复合粉末是由两种或两种以上不同性质的固相物质颗粒经机械团聚而非合金化所形成的颗粒,分为团聚复合粉末、包覆复合粉末和烧结复合粉末。用镍铝复合粉末喷涂的涂层十分致密,孔隙率低,气密性好,导电性较好,无磁性。喷涂时,在Al的熔点附近,Ni、Cr和Al发生强烈的放热反应,生成3Al型金属间化合物,显著地提高了涂层与基体的结合强度,在Q235钢基体上等离子喷涂涂层的结合强度可达MPa,比Ni-Al复合粉末喷涂层更高。......
2025-09-29
1.基本指令
FX2N系列PLC的基本指令见表7-30。
2.步进顺控指令
FX系列PLC的步进顺控指令有两条,即步进开始指令STL和步进结束指令RET。
(1)状态元件S 初始状态S0~S9、回原点S10~S19,一般状态S20~S899,状态元件的STL触点由SET激活。
(2)状态转移图SFC 图7-78对应的状态转移图见图7-79。运行时,设法将某状态置“1”。FX系列PLC常用M8002使S0=1,如激活S21,同时S0自动复位、状态转移。S21激活后,驱动合模继电器动作,当合模到位后X1闭合→S21复位,S22=1,顺序完成过程后回S0。当前状态符合条件时转移;每个状态元件有断电记忆功能;可多状态、多分支、多汇合激活,多流程转移。
