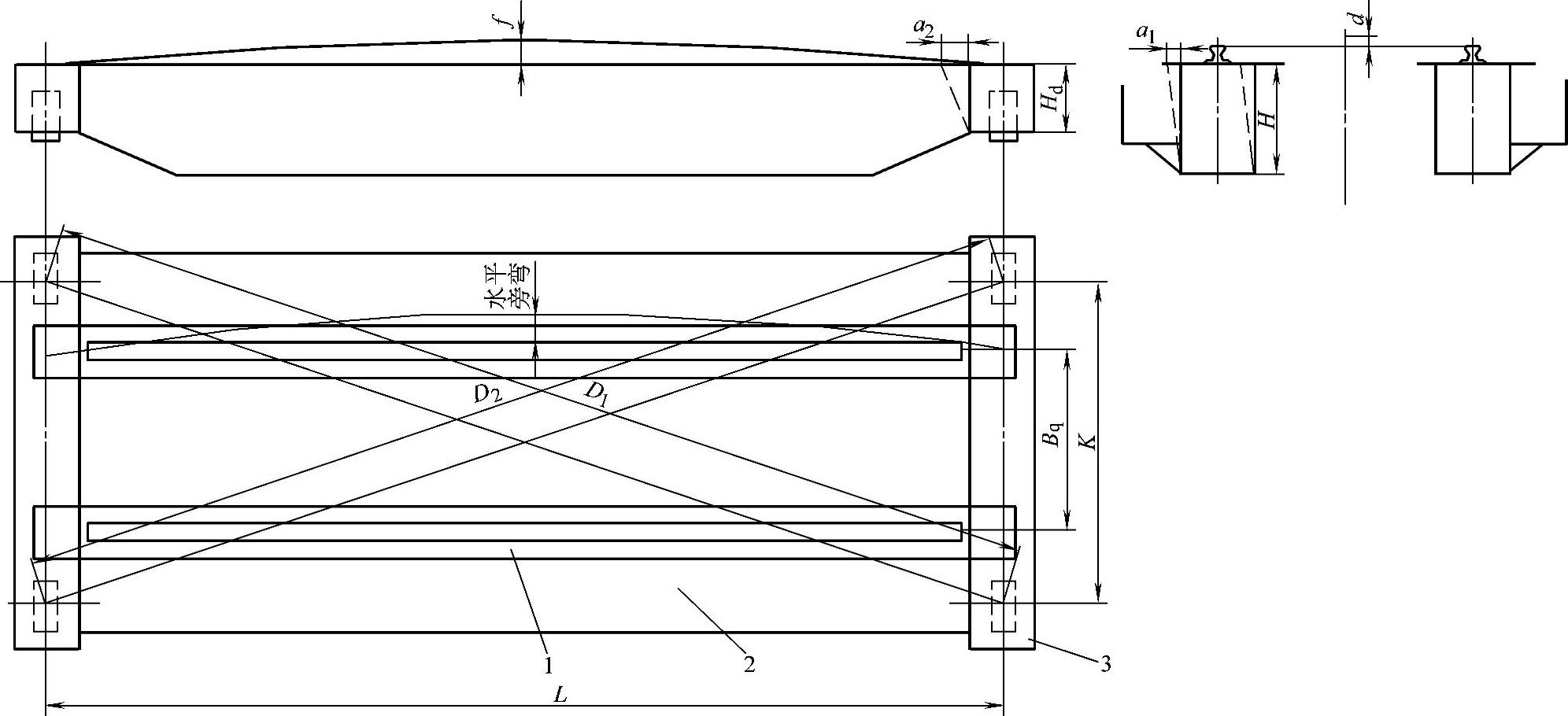
图11-2 桥式起重机箱形主梁的主要技术要求示意图
1—主梁 2—走台 3—端梁(https://www.chuimin.cn)
3.桥式起重机箱形主梁焊接变形分析
从以上技术要求来看,制造起重机箱形主梁的主要技术问题是,如何控制其焊接变形。从梁的截面结构形状和焊缝分布来看,因截面中心轴线左右基本对称,焊后产生旁弯的可能性较小,而且较为容易控制。而截面水平轴线上下不对称,主要是小隔板都在上部,焊缝大部分都在水平轴的上部分布,这样会使焊后要产生下挠的焊接变形,这和上拱的技术要求是相反的,因此制造主梁的关键是如何防止下挠并获得上拱。在腹板上下主角焊缝焊接后,将在中部产生压缩焊接残余应力,如果腹板较薄,则容易失稳产生波浪变形。大小隔板与腹板连接的角焊缝,焊后会产生角变形,这些角变形也会使得腹板产生波浪变形,如果再与主角焊缝焊接所产生的压应力共同作用,则腹板产生波浪变形的可能性更大,因此制造主梁第二个主要技术问题是减小腹板的波浪变形。其次需要注意对角线偏差、腹板垂直度、小车轨距等技术问题。
4.桥式起重机箱形主梁的装配和焊接工艺
起重机箱形主梁的装配和焊接工艺要点如下:
1)为了保证箱形主梁上拱,在腹板下料时,应预制一定的上拱,一般上拱度值取1.5L/1000~1.7L/1000(L为主梁跨度)。
2)盖板、腹板对接接料,修平。在腹板上焊接纵向加强肋。
3)将上盖板置于平台上,组装并焊接大小隔板,这样上盖板只有缩短而无挠曲,则减少了整体焊接时箱形梁的弯曲变形。
4)组装腹板,由于腹板设置了一定的上拱度,将上盖板翘起与腹板密贴后进行定位焊,组成有一定上拱度的槽形梁。从梁的中间向两端对称焊接隔板与腹板间的角焊缝,立位施焊。
5)组装下盖板,控制好下盖板和腹板的倾斜度,保证一定的预制上拱,进行定位焊。最后焊接四条主角焊缝,同一盖板两侧的主角焊缝应对称施焊。
6)在焊接方法的选用上,为了较好地控制焊接变形,应控制焊接热输入,对于加强肋、隔板角焊缝的焊接,CO2气体保护焊是较为适宜的工艺方法,应尽可能采用,而对接焊缝、主角焊缝应尽可能采用埋弧焊。
相关文章

