图6-9串行数据通信的通路形式2)波特率串行通信中,数据是按位来传送的。3)串行数据通信的帧格式在串行通信中,没有专门的信号线可用来指示接收、发送的时刻,并辨别字符的起始和结束。串行传送有同步和异步两种基本方式,在测控领域,异步通信应用更加普遍。下面以异步传送的通信规程为例介绍串行数据通信的帧格式。4)近程通信与远程通信串行通信有近程和远程之分,它们在信号形式上有所不同。......
2025-09-29
RS232串行通信时,常因数据输入/输出参数设定不正确、软件不良或硬件不良等原因,造成数据不能传输、出现报警或通信接口烧毁的故障。FANUC 0/16/18/21系统和FANUC 16i/18i/21i/0i/31i系统RS232串行通信时可能出现85号、86号或87号报警,其报警排查流程可见图7-39。
(1)85号系统通信错误报警(COMMUNICATION ERROR) RS232传输数据时,由于输入数据的位数错误、波特率设定不符、计算机和CNC与传输软件不兼容等原因,出现溢出错误、奇偶错误或成帧错误而报警。
(2)86号计算机就绪准备信号断开报警(DR SIGNAL OFF) RS232传输数据时,由于I/O设备电源未接通、通信电缆不良或断线、系统通信电路板故障、CNC主板故障等原因,出现了I/O设备就绪信号被切断的报警。FANUC0C/0D系统的通信控制电路板是系统存储板,FANUC 18系统则为系统主模块,FANUC 0iA系统则为系统I/O模块,FANUC 0iB/0iC/0iD/30i系统则为系统的主板。