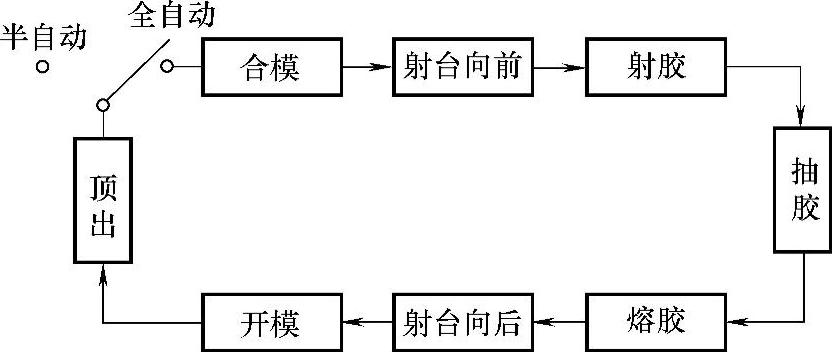
图7-78 注塑机控制工序
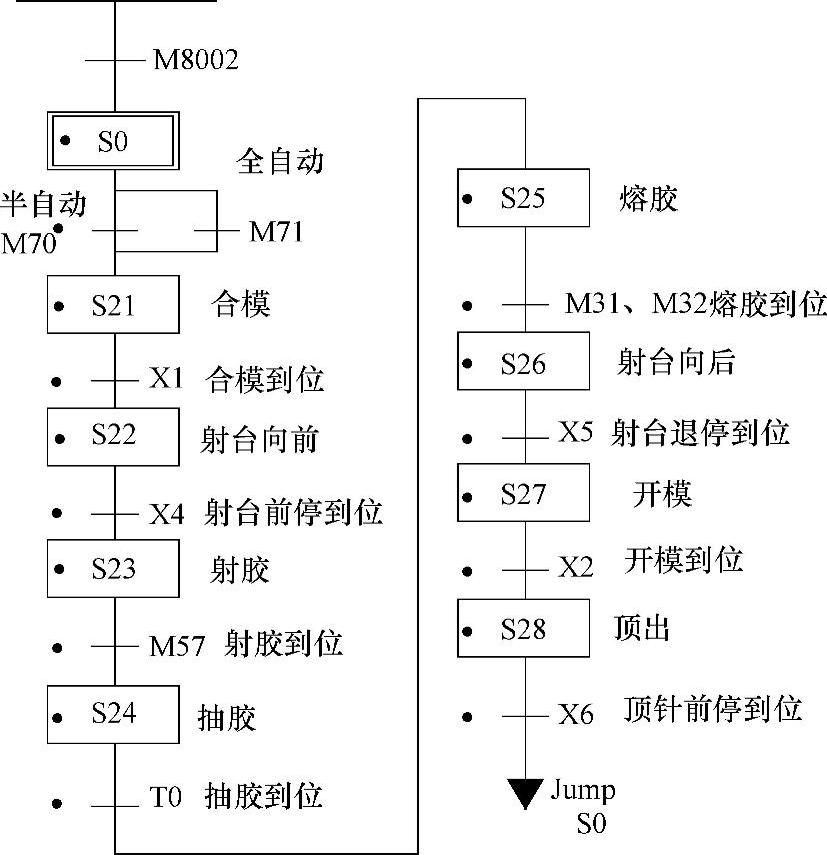
图7-79 注塑机状态转移图
(3)梯形图与指令表 以五路流水灯为例,其程序由Y0~Y4控制,启动X0,停止X1,间隔1s依次闪亮。其状态转移图见图7-80,梯形图见图7-81。
(4)类型及规则 单流程转移图见图7-82;分支和同时处理转移图见图7-83、图7-84;跳转与重复流程转移,向下直接转移和向外转移称为跳转,用↓表示转移方向,见图7-85、图7-86,向上转移称重复;分支与汇合的组合流程状态转移图,见图7-87、图7-88。
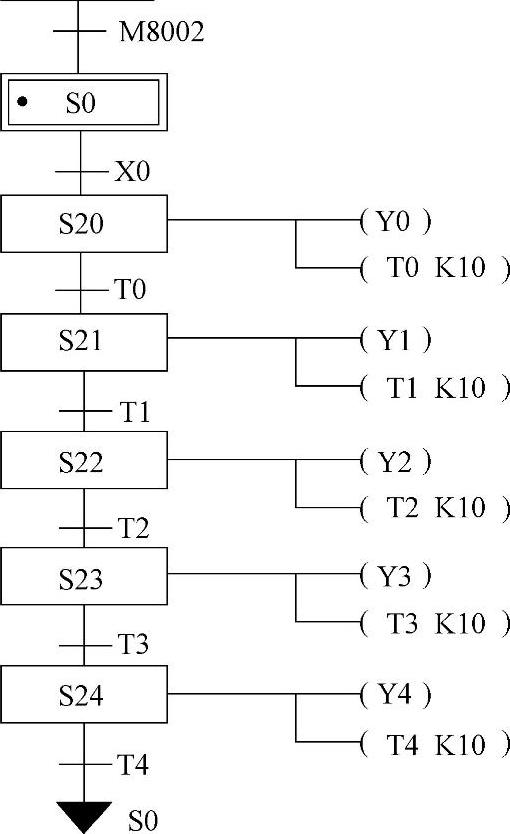
图7-80 五路流水灯状态转移图
(5)SFC规则
①分支数的限制。S0~S9每一状态分支电路不超过16条,每一分支点分支数不超过8条,见图7-89,不可直接从汇合线或汇合前状态向其他状态跳转或复位,必须设置虚拟状态。
②分离程序流。多个初始状态的转移,按各初始状态分开编程,见图7-90,从S3状态S20~S39的STL结束后,再与下一个S4程序编制。这两部分分离程序流中,用OUT代替SET实现跳转。
