因为形成的熔深大,激光深熔焊适合于较厚材料的焊接和高速焊接。只有当工件上的激光功率密度超过阈值,等离子体才会产生,这标志着稳定深熔焊的实现。焦点位置 激光焊时,为了达到一定的功率密度,焦点位置至关重要。激光终止控制 激光深熔焊时,不管焊缝深浅,小孔现象始终存在。......
2025-09-29
1.技术原理
激光自熔焊是只纯粹采用激光束且不添加填充材料的激光焊,具有能量密度高、能量集中、焊接速度快、焊缝深宽比大、焊接变形小、无需真空环境等优点,使激光焊有着广泛的应用潜力,但也存在一定的局限性,即对被焊件的装配精度要求很高。如在大尺寸薄板对接时,对于厚度为1mm的薄板,0.1mm或以上的间隙就会造成焊缝的明显下凹,使其力学性能和外观都达不到要求。又如在大型客机机身壁板制造中,1.8mm厚的薄板铝合金激光焊时,也对装配间隙提出了非常高的要求,并且极易出现焊缝下塌现象,严重影响了焊接接头的力学性能。在实际生产中,装配间隙往往难以满足这样严格的要求,大大限制了激光焊的应用。而激光填丝焊接就是在这种情况下提出的一种焊接工艺。
激光填丝焊接原理如图4-1-19所示,通过一个送丝导嘴送入填充焊丝至激光辐射区域,焊丝从焊接前方送入,也可从焊接后方送入;焊丝一部分由激光照射而熔化,一部分由激光诱导产生的等离子体加热而熔化,还有一部分通过熔池对流带来的热量而熔化;同时由喷嘴吹入气体保护焊接区和吹除光致等离子体。喷嘴可以是与导丝嘴分离的单独喷嘴,也可以是和导丝嘴合为一体,形成一个同轴组合的喷嘴。
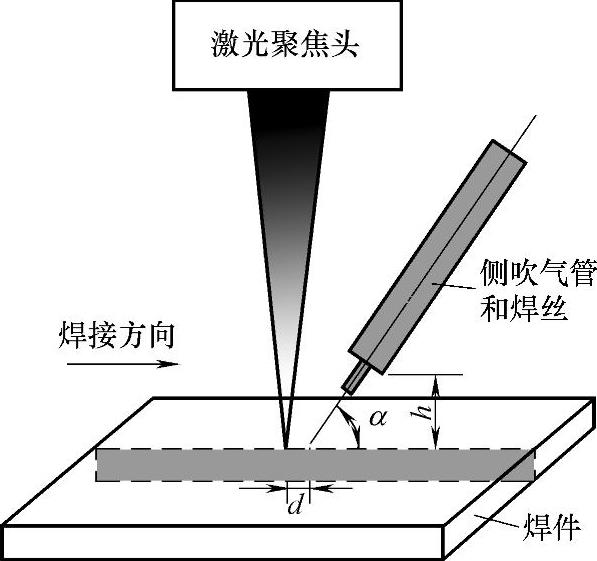
图4-1-19 激光填丝焊接原理示意图
2.工艺特点
激光填丝焊是在一般的激光焊过程中,连续填送焊丝进入熔池,实现加入填充金属的焊接工艺。与一般激光焊相比,其优点如下:
1)降低了产品结构焊接前的装配精度要求,适应产品工业化生产的需要,扩大激光焊的应用范围。
2)通过选定填充材料,改善了填充金属的冶金行为,获得所需要的焊缝成分及性能。
3)对于厚板对接焊,可采用开窄坡口的多道焊接工艺,以较低激光功率来完成较厚板的焊接,避免高输入功率带来的高热输入对焊接接头质量的不利影响。(https://www.chuimin.cn)
4)通过填充材料,改善焊缝成形,避免焊接表面凹陷、咬边等缺陷,提高接头质量。
激光填丝焊也有一定的缺点。研究表明,它对焊丝指向性和焊接参数设置的要求极为严格,特别是对送丝机构的送丝精度有严格的要求。另外,不同材料、不同规格的焊丝对焊接速度和送丝速度的匹配要求也不同,并且得到理想焊缝的匹配值区间非常窄。因此,在焊接过程中,如果焊接工艺不当,容易出现顶丝和粘丝,使焊接过程中断。总之,焊丝送进过程的任何干扰,均可能引起焊缝缺陷的产生。
3.主要焊接参数及其影响
激光填丝焊的焊接参数众多,且相互之间的影响比较复杂,主要焊接参数有:激光功率、焊接速度、保护气体种类及流量、焊丝种类、送丝方式、光丝间距、送丝速度等,这里对前三种焊接参数的影响不再叙述。
(1)焊丝种类 一般来说,在焊接合金材料时,填充金属对焊缝金属、焊接接头的物理和化学性能均有颇大的直接影响,因此,填充材料的选择极为重要,原则上应该能够保证焊接接头的使用性能,保证焊缝金属具有良好的力学性能和综合性能,保证焊缝具有一定的致密性,即没有气孔、夹渣、或者气孔和夹渣的数量、尺寸、形状不超过允许值,能够防止在焊接接头内部产生冷裂纹和热裂纹,具有良好的工艺性。
(2)送丝方式 焊丝的填充方式有两种,即前送丝和后送丝。前送丝即焊丝从熔池前部送入,焊丝端部在激光聚焦光斑附近,焊丝先受到激光光斑的加热而熔化,进入熔池。而后送丝方式,是指焊丝从熔池的后侧送入,并指向光斑,熔化后进入尾部并迅速凝固,不同材料、不同焊接参数下,要选择合适的送丝方式,一般情况下,前送丝的抗干扰能力较强。
(3)光丝间距 在激光填丝焊过程中,光丝间距,即焊丝端部与光斑的距离,对于焊丝能否顺利熔化、熔滴能否顺利过渡进入熔池具有重要的影响。因此,有必要确定激光填丝焊过程中允许的焊丝端部和光束之间的距离,图4-1-19中d即为光丝间距。试验发现,焊丝端部与光斑的距离保持在一定的距离以内,均可以顺利地完成填丝焊接,焊缝成形良好。分析认为,当焊丝端部与光斑的距离超过最小值时,此时焊丝与光束的相交处和焊缝表面有一定的距离,这使得焊丝处于激光束的较大的正离焦范围内,激光的能量密度较小,不能有效熔化焊丝,焊丝基本上又处于等离子体层的上部,熔化能力有限,导致焊丝不能正常熔化。而当焊丝端部与光束距离超过特定距离时,由于距离较远,得不到激光能量和光致等离子体的充分加热,而此时与焊丝接触的母材尚未熔化,因此导致焊缝表面成形出现不均匀现象,甚至焊丝会因未熔化而发生顶丝。因此焊接时要保证激光光斑与焊丝端部的距离在设定的范围内,光丝间距是影响激光填丝焊的焊接过程稳定性的重要因素。
(4)送丝速度 对于送丝速度的影响,应当与焊接速度一起来讨论。在功率一定的前提下,焊接速度与送丝速度的关系对于激光填丝焊的影响非常重要。对于特定的送丝速度,如果焊接速度过快时,热输入较小,焊丝不能连续熔化,会使焊缝成形不连续;如果焊接速度过慢,热输入较大,焊丝填充不足,焊缝成形也不佳。对于一定的焊接速度,送丝速度过快,焊丝不能连续熔化,焊缝成形不良;送丝速度过慢,焊丝填充量不够,接头的截面形状不理想,不能形成良好的余高,达不到填丝应有的作用,因此确定焊接速度和送丝速度的匹配关系是非常重要的。
相关文章

