根据所熔炼的合金种类和熔化炉的种类决定铝合金的具体工艺流程,一般的工艺过程如下:熔炼前的准备工作主要包括以下部分:1)配料计算。4)准备熔炼炉及坩埚:根据坩埚的材质情况,如是铸铁坩埚,表面应刷涂料。对变形铝合金的一般制品,可连续熔炼8~15炉清炉1次。其方法是在炉底均匀撒上一层粒状的熔剂,然后把炉子升温到800~850℃,清除炉内残渣。......
2025-09-29
利用水冷铜坩埚熔炼金属早在20世纪70年代就有介绍,在水冷铜坩埚中熔炼金属时,水冷铜坩埚与金属熔体之间存在一层由金属熔体凝固而产生的固体壳层即所谓凝壳,因此该技术也常被称为凝壳熔炼技术。此时坩埚内衬相当于用所熔金属制成,即坩埚内表面与金属熔体成分相同,避免了坩埚对金属熔体的污染。如图3-11所示为水冷铜坩埚感应熔炼方法示意图,水冷铜坩埚由数个弧形或管状铜块组成,铜块间彼此绝缘不构成回路,每一块都产生感应电流。因此组合坩埚的每一处缝隙都是一个强磁场,由于环状效应所致,在坩埚内形成一个强化的磁场。冷坩埚如同聚流器一样,将磁力线聚集到坩埚内的炉料上,同时由坩埚内壁处的磁场方向及该处炉料的感应电流方向产生了一个单向的将熔体推向坩埚中心的电磁力即磁压缩效应。随着组合块数及输入功率的增加,强化的磁场促进炉料迅速熔化并产生强烈的搅拌作用,使金属熔体的温度和成分均匀,并进一步获得一致的过热度。

图3-11 水冷铜坩埚感应熔炼示意图
根据熔化金属时热量来源方式不同,可分为自耗电极电弧炉、非自耗电极电弧炉、电子束炉、等离子弧炉及感应熔炼炉等,其中前4种可统称为外热式熔炼方法,而感应熔炼可称为内热式熔炼方法。在自耗电极电弧炉熔炼过程中电极的熔化及熔体的凝固是同时进行的,而且熔池中的温度梯度很大,温度不均匀,因此很难保证铸锭的化学成分与组织均匀性。现在自耗电极电弧炉多用重熔铸锭来克服夹渣。真空自耗电极电弧炉通常以自耗电极为阴极,以保证尽可能多的能量进入熔池,提高过热度,得到良好的铸锭。早期的非自耗电极电弧炉的电极材料采用金属钨或石墨,这是从熔点及导电性能方面考虑的。但实际应用表明用这两种材料作电极时会对合金造成污染。