③初始状态编程。如图7-91所示,初始S0~S9,编程时初始状态在其他状态前,STL最后必须有RET指令。
④没有分支与汇合。状态转移典型状态见图7-92,每个状态有驱动负载、转移条件、转移目标。可用状态转移图或步进梯形图。编程顺序先负载驱动,再转移处理。STL指令位于主母线常开触头,在副母线直接接线圈或通过触头驱动线圈,用LD、LDI。返回原主母线用RET。每次只考虑1个状态,不出现双线圈输出。状态顺序可自由选择,S编号自由选择。
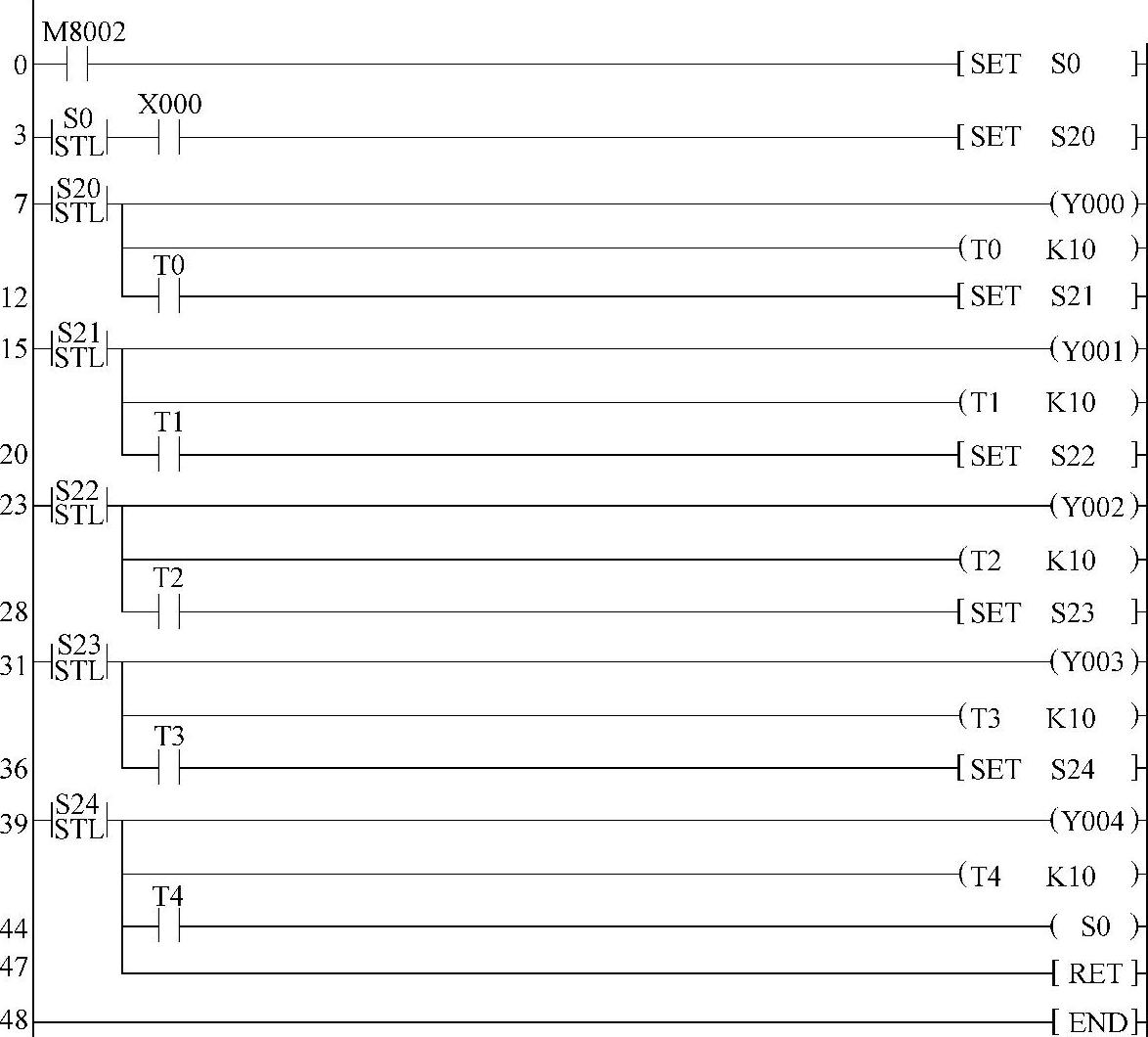
图7-81 五路流水灯步进梯形图
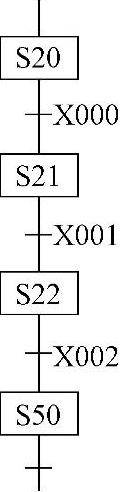
图7-82 单流程转移图

图7-83 多工序选择分支
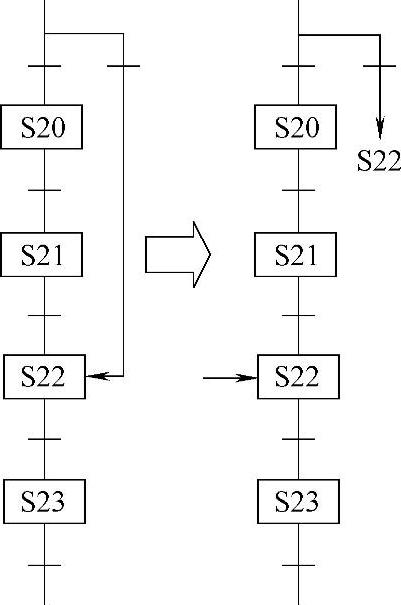
图7-84 多工序并行分支
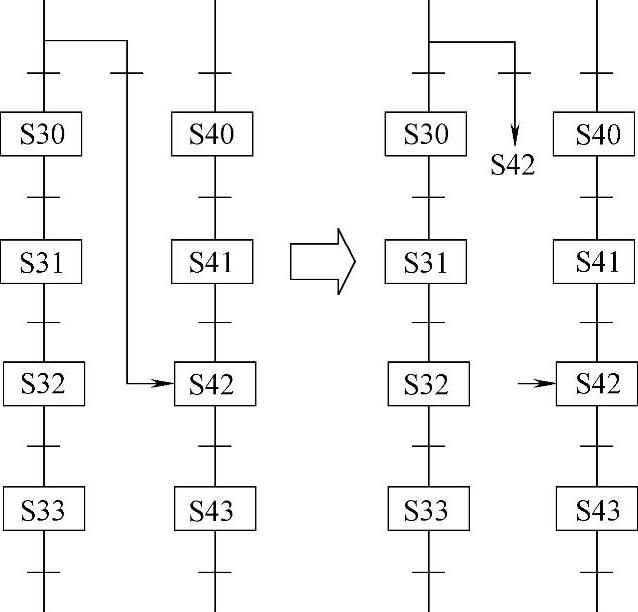
图7-85 跳转流程状态转移图
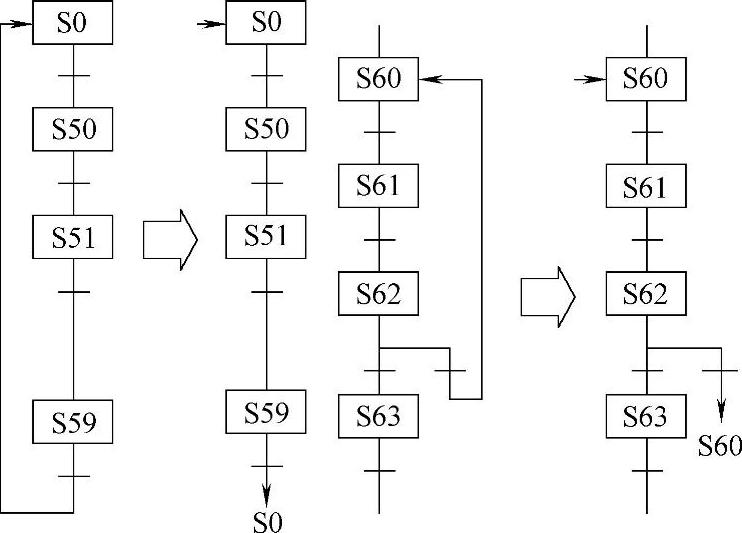
