在允许的抓取力方面一般有两种观点。为了可靠地防止损坏,应根据相关的安全系数确定对这些力的限制。图3.79不同类型机械手的夹持力变化,机械手手指所能承受的最大力和力矩负载多齿型导轨机械手如图3.80所示。图3.81活塞产生的力的计算示例图3.82三种导轨技术SCHUNK机械手滑块和加工过程如图3.83所示。图3.83SCHUNK机械手滑块和加工过程图3.84显示了不同机械手手指设计选项的类型。......
2025-09-29
1.铣削时切削力的经验公式
在切削加工环境固定不变的前提条件下,切削力与切削参数之间存在复杂的指数关系。综合考虑上述因素后,我们提出本实验切削力的经验公式的通用形式是

式中,CFc是切削力系数;ae是切削宽度(mm);ap是切削深度(mm);f是进给量(mm/min);v是切削速度(m/min);Ce、Cp、Cf和Cv分别是切削宽度、切削深度、进给量和切削速度的指数。
2.确定因子的变化范围
由上述数学模型可知,影响切削力的四个因素是:切削宽度、切削深度、进给量和切削速度。因为加工难加工材料受到工艺装备、设备条件等多方面条件的制约,所以切削数据来源于生产现场或由技术人员提供。这里分别给每个因素四个水平,综合考虑后选用L16(45)正交表。
表4-4 四因素实验水平的选取
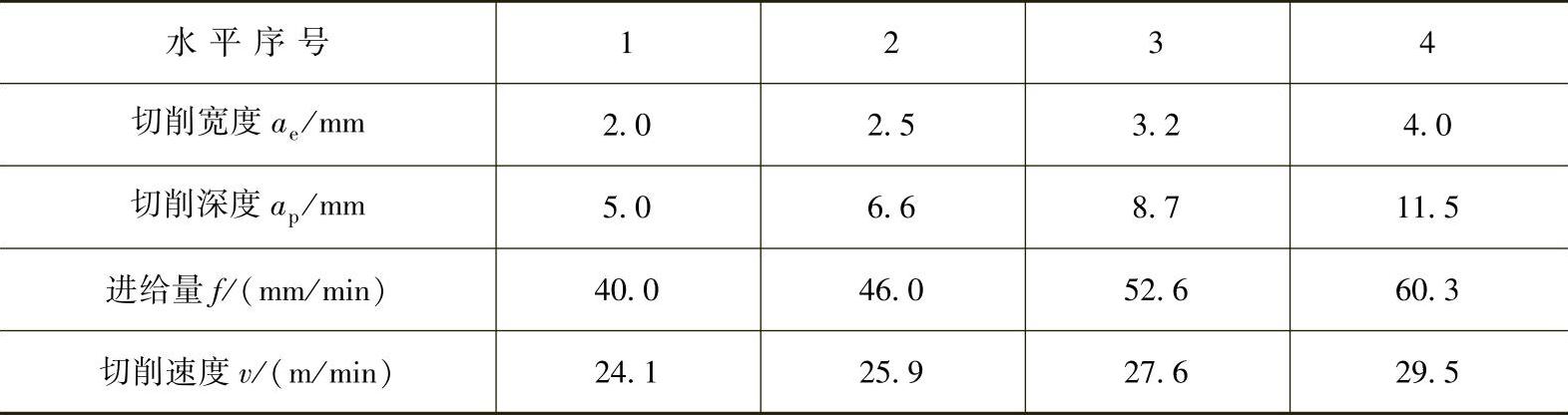
3.各因子的水平编码
可以得到四个因素取对数后的四水平的编码,见表4-4。分别通过线性变换
Z1=(lgae-0.45)/0.5 (4-28)
Z2=(lgap-0.88)/0.06 (4-29)
Z3=(lgf-1.69)/0.03 (4-30)
Z4=(lgv-1.425)/0.015 (4-31)(https://www.chuimin.cn)
可以得到四个因素取对数后的四水平的编码。程序自动计算,得到各因素的零水平、区间值以及四水平的编码表,见图4-9。