电子束炉一般包括多个电子束枪,多个水冷铜坩埚及真空室。现在此种炉的电子束的位置可以由计算机控制,可以在熔体表面扫动,实现均匀加热,保证铸锭的质量。电子束炉可以使用碎料生产一次电极、板材或铸锭。等离子束熔炼炉是以电流通过气体时使气体电离产生弧光,利用弧光放出的热量熔炼反应性金属或合金。等离子束炉可将被电离的气体循环利用,因此可用氦气作为电离气体,可比用氩气为电离气体的熔炼速度快一倍。等离子束熔炼的功率较大,可以安放多个等离子枪。一般要比真空自耗电极电弧炉稳定,而且可在一定压力范围内工作,减少了合金元素的损失,同时可容易地去除H、Cl等元素。相对独立的能量进给系统、搅动系统和供料系统可以保证铸锭的质量,如良好的表面、很少的疏松、微量的偏析等。
本节以最为常用的电磁感应水冷铜坩埚凝壳熔炼为例,介绍钛合金熔炼时的基本特征。钛或钛铝合金熔炼时,熔炼炉料一般为颗粒状的海绵Ti和块状的Al锭等。由于熔炼金属之间热导率、热容等物性参数之间的差异以及炉料在坩埚中放置位置的不同,在炉料开始熔化到完全熔化这段时间内,由于不同金属之间熔化顺序的不同将导致由于水冷铜坩埚激冷作用而形成的凝壳中出现元素偏析或富集。实验表明,凝壳的总质量一般为初始炉料总质量的5%~30%。因此,熔体的最终成分与指定成分势必会产生一定的偏差。下面以TiAl合金为例,进行简要的讨论。
如图3-12所示为Ti-50Al(摩尔分数)熔体在不同熔炼功率下凝壳质量分数随保温时间的变化。由图可知,开始保温之后,随着保温时间的延长,凝壳质量分数fskull急剧减小,这是因为输入的能量大于熔体通过冷坩埚和热辐射损失的能量,使得之前形成的凝壳重新熔化而变薄。随着保温时间的继续增加,凝壳质量分数的减小趋势变缓,并最终不再恒定,这是因为随着保温时间的增加,凝壳减薄,热损失加快,炉料与坩埚之间热量的吸收和损失逐渐趋于并最终达到平衡。
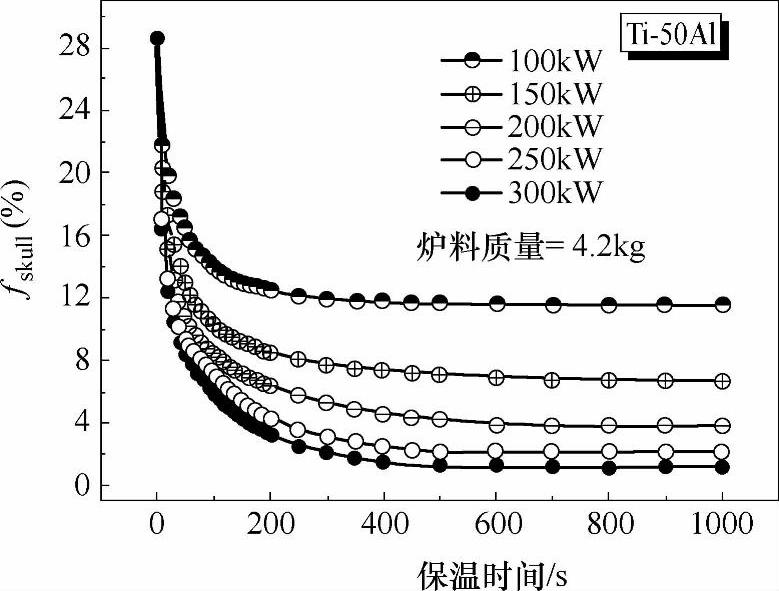
图3-12 Ti-50Al(摩尔分数)熔体在不同熔炼功率下凝壳质量百分数随着保温时间的变化