图7-86 重复流程状态转移图

图7-87 分支与汇合组合流程状态转移图1(https://www.chuimin.cn)
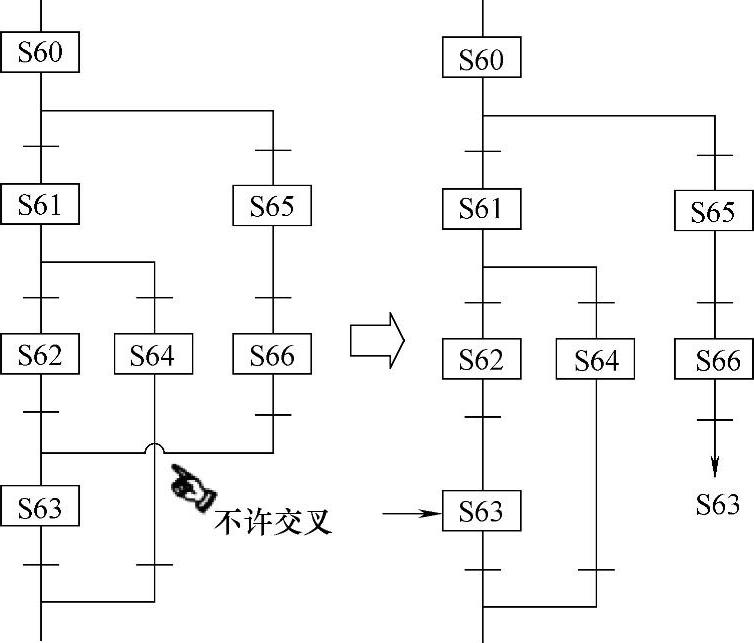
图7-88 分支与汇合组合流程状态转移图2
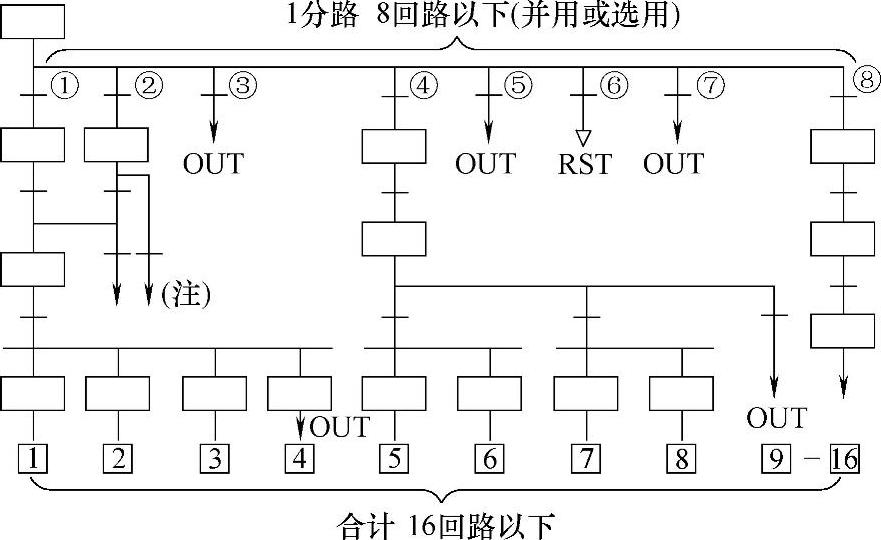
图7-89 分支数的限制
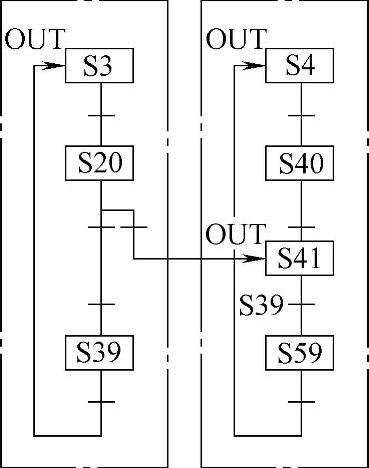
图7-90 分离程序流
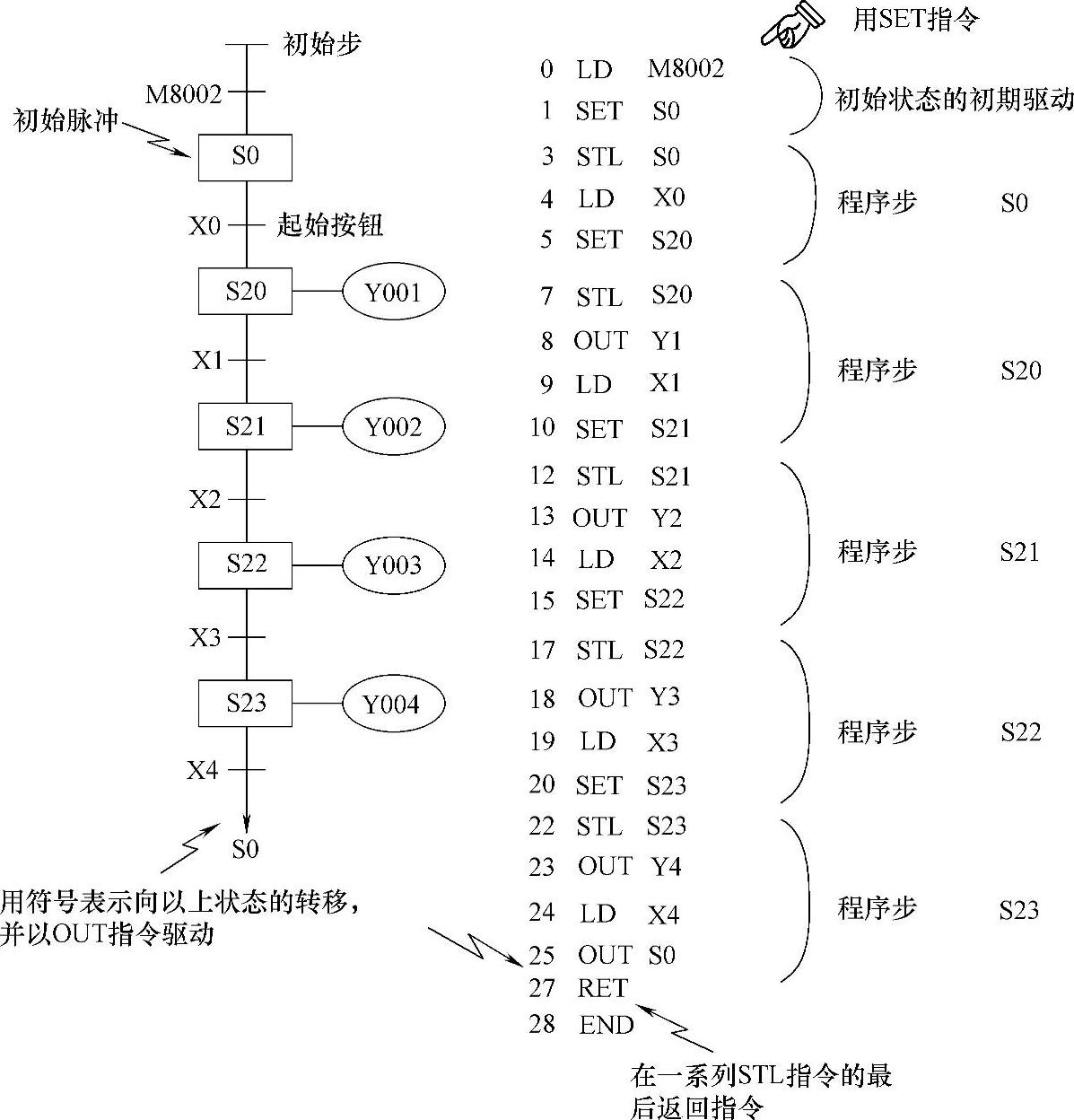
图7-91 初始状态编程
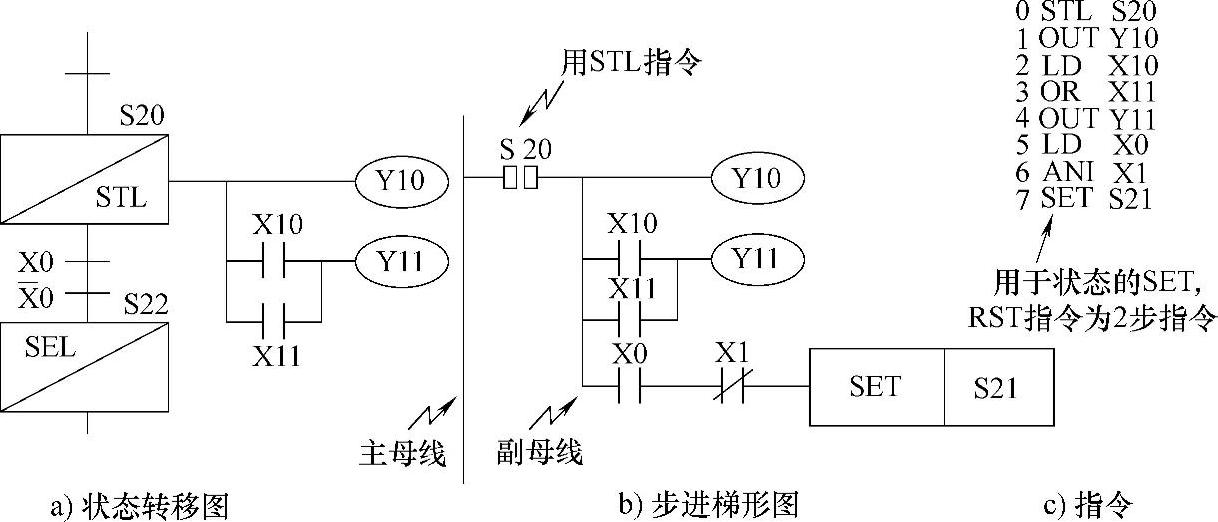
图7-92 步进顺序控制示例
⑤跳转和复位处理,见图7-93。状态可向流程外状态转移,见图7-94。复位处理程序见图7-95。

图7-93 跳转和复位处理示例

图7-94 跳转处理程序
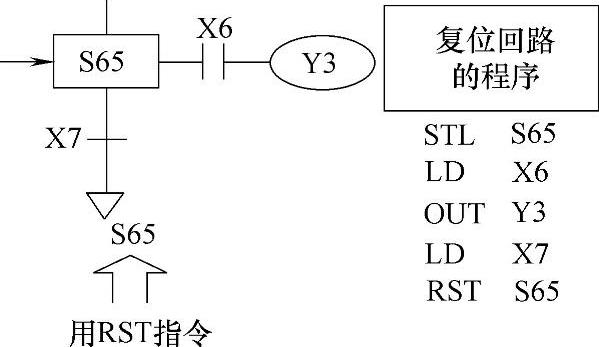
图7-95 复位处理程序
⑥选择性分支和汇合。先驱动处理再设定转移条件,由左至右逐个编程,见图7-96。先汇合前状态输出处理,然后向汇合状态转移,由左至右汇合,见图7-97。