图4-9 编码表
4.实验数据的获取
按切削实验表(这里省略)进行切削实验,通过测试系统分别得到Fx、Fy和Fz三个方向切削力的值,测试数据见图4-10。

图4-10 切削力测试数据曲线图
图4-10是实验号为3的测试数据曲线图,图中有四个部分,分别是四个齿在切削时切削力的变化情况。造成第一个齿切削力偏大的主要原因是铣刀的轴线偏移。所有的测试数据见图4-11。
5.实验结果与分析
使用最小二乘法对实验数据进行统计处理后,得到切削力与各切削用量的线性回归模型:
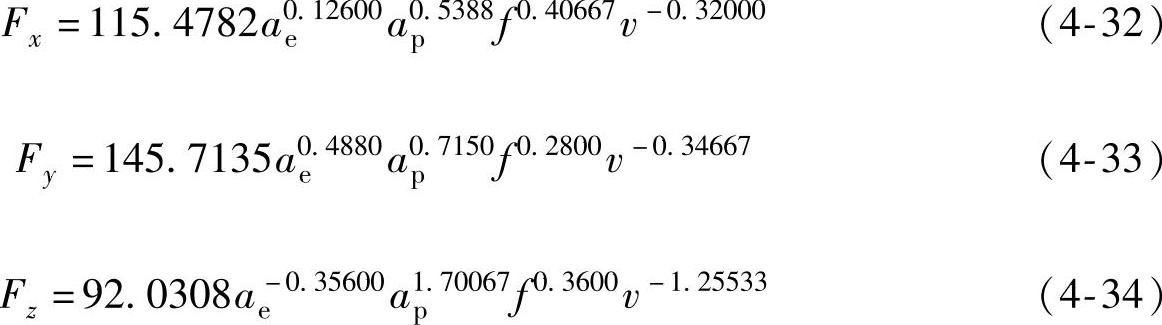
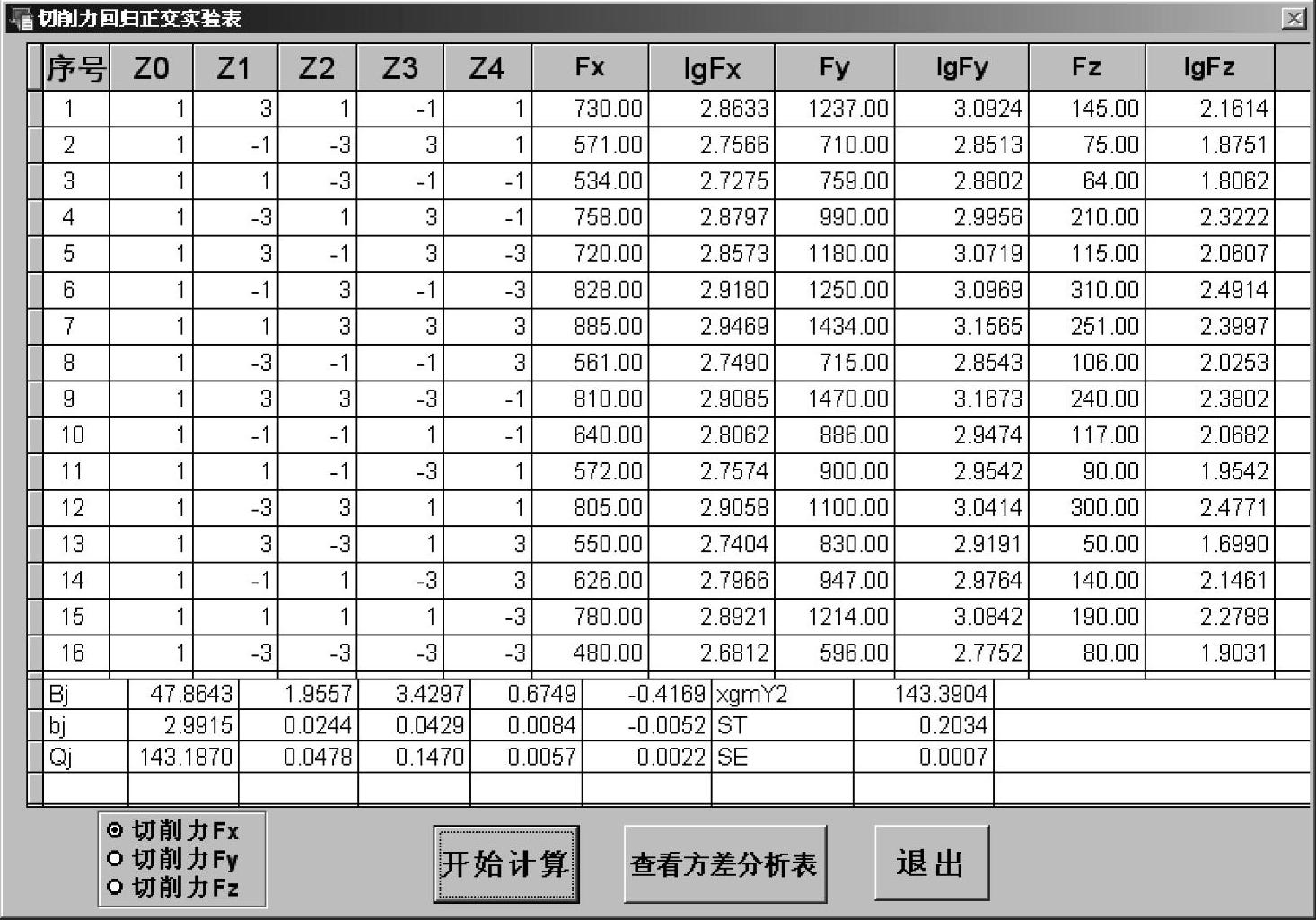
图4-11 切削力数据及处理结果
相关文章