从图中还可以看出,当保温时间达到900s之后,无论施加多大功率,炉料已经达到热平衡,凝壳的质量分数不再随保温时间的延长而变化。需要指出的是,熔炼结束时凝壳中熔体的量以及由于凝壳中合金组元富集导致合金熔体的成分偏差都与达到热平衡时凝壳的大小,即最终凝壳的形貌及厚度相关。凝壳越薄、质量越小,熔炼结束时得到的液态金属的量就越多,对合金成分的影响也就越小。因此,在实际熔炼过程中,应尽量减小凝壳的厚度。
图3-13是保温过程中Ti-50Al(摩尔分数)在不同时刻的凝壳形貌示意图。初始炉料总质量为4.2kg,熔炼功率为150 kW。由于冷坩埚的轴对称性,计算过程中仅选取了对称轴右半部分区域,本节中给出的所有凝壳形貌图都是对称轴右半部分的结果。其中,图形高度为外加磁场为零时的熔体高度。
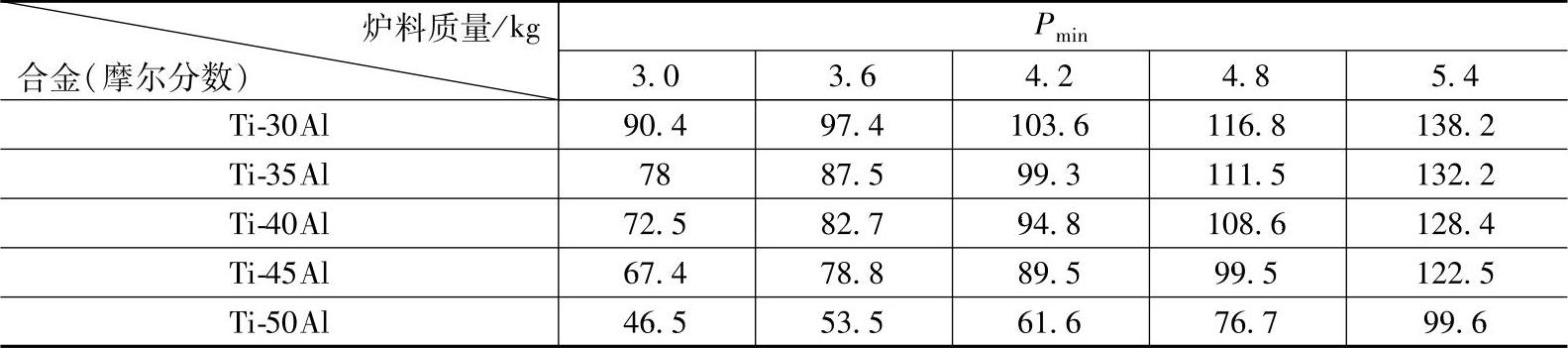
图3-13a中时间为零表示保温刚刚开始时凝壳的形貌,该数值是根据表3-9所提供的最小功率计算出来的。图3-13b和图3-13c两图中对应的时间分别为100s和900s,由图可以看出,它们分别表示保温过程中未达到和已达到热平衡条件下凝壳的形貌。
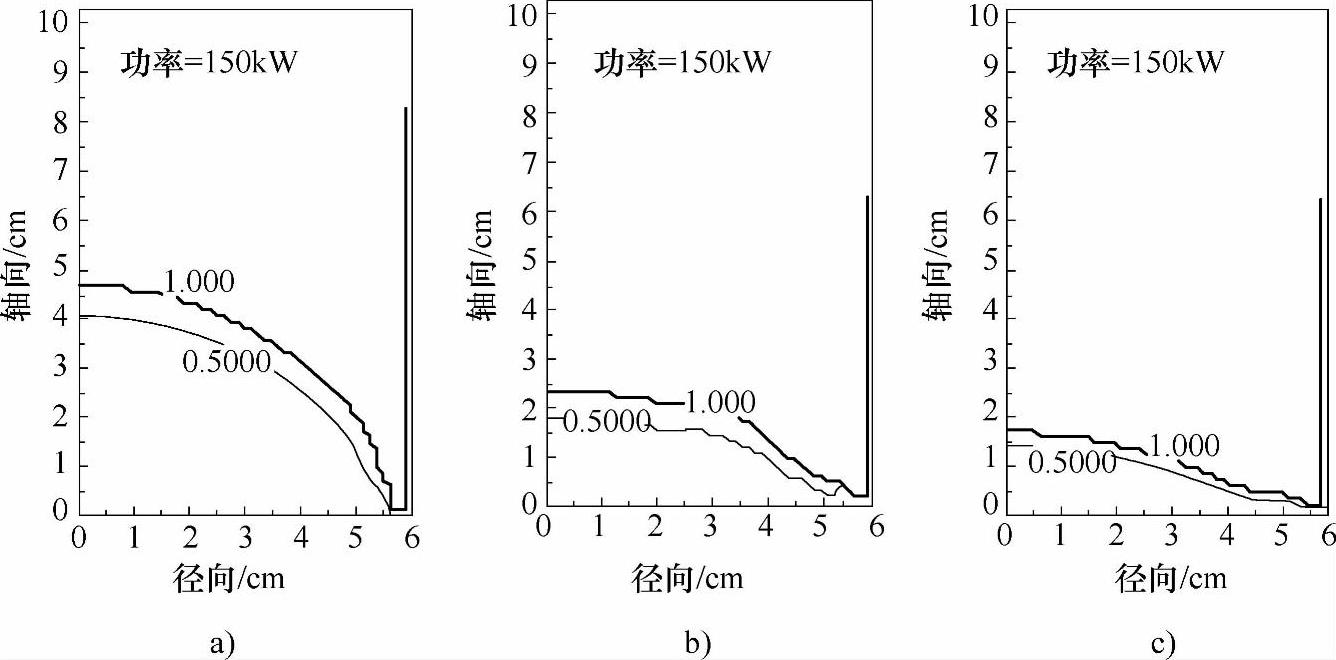
图3-13 保温过程中Ti-50Al(摩尔分数)在不同时刻的凝壳形貌示意图
a)保温时间=0s b)保温时间=100s c)保温时间=900s(https://www.chuimin.cn)
在图3-13中,数字1.000和0.5000分别表示该区域中的液相率。由图可知,沿轴向方向,距坩埚底部越远,相应区域的液相率越大。液相率为1.000的线以上的区域完全是金属熔体,而液相率为1.000以下的区域,按区域中液相率的大小,一般来说,可以把它分成固相区、固液相区和液固相区。但是,在液相率小于1.000的区域中,由于液态金属的粘滞作用,该区域中熔体的流动速度接近于零。所以,一旦凝壳形成以后,对流作用对熔体中组元在该区域中的传输可以忽略不计,熔体中组元在该区域的传输只能通过扩散作用来完成,由于扩散速率一般很小,在900s这段时间内,扩散作用导致的组元传输也可以忽略不计。保温结束时,从凝壳中由于组元富集对熔体成分产生不利影响的角度考虑,液相率为1.000线以下的所有区域都可以认为是凝壳。
