支管式机头结构如图6-9所示,圆筒料槽可适当大些以储存更多的熔料,使料流更稳定。支管式机头有以下几种结构形式。支管的模腔与挤出的料流方向一致,塑料板材的幅宽可用在型腔中设计的幅宽调节块按需要调节。图6-13 带有阻流棒的双支管形机头1—支管模腔 2—阻流棒 3—模口调节块......
2025-09-29
某乙烯工程中有13种规格尺寸(从ϕ33.7mm×1.5mm到ϕ508mm×4.5mm)的纯钛管需进行全位置焊接,且与直管连接的弯管无直线段,使保护拖罩制作和焊接操作都比较困难。
1.气体保护措施
采用拖罩保护与管内充氩保护相结合的保护方式。
(1)拖罩保护 自动TIG焊的拖罩结构为全密封带罩轨结构,如图5-24所示。罩体为1mm厚铜皮和直径为8mm的铜管所焊成的两半圆体,以铰链和挂钩连接。铜管两侧沿罩壳方向钻有两排相互错开、孔距为6mm、直径为1mm的小孔。罩轨是由铸造黄铜车削而成的两个半圆体,以铰链和螺栓连接。罩轨共三块,其中的两块用于焊直管,一块与弯管相匹配。
焊接前先将罩轨卡在管子接头两侧,然后把罩体安放在罩轨上,通过上部进气管或连接件固定在机头上,机头转动时带动罩体沿罩轨转动。当钛管直径大于100mm时可用不带罩轨的保护拖罩。
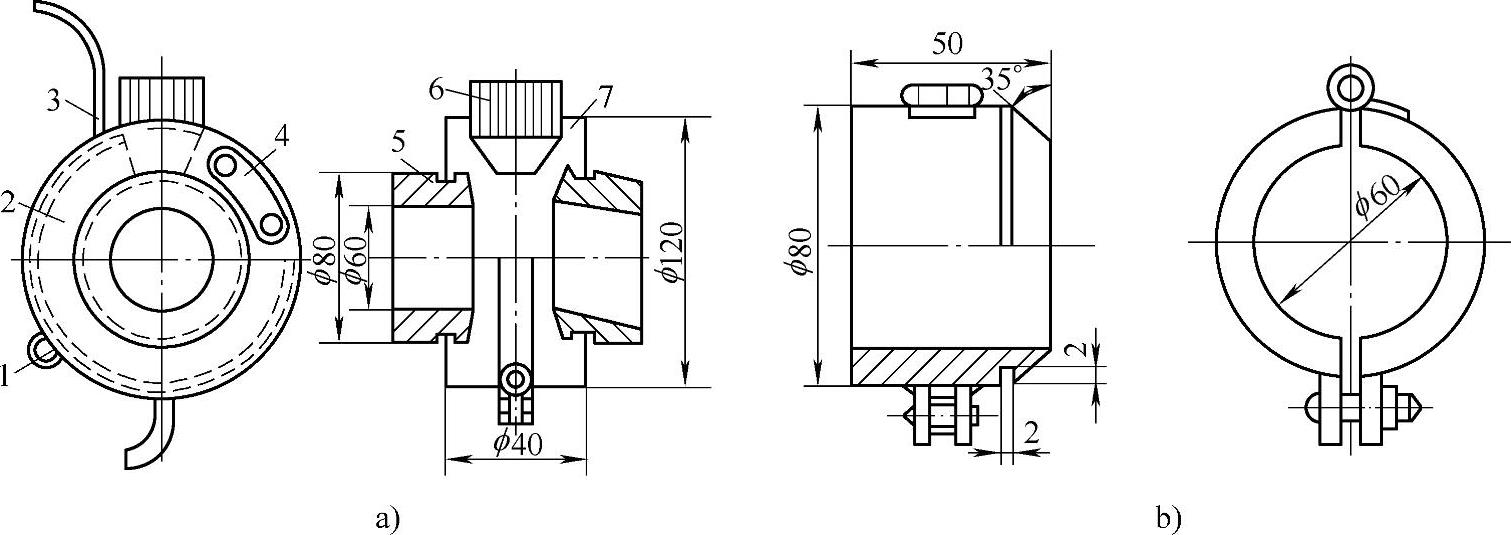
图5-24 拖罩和罩轨的结构示意图