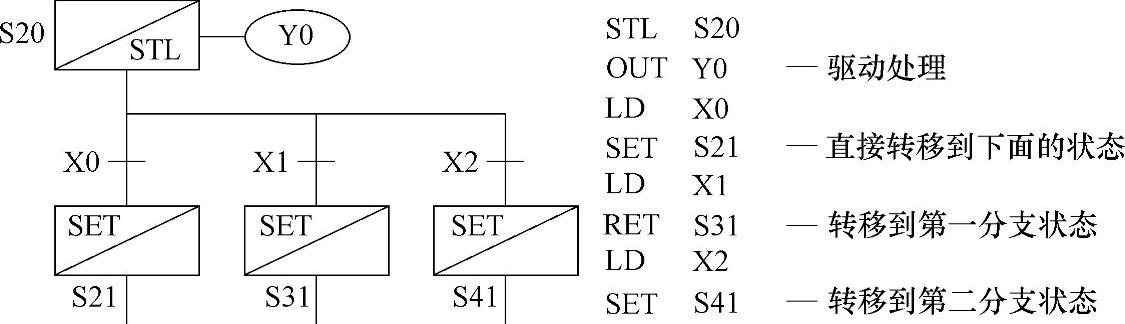
图7-96 选择性分支编程
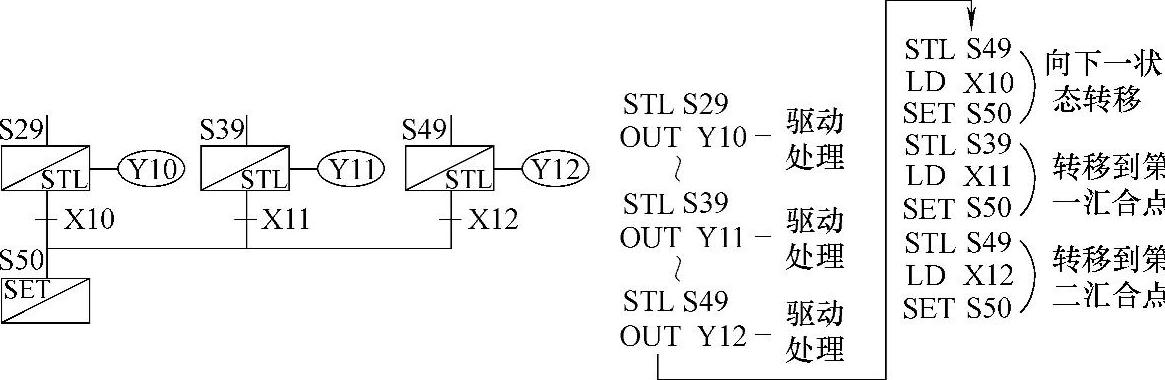
图7-97 选择性汇合编程
⑦并行分支和汇合。先驱动再转移处理,依次由左至右,见图7-98。并行汇合前先对各状态的输出分别编程,再由左至右汇合处理,见图7-99。
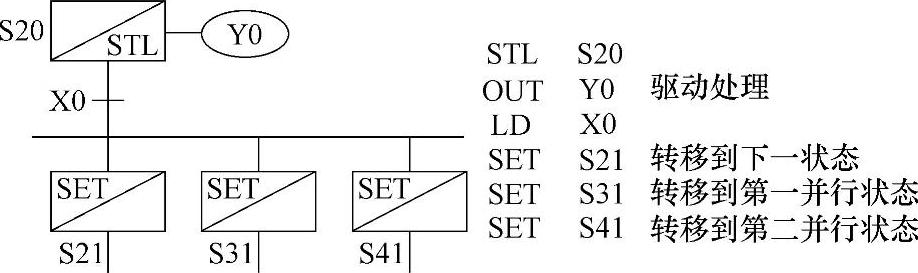
图7-98 并行分支编程
⑧分支与汇合的组合。程序连续直接从汇合点转移到下一分支,没有中间状态,建议在图7-100加入虚设中间状态,S100和S103的转移触点可省略。分支条件和汇合条件组合见图7-101。
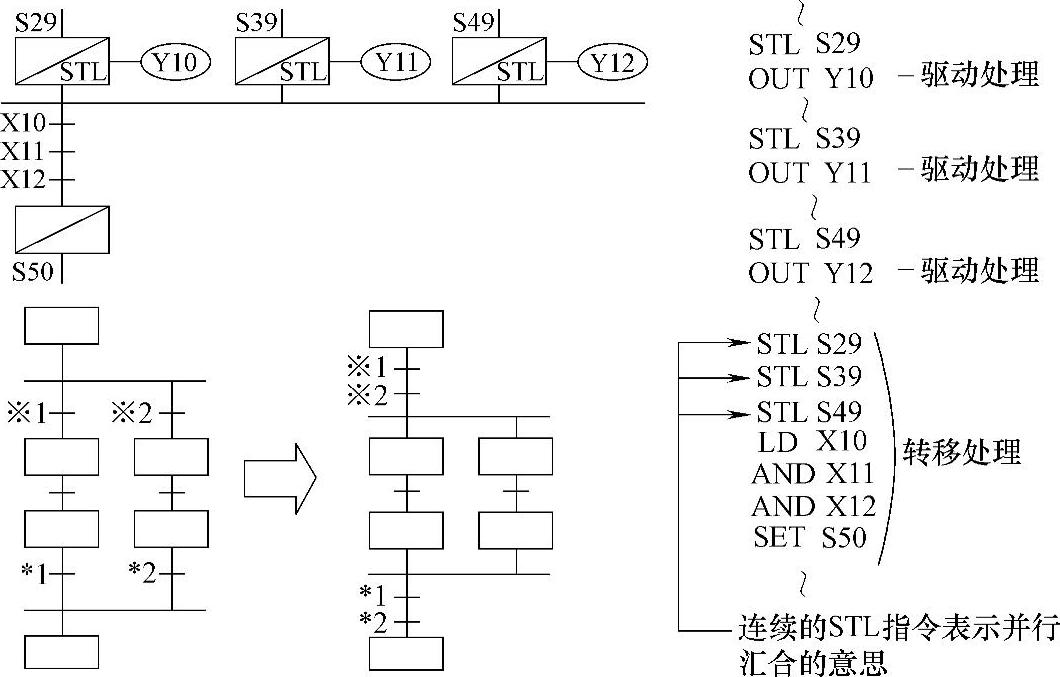
图7-99 并行汇合
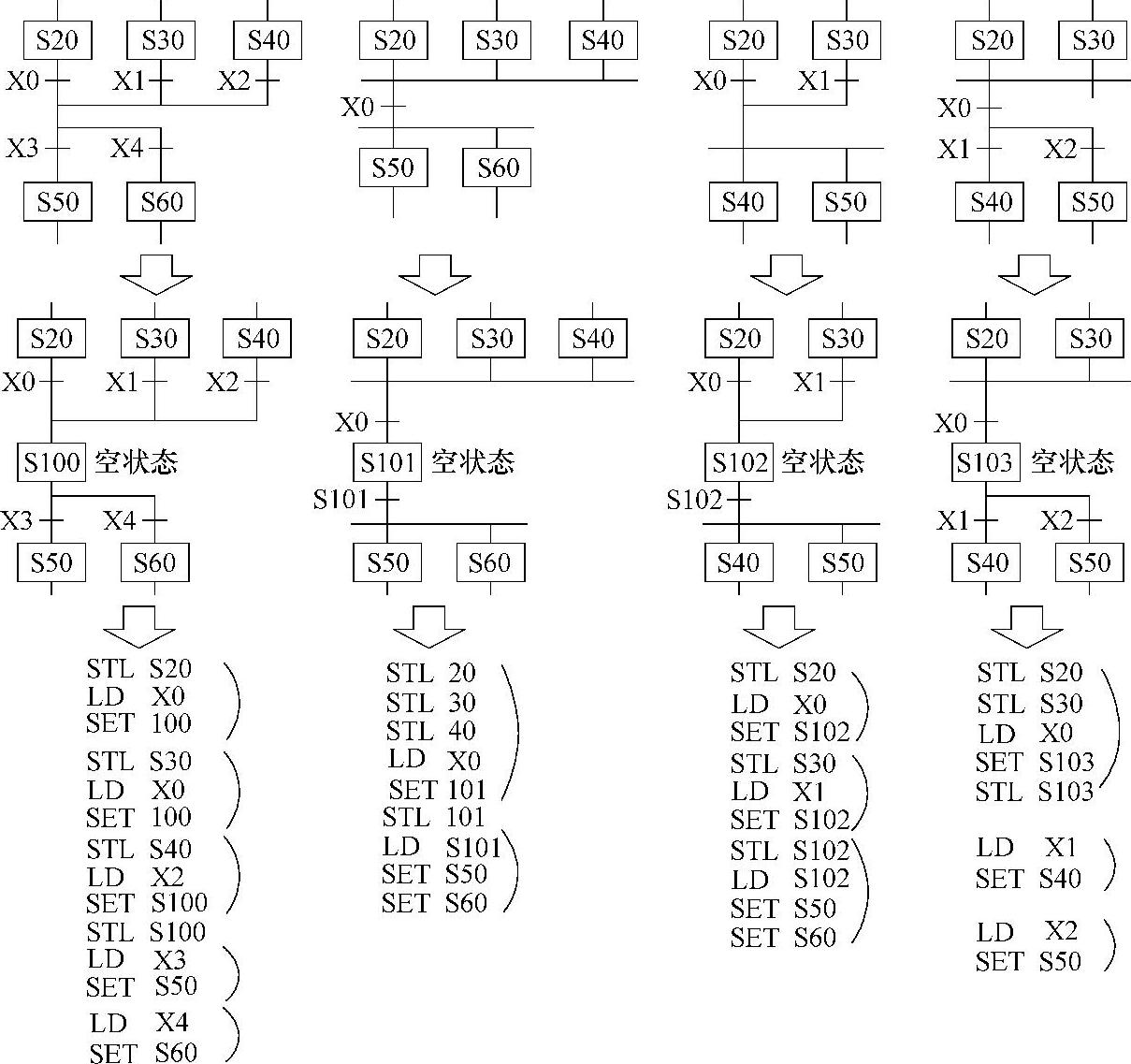
图7-100 分支与汇合的组合
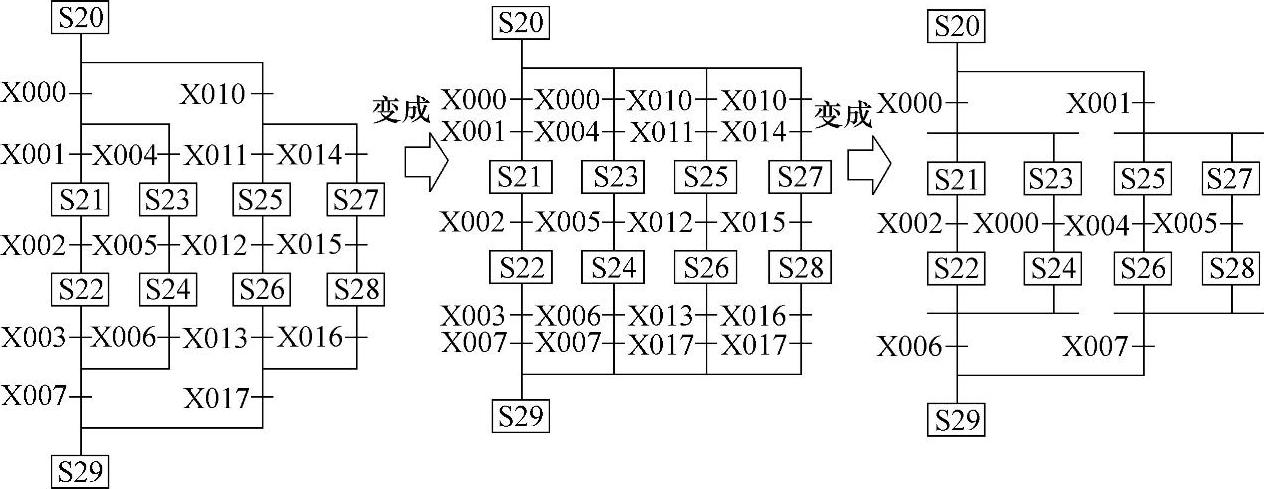
图7-101 分支条件和汇合条件组合
相关文章