表3-9 不同Al含量及炉料质量时熔炼TiAl合金所需的最小功率Pmin (单位:kW)
如图3-14所示为Ti-50Al(摩尔分数),初始炉料总质量为4.2kg,熔炼功率分别为100kW、150kW与200kW条件下最终凝壳截面形貌。从图中可以看到,凝壳的底部比凝壳的侧壁要厚很多,凝壳底部中轴线附近的厚度也要比靠近侧壁的凝壳的厚度要大。这是因为,在几乎相同的冷却条件下,由于外加电磁场的趋肤效应,靠近坩埚侧壁附近的熔体吸收的功率要比中轴线附近的吸收功率大很多,而中心部分的液态炉料依靠熔体在电磁搅拌作用下的强制对流作用以及热扩散作用,使得热量从坩埚侧壁附近的高温区域传到该区域,这样才能够使整个熔体趋于温度和成分均匀。同时,对比图3-14a、图3-14b和图3-14c这三个图可以发现,随着熔炼功率的增大,凝壳底部的厚度减小,特别是在坩埚中轴线附近凝壳的厚度减小得更多,凝壳底部厚度的变化导致了整个厚度的变化起伏比较平缓。与此同时凝壳的侧壁高度也减小,但与相对凝壳底壁厚度急剧变化结果不同的是,侧壁的厚度尺寸变化不大。例如,比较的图3-14a和图3-14b,当熔炼功率从150kW增加到200kW时,凝壳底部的最大厚度从1.6cm减小到了0.8cm,而凝壳侧壁高度则从6.4cm减小到5.9cm。
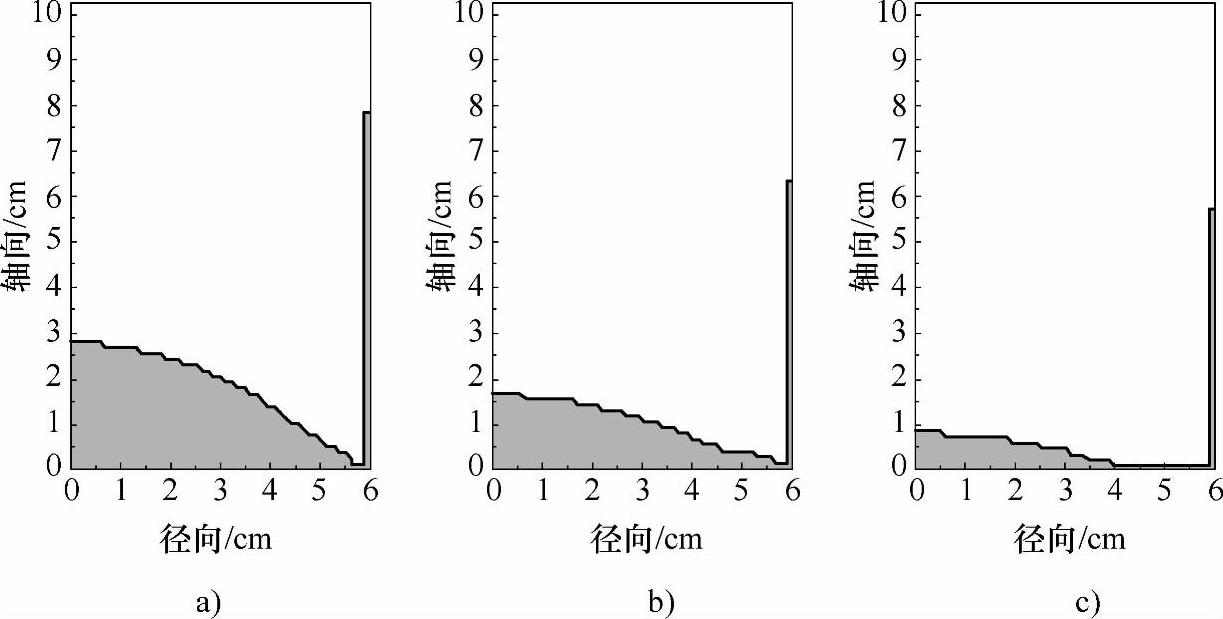
图3-14 不同熔炼功率下炉料质量为4.2kg时Ti-50Al(摩尔分数)凝壳截面形貌
a)功率=100kW b)功率=150kW c)功率=200kW
这种现象可以从热平衡和力平衡这两个方面来解释:熔炼功率的增加使得熔体的温度升高,在凝壳与水冷铜坩埚之间冷却条件不变的条件下,凝壳厚度的变薄减小了导热热阻,使得热流密度增加,以便维持输入能量与损失热量之间的平衡;凝壳侧壁高度随着熔炼功率的增加而减小,那是因为熔炼功率的增大意味着电磁推力的增加,从而可以平衡更大的液体静压力,减小了熔体与坩埚侧壁的接触的高度。