a)拖罩结构 b)罩轨结构 1—铰链 2—排气管 3—进气管 4—挂钩 5—罩轨 6—喷嘴 7—罩体
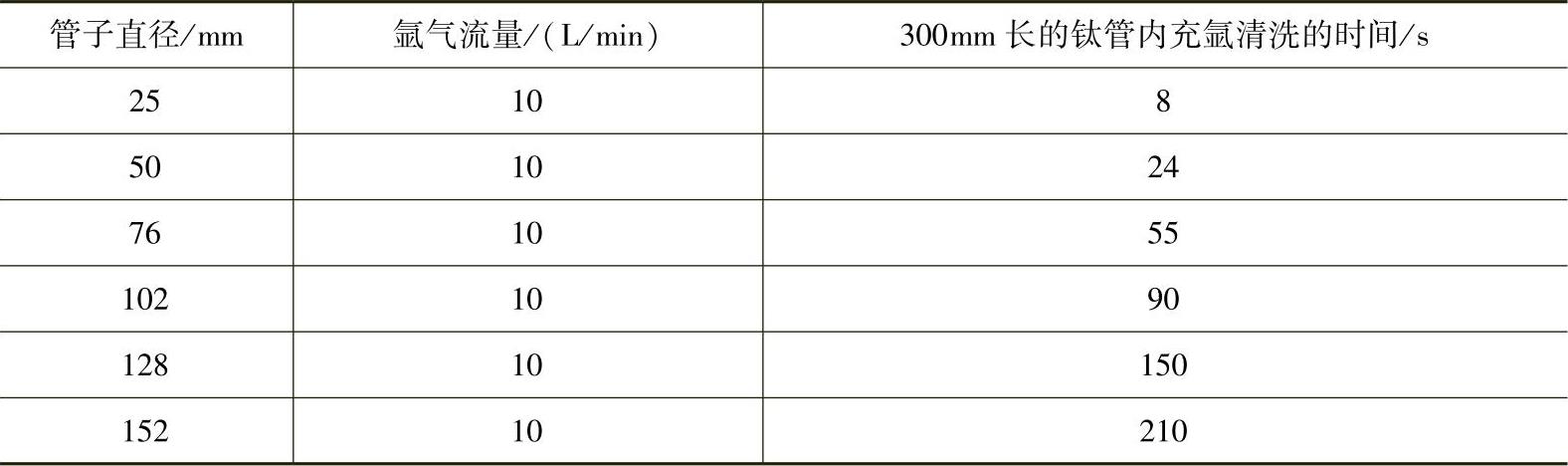
(2)管内充氩气保护 钛管对接焊时采用管内充氩气保护比较困难,特别是当管道系统复杂,而且管道又很长时,内部通氩气保护更为困难。实践中根据具体情况尽量缩小内部充氩保护的容积,以能排出管内的空气为原则。对直径小于100mm的管子可采用整体充氩保护,管径在100~500mm的采用局部隔离充氩保护;管径大于500mm的采用局部拖罩跟踪保护。充进管内的氩气达到充氩容积的5~6倍时方可将管内的空气排净。在实际生产中判定管内充氩清洗的效果是用在一定的氩气流量下充氩的时间来确定的,参见表5-35。
表5-35 不同管径的钛管焊前管内充氩清洗的时间
 (https://www.chuimin.cn)
(https://www.chuimin.cn)
充氩前应先将充氩管端部周围钻若干小孔,以便对管壁充氩。考虑到氩气的密度比空气大,充氩点要选择在充氩管道系统的最低点;而放气点则选择在最高点处。其余管子接头处用密封胶带封住。
2.焊接工艺
焊前在钛管对接接头处进行定位焊,定位焊时管内也要充氩气,焊接参数与正式焊接时相同。定位焊缝长度为10~15mm。钛管手工TIG焊的焊接参数见表5-36。
表5-36 钛管手工TIG焊的焊接参数