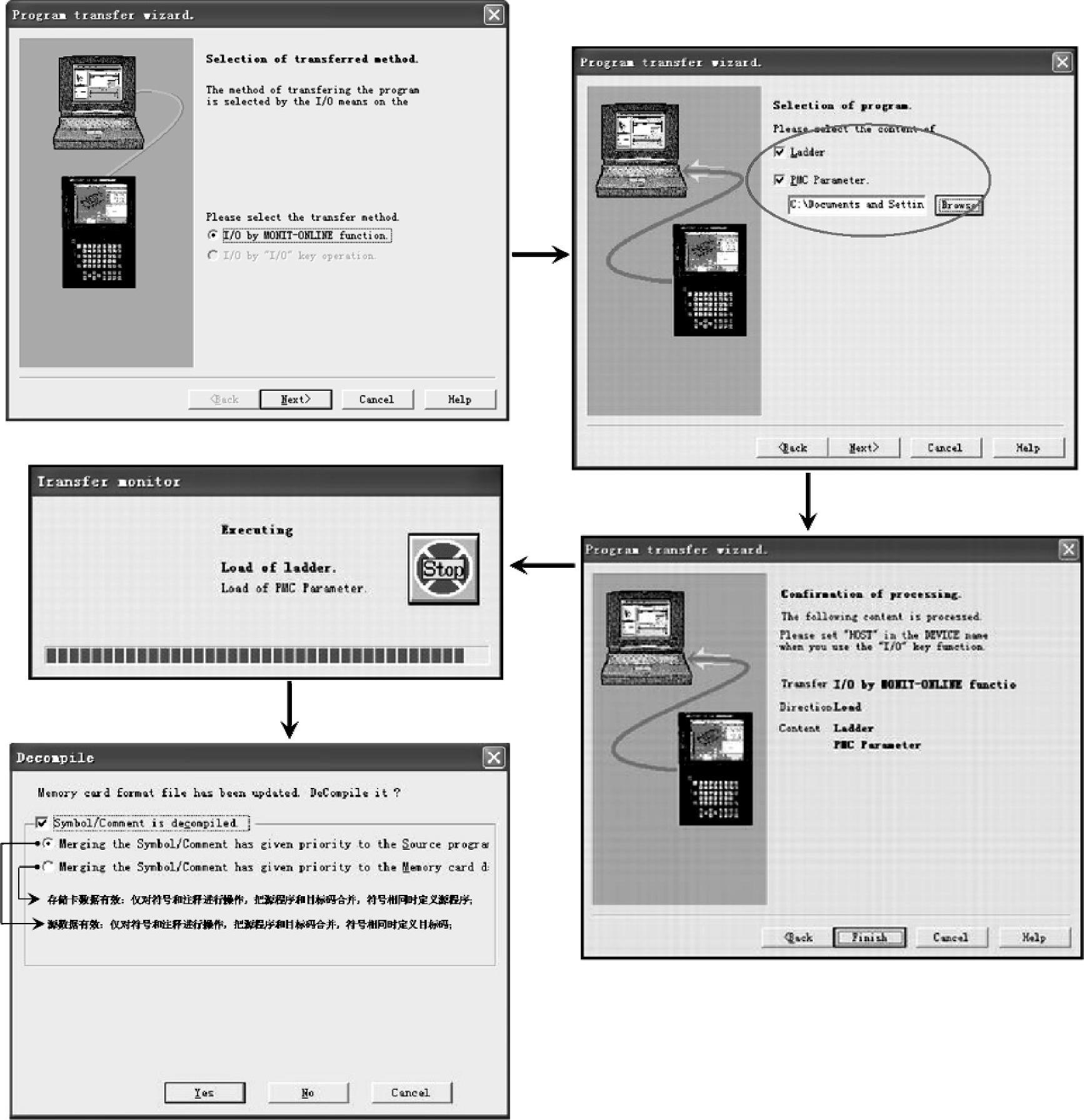
图7-37 PMC程序的在线传输
 (https://www.chuimin.cn)
(https://www.chuimin.cn)
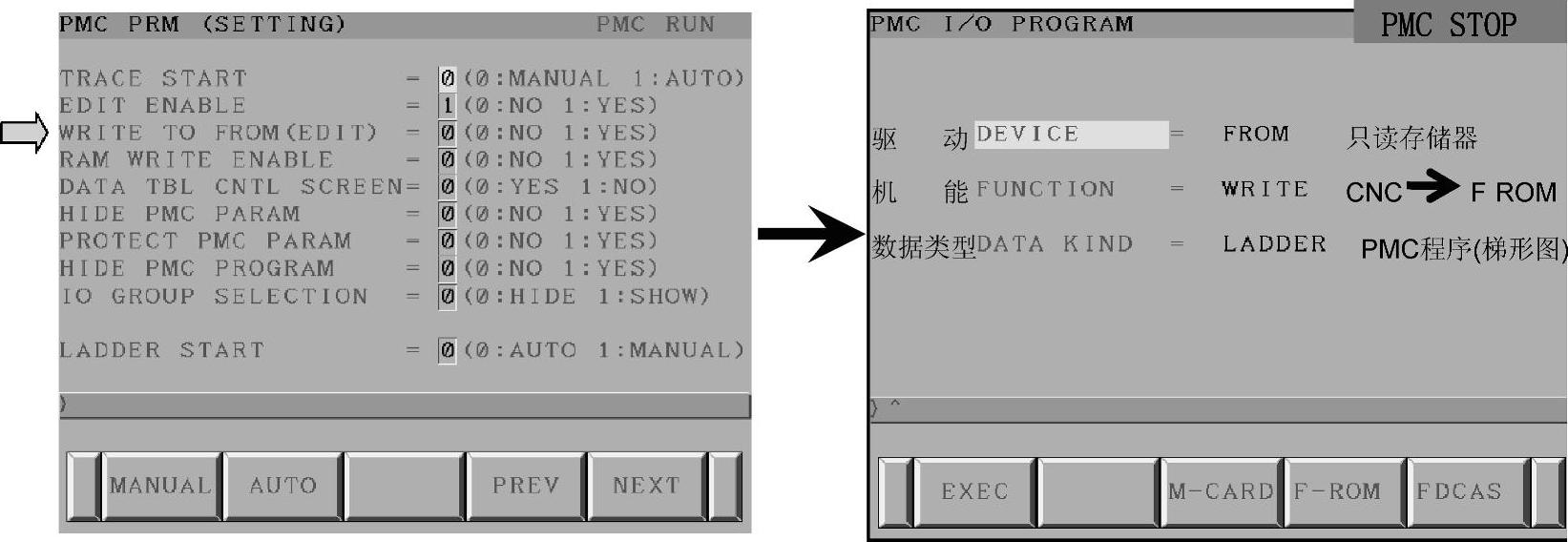
图7-38 修改后的PMC由DRAM写入FROM
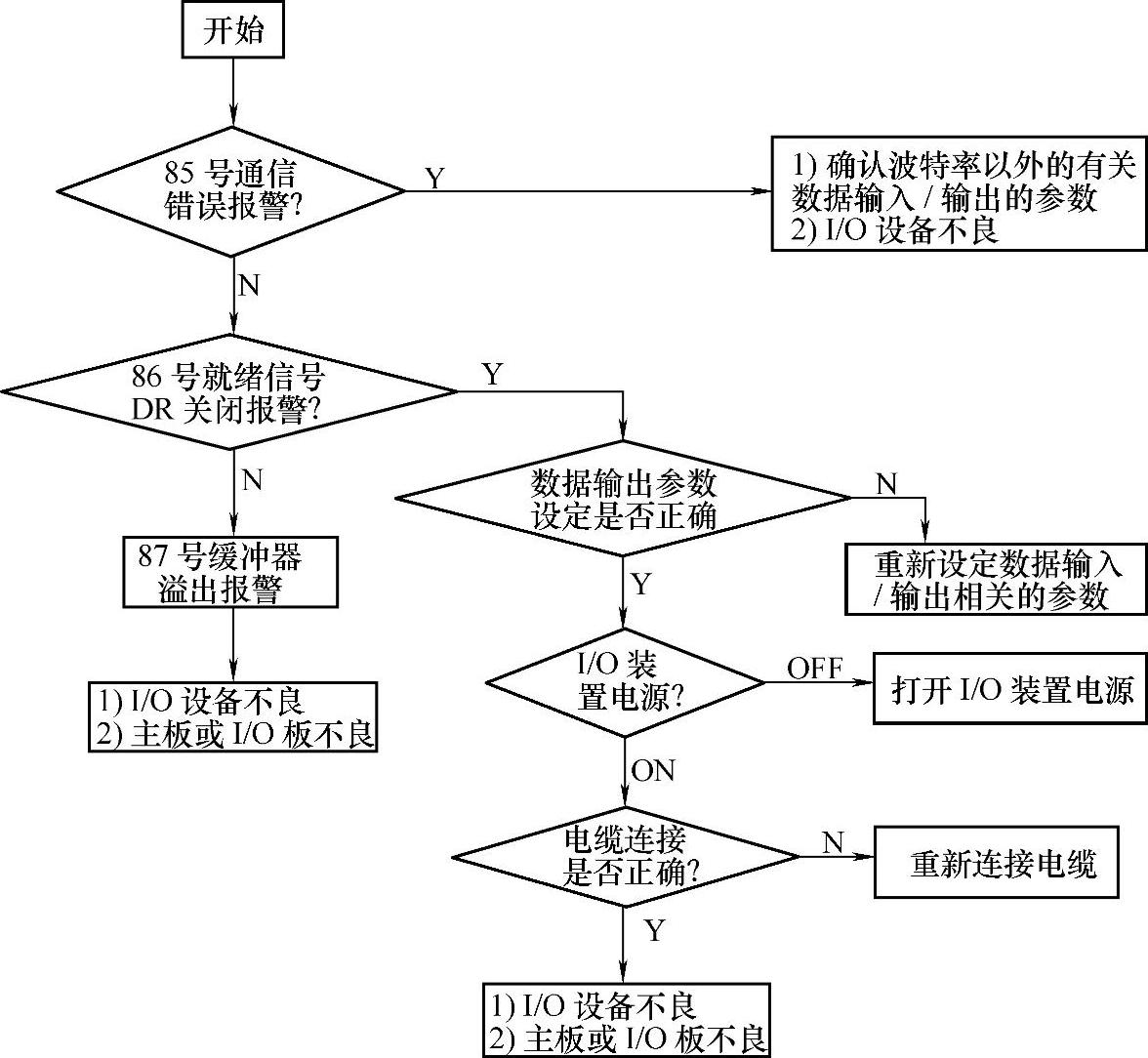
图7-39 RS232通信报警排查流程
(3)87号系统缓冲器溢出报警(BUFFER OVERFLOW) RS232传输数据时,由于波特率设定过高、I/O设备或通信控制电路板故障等原因,造成虽然指定了读入停止但读完10个字符后输入不停止的故障,出现缓冲器溢出报警。
(4)RS232传输数据时,常因操作不当或接地不良而导致的故障及排除方法 RS232串行电缆与计算机和CNC连接时,需在计算机和CNC均断电情况下插拔RS232电缆插头,以免计算机静电或电源漏电使RS232接口或CNC主板烧毁。RS232接口烧毁通常会造成CNC主板上与串行通信相关的贴膜电阻烧坏,这时用电烙铁将贴膜电阻焊下更换即可修复。另外,还要注意通信电缆需带屏蔽层且屏蔽层要接地、通信电缆不宜过长等。
相关文章