如图3-15所示为Ti-50Al(摩尔分数)在ISM过程中凝壳质量Gskull与凝壳质量百分数fskull在不同的初始炉料总质量G下随着熔炼功率的变化。
从图3-15 a中可以看出,当功率小于200kW时,随着功率的增加,凝壳质量Gskull减小很快,当功率大于200kW时,随着功率的增加,凝壳质量的变化不是很明显,这种凝壳质量随着熔炼功率的增加而减小的趋势与图3-14给出的凝壳形貌随熔炼功率的变化是一致的。图3-15b为凝壳质量百分数fskull随着熔炼功率的变化,对于初始炉料总质量一定的Ti-50Al合金熔体,fskull随着熔炼功率的变化与相同炉料质量条件下凝壳质量Gskull随功率的变化一致。不过,由于凝壳质量百分比fskull的值为凝壳质量Gskull与初始炉料质量G之比,所以随着功率的增加,不同初始炉料质量G时的凝壳质量百分比fskull的值之间的大小发生逆转。如图3-15 b中所给出的那样当熔炼功率小于150kW时,较小初始炉料质量G所对应的凝壳质量百分fskull的值大于较大初始炉料质量G的值,熔炼功率为100kW时,当初始炉料质量G为3.0kg对应的凝壳质量百分比fskull的值为17.05%,而初始炉料质量G为3.6kg对应的凝壳质量百分比fskull的值为14.79%。而当熔炼功率大于150kW,其情形正好相反。

图3-15 Ti-50Al(摩尔分数)在ISM过程中凝壳质量与凝壳质量百分数在不同的初始炉料总质量G下随着熔炼功率的变化
a)凝壳质量 b)凝壳质量分数
相关文章

根据所熔炼的合金种类和熔化炉的种类决定铝合金的具体工艺流程,一般的工艺过程如下:熔炼前的准备工作主要包括以下部分:1)配料计算。4)准备熔炼炉及坩埚:根据坩埚的材质情况,如是铸铁坩埚,表面应刷涂料。对变形铝合金的一般制品,可连续熔炼8~15炉清炉1次。其方法是在炉底均匀撒上一层粒状的熔剂,然后把炉子升温到800~850℃,清除炉内残渣。......