主体金属构架的组装焊接是在上述零部件制作完成后进行的作业工序,由于整体焊接量较大,会导致焊接变形。立组焊接的主要部件为端部托梁、横梁等。另外,由于桁架底部封板及其支承构件位于桁架底侧,通常需要在上述平组和立组焊接完成之后进行。......
2025-09-29

焊接工艺规程分为通用焊接工艺规程和专用焊接工艺规程两种。4)在钢结构制造过程中,需要通过确定一定的焊接顺序,达到控制构件焊接变形的目的。通过编制专用焊接工艺规程,详细规定母材金属、焊接材料、焊接方法、焊接操作技术、焊接顺序和焊后热处理等要求,从而保证该工程的技术要求。......
2025-09-29

铝及铝合金的线胀系数是钢的2倍,在约束条件下焊接时,所产生较大的焊接应力,也是铝及铝合金具有较大的裂纹倾向的原因之一。铝及铝合金焊接时不等强度的表现,说明焊接接头发生了某种程度的软化或存在某一性能上的薄弱环节。......
2025-09-29

要充分考虑到构件由于焊接所产生的变形,以及由于焊接收缩和矫正焊接变形引起的构件尺寸的缩小。从产品结构方面入手,去估计有可能产生的焊接变形。所以,应尽可能分步装配焊接零部件,控制焊接变形。把结构适当地分成几个部件,分别加以装配焊接,然后再将这些焊好的部件拼焊成一体,这样不但有利于控制焊接变形,也为提高生产率,缩短生产周期创造了良好条件。......
2025-09-29

在焊接结构生产中,装配-焊接就是通过采用定位器、定位焊或压夹装置将需要连接的零件,按照图样要求连成部件或整体结构,然后再进行焊接的过程。随着焊接结构不断向高度机械化和自动化方向发展,对装配的质量要求越来越高。为了使整个结构焊接后达到质量标准,在制定装配工艺时,必须注明结构的特殊技术要求和公差尺寸,并在生产中严格遵守公差标准。定位焊时不得在非焊接部位随意引弧,重要结构件上不得随意焊接临时构件。......
2025-09-29

图10-3 斜拉桥索塔钢锚箱典型节段示意图下面以斜拉桥索塔钢锚箱结构为例,对复杂结构的装配-焊接工艺规程进行说明,斜拉桥索塔钢锚箱结构如图10-3所示,其组成构件包括侧拉板、端板、斜腹板、承压板、锚垫板、小隔板、肋板、连接板及其加强肋、横隔板及其加强肋、斜套筒等。5)组焊锚箱外侧肋板坡口的角焊缝。2)焊接肋板与隔板间平焊的角焊缝,从中间向两端进行对称焊接。......
2025-09-29
焊件装配、焊接层次及障碍管位置如图1-11所示。图1-11 焊件装配、焊接层次及障碍管位置a)焊件装配及焊缝层次 b)障碍管位置辅助工具及量具 氩气流量表、打渣锤、钢直尺、钢丝刷、台式砂轮机、角向打磨机和焊缝万能量规等。......
2025-09-29

图4-5 1070铝合金薄板的装配试件装配 把打磨好的焊件装配成I形坡口的对接接头,间隙为2mm,1070铝合金薄板熔化极脉冲氩弧焊的焊接参数见表4-20。表4-20 1070铝合金薄板熔化极脉冲氩弧焊的焊接参数焊接操作 按图4-5所示的装配焊件,在坡口背面的两端进行定位焊,定位焊缝长为25~35mm,采用蹲位焊接,电弧长度控制在5~8mm。......
2025-09-29
相关推荐