图5-25所示为钛管对接接头焊接时起弧点及收弧点的位置。
图5-25中第1点为起弧点,起弧点应设置在定位焊缝上;第1~2点间的焊缝容易产生未焊透缺陷,因此焊接电流应适当增大;第2点以后焊接电流可适当减小约3~5A;到第3点时为使焊缝接头处熔合良好,焊接电流应增大至与起弧点相同的电流值;超过第1点以后电流逐渐衰减;至第4点以后,就断电收弧,整个焊接过程结束。

图5-25 钛管焊接起弧点及收弧点的位置示意图
相关文章

支管式机头结构如图6-9所示,圆筒料槽可适当大些以储存更多的熔料,使料流更稳定。支管式机头有以下几种结构形式。支管的模腔与挤出的料流方向一致,塑料板材的幅宽可用在型腔中设计的幅宽调节块按需要调节。图6-13 带有阻流棒的双支管形机头1—支管模腔 2—阻流棒 3—模口调节块......
2025-09-29

由于钛及钛合金的热容量大,使热影响区金属在高温停留的时间较长,焊缝晶粒因此变得粗大,容易引起焊接接头产生过热倾向,使焊接接头塑性明显降低。尤其是β型钛合金,焊接接头塑性下降最为明显。由于合金元素含量较高,焊接性较差,是一种高强度、高淬透性合金,厚度为12mm的TC10合金焊接时,会出现热影响区裂纹,而在焊前预热250℃时,可预防裂纹并能提高接头塑性。4)正常氢含量的钛及钛合金焊接时,不会出现氢化钛。......
2025-09-29

钛及钛合金常用的焊接方法主要有钨极氩弧焊、熔化极氩弧焊、等离子弧焊、真空电子束焊、激光焊、闪光焊、摩擦焊、扩散焊、扩散钎焊、钎焊、电阻点焊和缝焊等。钛及钛合金组焊时,焊工必须戴洁净的手套严禁用铁器敲打。焊接过程中,焊缝及热影响区不会被空气污染及氧化、非常适用于钛及钛合金的焊接。为预防钛及钛合金真空电子束焊焊缝出现气孔,焊前要认真将待焊处进行酸洗和机械加工。钛及钛合金真空电子束焊的焊接参数见表6-3。......
2025-09-29

在特殊情况下,在不断气、断电的情况下进行可达性差的结构焊接时,应向上级主管安全部门申请,经他们研究批准后方可施工。6)水下可达性差的结构焊接时,必须严格遵守《水下焊接与切割中的安全技术》标准及有关潜水规定。4)可达性差的结构焊接时,要对焊接现场尽量实行隔离。......
2025-09-29

表2-4 不锈钢钢管对接垂直固定单面焊双面成形的焊接参数4.焊接操作焊接层次分为打底层、盖面层两层。不锈钢管对接垂直固定手工TIG焊打底焊时焊枪与焊丝、管子的角度如图2-5所示。同时,每道焊缝与前一道焊缝要搭接1/3左右,盖面层焊缝要熔进坡口两侧边缘1~2mm。图2-6 不锈钢管对接垂直固定焊条电弧焊盖面焊时焊条与管子的夹角......
2025-09-29
图8-12所示为一步法三台挤出机铝塑复合管成型机头结构。图8-14所示为由三台挤出机组成的铝塑复合管生产工艺流程。这种组合减少了铝塑复合管生产线制作、组装、调整试模的难度,被许多用户接受采用。一步法四台挤出机铝塑复合管生产的工艺参数:1)外层塑料挤出机。......
2025-09-29

发光二极管的最大工作电流与环境温度关系极大,如磷化镓管,温度低于25℃时,IFm为30mA,当温度高于80℃时,IFm为零。发光二极管可选用BT204-F型;限流电阻R可选用30kΩ。......
2025-09-29

在确定整个焊接结构的生产工艺过程时,应根据该焊接结构的生产特点和工艺特点,尽量采用现代化焊接技术,并结合现有条件,采取必要措施解决生产技术问题。焊接结构生产的工艺过程包括以下内容。2)在脆性转变温度以下工作的焊接结构,在焊后应进行消除应力回火处理,以减小结构产生脆性破坏的可能性。在制定钢结构的生产工艺时,同时要制定出检验内容和检验程序。......
2025-09-29
相关推荐