因为形成的熔深大,激光深熔焊适合于较厚材料的焊接和高速焊接。只有当工件上的激光功率密度超过阈值,等离子体才会产生,这标志着稳定深熔焊的实现。焦点位置 激光焊时,为了达到一定的功率密度,焦点位置至关重要。激光终止控制 激光深熔焊时,不管焊缝深浅,小孔现象始终存在。......
2025-09-29
通常双丝高速埋弧焊的焊接速度可达2m/min以上。通过对两电源及行走机构进行时序关系的控制,可避免双丝串列埋弧焊在起弧和收弧位置由于在电弧作用下,所产生的焊缝首尾下塌现象。传统的双丝埋弧焊常在开始位置会产生一小段距离较窄的焊缝,且收弧位置常出现下塌现象。......
2025-09-29

在多丝埋弧焊的应用中,最常见的是三丝埋弧焊,如美国Lincoln公司的三丝埋弧焊装备,特别适合厚大钢板工件的焊接。三丝高速埋弧焊电源可采用多种组合,如AC+AC+AC或DC+AC+AC等组合,但通常采用DC+AC+AC组合的情况比较普遍。有技术文献报道,有技术人员利用埋弧焊实现了厚度为3mm和4mm钢板的高速埋弧焊。......
2025-09-29

具有极高的能量密度,在极短时间内光能可转变成热能,其温度可达数万摄氏度以上,足以使被焊材料达到熔化和气化,利用激光束可进行焊接、切割和打孔等加工。激光焊是以聚焦的激光束作为能源轰击焊件接缝所产生的热量进行焊接的方法。此外,激光会被光滑金属表面部分反射或折射,影响能量向工件传输,焊接一些高反射率的金属比较困难。目前,激光焊主要应用于半导体、电讯器材、无线电工程、精密仪器、仪表部门小型或微型件的焊接。......
2025-09-29

在平衡状态下,小孔表面任一点处有Fv+Fh+Fl=Fg+Fσ 激光焊时,与Fσ和Fv相比,Fg和Fl相对来说较小,可以忽略。焊接速度不高时,Fh也可忽略不计。因此,稳定匙孔的压力平衡条件方程简化为Fv≈Fσ 匙孔的出现大大改变了激光与物质的相互作用过程,即材料对激光的吸收大大增强。由于匙孔效应,当光束进入匙孔后,匙孔相当于一个吸光的黑体,使对激光能量的吸收率大大增加。......
2025-09-29

电阻对焊虽有接头光滑、毛刺小、焊接过程简单等优点,但其接头力学性能较低,对工件端面的准备工作要求高,因此仅用于小断面金属型材的对接,适用范围有限,电阻对焊和闪光对焊的工艺特点比较,见表2-2-48。表2-2-48 电阻对焊和闪光对焊的工艺特点比较(续)电阻对焊主要应注意以下问题。表2-2-50 低碳钢棒材电阻对焊的焊接参数①焊接淬火钢时,增加20%~30%。......
2025-09-29

激光熔覆技术可获得与基体冶金结合、稀释率低的表面熔覆层,对基体热影响较小,能进行局部熔覆。激光熔覆的加热速度可达1000℃/s以上。一台激光熔覆设备,通过调整工艺参数,可以在钛合金表面获得不同熔覆质量的熔覆层。2)钛合金激光熔覆时,在如此高的加热速度下,钛合金共析转变温度Ac1点上升100℃以上,因此激光熔覆时允许钛合金表面温度在熔化温度和相变点Acm之间变化,尽管过热度较大,仍不会发生过热或过烧现象。......
2025-09-29
相关推荐