在允许的抓取力方面一般有两种观点。为了可靠地防止损坏,应根据相关的安全系数确定对这些力的限制。图3.79不同类型机械手的夹持力变化,机械手手指所能承受的最大力和力矩负载多齿型导轨机械手如图3.80所示。图3.81活塞产生的力的计算示例图3.82三种导轨技术SCHUNK机械手滑块和加工过程如图3.83所示。图3.83SCHUNK机械手滑块和加工过程图3.84显示了不同机械手手指设计选项的类型。......
2025-09-29

数控铣削是一种应用非常广泛的数控切削加工方法,能完成数控铣削加工的设备主要是数控铣床和加工中心。这是因为端铣时刀齿在铣削层宽度的范围内工作。对称铣削方式中,刀具沿槽或表面的中心线运动,进给加工中,同时存在顺铣和逆铣刀具在中心线的一侧顺铣,而在中心线的另一侧逆铣。表5-1 端面铣削顺铣和逆铣的三种形式......
2025-09-29

图9.5.1 零件模型及模型树Step1.在装配体中创建后盖。说明:图9.5.3所示的草绘曲线是以骨架模型中的草绘4为参照绘制的,如图9.5.4所示。选取图9.5.5a所示的面,选择下拉菜单命令,确定“去除材料”按钮被按下,定义实体化方向如图9.5.5a所示。图9.5.5 实体化1Step6.创建图9.5.6所示的拉伸特征──拉伸2。选取图9.5.23a所示的边链,选择下拉菜单命令;在操控板中输入延伸值3.0。图9.5.25 延伸2Step17.创建图9.5.26b所示的曲面延伸特征──延伸3。......
2025-09-29

且此类节点越多,病毒就越容易传播,确诊人数也会增加得越快。因此,控制这些地理节点是阻止新一轮病毒传播的有效方法。通过控制几个社区间的紧密联系路径与关键地理节点,可以有效地防止社区间的交叉感染,阻止新一轮病毒的传播。......
2025-09-29

在熔化极电弧焊过程中,电弧燃烧过程既产生大量热能,又产生一些被称为电弧力的机械力。电弧力对熔滴过渡、焊缝成形及焊接过程等均影响很大。这个电磁力F1、F2称为电磁收缩力。这个力称为电弧静压力,在电弧中心最大,在电弧边缘较小,使熔池形成凹陷熔深。图1-1-3 流态导体电磁收缩力图1-1-4 圆锥形电弧模型图1-1-5 电磁收缩力等压曲线等离子流力 等离子体是在温度高、电流密度大的电弧中心部分高度电离而形成的一种电弧等离子体。......
2025-09-29
能够直接在淬硬的工件上铣出螺纹,主要是因为:1)旋风铣削是渐进式的断续切削方式,使切削阻力大大降低。5)先进的强冷技术使高速旋风铣削具有优良的排屑和散热条件。图4-70 干式旋风铣削加工......
2025-09-29

近年来,CBN刀具在珠光体灰铸铁发动机缸体的平面铣削加工中表现出了优良的特性。干铣削Al-Si10Mg材料时的主要问题是刀具使用寿命短,加工表面质量差。试验表明,应用高压水喷射进行亚干铣削加工,可大大降低切削力,并明显地改善了加工工件的表面粗糙度。......
2025-09-29
基于低压断路器建模仿真技术取得的长足进步,国际上各个主要公司纷纷建立并不断完善具有各自技术特点的专用仿真系统,并在新产品研发中得到了广泛应用。自2010年以来,在已有工作的基础上,国内外在低压断路器的建模仿真技术方面取得的重要进展如下:1)电弧磁流体动力学建模仿真取得突破。......
2025-09-29
相关推荐