图6-9串行数据通信的通路形式2)波特率串行通信中,数据是按位来传送的。3)串行数据通信的帧格式在串行通信中,没有专门的信号线可用来指示接收、发送的时刻,并辨别字符的起始和结束。串行传送有同步和异步两种基本方式,在测控领域,异步通信应用更加普遍。下面以异步传送的通信规程为例介绍串行数据通信的帧格式。4)近程通信与远程通信串行通信有近程和远程之分,它们在信号形式上有所不同。......
2025-09-29

整机不工作此故障是电源不通所致。按SB1,高温不热,但按SB2,保温发热正常该故障多是常开触点K2不导通所致。拆开继电器外壳,发现触点附着碳黑,用酒精清洗并修磨触点,故障排除。若正常,用万用表测量发热管,正常阻值约160Ω左右,若无穷大则烧坏。高温消毒不能自动停机此故障多是ST1触点烧蚀粘死断不开电源所致。若正常,多是臭氧发生器损坏,因用环氧树脂封固组件,难于检修,应按原型号更换。......
2025-09-29

数控机床数控系统的诊断及维修,也就是指系统的硬件及软件故障诊断及维修。通过面板对系统进行各种操作,进行自诊断检测、检查和修改参数并能作出备份,能够通过报警信息确定故障范围。表10.1系统软件的组成以上几部分软件均可通过多种存储介质进行备份,以便出现故障时进行核查和恢复。......
2025-09-29

本节将对以上故障的维修诊断方法进行介绍。图8.13电磁系统的典型吸合形式交流接触器的故障一般发生在线圈回路、机械部分和接触部分等处。接触器吸合不正常时,可从以下三个方面检查原因,并根据检查结果作出相应的处理。......