复合粉末是由两种或两种以上不同性质的固相物质颗粒经机械团聚而非合金化所形成的颗粒,分为团聚复合粉末、包覆复合粉末和烧结复合粉末。用镍铝复合粉末喷涂的涂层十分致密,孔隙率低,气密性好,导电性较好,无磁性。喷涂时,在Al的熔点附近,Ni、Cr和Al发生强烈的放热反应,生成3Al型金属间化合物,显著地提高了涂层与基体的结合强度,在Q235钢基体上等离子喷涂涂层的结合强度可达MPa,比Ni-Al复合粉末喷涂层更高。......
2025-09-29

下面以模型pocketing.prt为例,紧接着上节的操作,说明创建工序的一般步骤。选择下拉菜单命令,系统弹出图2.7.1所示的“创建工序”对话框。图2.7.1 “创建工序”对话框图2.7.2 “型腔铣”对话框:刀具会以圆形回环模式运动,生成的刀轨是一系列相交且外部相连的圆环,像一个拉开的弹簧。......
2025-09-29

下面的内容会以龙母的照片为案例,介绍如何在Lightroom中对照片的颜色进行精细调整。①以《权力的游戏》视频截图作为调色参考,对图片进行分析。这是一张明暗对比弱,但是色差反差强的图片。因为横轴上的像素在右侧空出了一块区域,所以在调整明暗关系时,并没有把白色色阶调得很高,以防止白色背景过曝。略微增加色温,现在两张照片的直方图已经非常接近了,但衣服和皮肤的颜色差距还比较大,需要进一步精细调整。......