2025-09-29

图10-1PCA推导在图10-1中,u1就是主成分方向,然后在二维空间中取与u1方向正交的方向,就是u2的方向。则n个数据在u1轴的离散程度最大,即方差最大,数据在u1上的投影代表了原始数据的绝大部分信息,即使不考虑u2,信息损失也不多。PCA有两种通俗易懂的解释:①最大方差理论;②最小化降维造成的损失。如图10-1所示,样本在u1上的投影方差较大,在u2上的投影方差较小,那么可认为u2上的投影是由噪声引起的。......
2025-09-29

图3-18 展开的特征树图2-1 可看作壳体的构造物:飞机机身、汽车车体部件、液化气储藏罐板壳结构可以看作三维实体的特例,可用没有厚度的面来表征,而厚度可作为一种特性赋予在面上。最初发展的是克希霍夫的薄板理论。克希霍夫理论和赖斯纳-明德林理论的主要不同在于是否考虑剪切效应。一般,板壳单元都是根据赖斯纳-明德林理论发展的。图3-19 视图模式对话框图3-20 含材料着色的实体到此,一个完整的零件设计完毕,最后保存一下即可。......
2025-09-29

2)合金液纯净,氧化夹杂、气体、熔剂夹杂含量低。例如,对于ZL101等亚共晶Al-Si合金来说,在铝液温度高于780℃时,氧化量会显著增加。熔化、保温、浇注时间的长短对铝合金的氧化也有较大的影响。合金元素对铝液的氧化有较大的影响。而wSi超过4%,则又使合金液的氧化量增加,这是因为此时生成了SiO2。实验结果表明,不管三元还是多元铝合金,只要其中添加了Mg,Mg就会首先被氧化。铝合金中的气体并不来源于炉气组成中的氢。......
2025-09-29

图4.11~图4.13分别列出了非空化工况、NPSHa=1.05m和NPSHa=0.9m的条件下,蜗壳内监测点V1~V13的压力脉动时域及频域图。蜗壳内压力脉动幅值最大处仍在蜗舌附近扩散管上V1点。图4.14分别列出了监测点V8在非空化工况和NPSHa=1.05m时蜗壳横截面4个不同时刻的流线分布。......
2025-09-29

图3-21为科龙458系列电磁炉整机电路。图3-20 主电路原理图时间t1~t2时当开关脉冲加至V1的G极时,V1饱和导通,电流i1从电源流过L1,由于线圈感抗不允许电流突变。2)当V6>V5时,V7转态为OFF,V5亦降至VD12与VD13的顺向压降,而V6则由C5经R54、VD29放电。3)V6放电至小于V5时,又重复1)形成振荡。......
2025-09-29

电子枪是扫描电镜的电子源,其作用是产生稳定的电子束。物镜光阑除了有限制不需要电子的作用外,还具有将入射到样品上的电子束限制在相当小的张角内,以减少球差影响的作用。......
2025-09-29
图4.15~图4.17分别列出了非空化工况、NPSHa=2.0m和NPSHa=1.8m的条件下,蜗壳内监测点V1~V13的压力脉动时域及频域图。蜗壳内压力脉动幅值最大处与非空化时一致,仍是蜗舌端部V2点在叶片通过频率fBPF处压力脉动幅值最大。表4.2蜗壳内压力脉动的最大幅值续表离心泵蜗壳内流动状况最复杂的部位是蜗舌附近。......
2025-09-29
相关推荐