2025-09-29
当伺服电动机的温度超过规定值时,电动机的热敏电阻阻值发生变化,信号通过伺服电动机的串行编码器传递给CNC系统,CNC系统发出伺服过热400或430号报警。系统伺服调整画面的报警2诊断200.#7lOVL=1 0:伺服电动机过热;FANUC OiA系统为#400报警,FANUC 18i/OiB-D/30i为#430报警。②伺服放大器伺服过载检测电路不良,如放大器过热监控电路和热敏电阻不良,可用规格型号相同的伺服放大器互换以排除故障点。一旦CNC在规定时间内未接收到伺服就绪信号DRD......
2025-09-29
数控机床串行数字主轴的控制除上述介绍的主回路外,还涉及机床操作面板上的按钮、各类开关、状态指示灯、I/O单元或模块及中间继电器等组成的辅助控制回路。串行主轴的辅助控制主要包含主轴速度倍率的修调、正反转控制、点动控制、齿轮换挡控制、刀具夹紧和内孔吹屑控制、主轴准停控制及主轴冷却润滑控制等环节。......
2025-09-29
其中80%的零件损坏是由于异常磨损引起的;60%的设备故障由于不良润滑引起;54%的轴承失效是由于不良润滑引起的。2)高温固体润滑。②润滑油是设备润滑应用得最广泛的润滑剂。高温下工作的机械设备,如空气压缩机、内燃机、气锤等要求润滑油具有较高的闪点。贮存和使用中的润滑油酸值增高,表示润滑油的氧化变质。如空气压缩机、内燃机等设备使用的润滑油,残炭指标应低。......
2025-09-29

相关推荐