2025-09-29

如图7-2所示,根据理论推导,梁弯曲时横截面上任一点正应力的计算公式为式中 M——横截面上的弯矩;y——所计算应力点到中性轴的距离;Iz——截面对中性轴的惯性矩。已知F=3kN,h=180mm,b=120mm,y=60mm,l=3m,a=2m,求C截面上K点的正应力。计算C截面上K点的正应力,将MC、y及l代入式(7-1),得:由于C截面的弯矩为负,K点位于中性轴上方,所以K点的应力为拉应力。......
2025-09-29

以使用“三维建模”工作空间为例,在功能区“实体”选项卡的“实体”面板中单击“旋转”按钮。打开本书配套的“旋转.dwg”图形文件,该图形文件中已有的闭合曲线如图9-24所示。选择已有闭合曲线作为要旋转的对象,按
2025-09-29

从产品设计角度出发,以机电产品为例对产品设计过程进行阐述,其他产品设计过程与其类似。机电产品设计过程有产品设计规划、原理方案设计、技术设计和施工设计4个主要阶段。现代设计要求设计者以系统的、整体的思想来考虑设计过程中的综合技术问题。(一)产品设计规划阶段产品设计规划,就是决策开发新产品的设计任务,为新技术系统设定技术过程和边界,是一项创造性的工作。......
2025-09-29
程序主要用于排列各加工操作的次序,并可方便地对各个加工操作进行管理,某种程度上相当于一个文件夹。下面还是以模型pocketing.prt为例,紧接上节的操作来继续说明创建程序的一般步骤。图2.3.1 “创建程序”对话框Step2.在“创建程序”对话框的下拉列表中选择选项,在区域的下拉列表中选择选项,在文本框中输入程序名称PROGRAM_1,单击按钮,在系统弹出的“程序”对话框中单击按钮,完成程序的创建。图2.3.1所示的“创建程序”对话框中各选项的说明如下。......
2025-09-29
如果计入这些损耗,就可得到超级电容器的效率,这在进行超级电容器组单体数量计算时必须考虑。举例来说,图9-6分别给出了一个参数为2600F/2.5V/0.7mΩ的超级电容器在恒流和恒功率条件下的充放电效率曲线。可见,器件的实际性能与厂商标称的有很大差距,因此,在进行超级电容器组的容量设计时,必须考虑由器件内部串联阻抗所导致的效率问题。无论如何,考虑效率时就会导致计算所得器件数量的增加,同时也限制了超级电容器组端电压的变化范围。......
2025-09-29
相关推荐