钛及钛合金常用的焊接方法主要有钨极氩弧焊、熔化极氩弧焊、等离子弧焊、真空电子束焊、激光焊、闪光焊、摩擦焊、扩散焊、扩散钎焊、钎焊、电阻点焊和缝焊等。钛及钛合金组焊时,焊工必须戴洁净的手套严禁用铁器敲打。焊接过程中,焊缝及热影响区不会被空气污染及氧化、非常适用于钛及钛合金的焊接。为预防钛及钛合金真空电子束焊焊缝出现气孔,焊前要认真将待焊处进行酸洗和机械加工。钛及钛合金真空电子束焊的焊接参数见表6-3。......
2025-09-29
钛合金的熔炼与常用的金属相比有较大不同,主要原因在于钛及其合金是一种高化学活性金属,在熔融状态下,几乎与所有的耐火材料发生化学反应,因此不能在大气中进行熔炼。必须在水冷铜坩埚中及真空或氩气、氮气等惰性气氛中熔炼。因此,熔炼环境与坩埚是钛合金与其他合金熔炼技术的主要不同之处。
钛合金熔炼根据热源不同,可分为电磁感应熔炼、电弧熔炼、等离子弧熔炼、电子束熔炼等。当然还可进一步分类,如电弧熔炼可分为自耗电弧熔炼和非自耗电弧熔炼等。
根据所用坩埚不同,可分为普通坩埚熔炼、凝壳熔炼、冷床熔炼等。在钛合金铸锭纯净度要求不高的情况下,可采用石墨坩埚或者某些氧化物坩埚熔炼。生产中大多数采用的是凝壳熔炼,可获得高纯度钛合金铸锭。近年来又发展了悬浮无坩埚熔炼技术,可进一步提高钛合金熔炼的纯净度。
钛合金熔炼过程中极易与环境中的气体发生反应从而吸收杂质元素。随着航空航天等工业的快速发展,对钛合金质量的要求也越来越高。钛合金的性能在很大程度上取决于合金中间隙元素(H、O、N等)的含量。钛及其合金中的杂质元素常常是决定它们性能和应用范围的重要因素。O元素对TiAl合金的负面影响最大,能够显著地恶化合金的力学性能。对于TiAl合金这种滑移系较少的合金系来说,在极高纯度的时候,1/2<110>普通位错能够大量开动,此时TiAl合金具备一定的塑性,而随着O含量的增多,这类普通位错将被大量抑制,这是由于O元素对位错线的钉扎作用。在O含量较多的合金中,变形基本来源于超位错的开动,因此室温下合金表现出很强的脆性。随着O含量的降低,合金的室温塑性将会逐渐升高。溶解于钛合金中的H是使铸锭产生气孔、疏松的主要原因。钛合金中的N及其他化合物夹杂,会恶化材料的工艺性能和力学性能。
以钛合金吸O为例,O的溶解过程大致分为以下三个步骤:气氛中的O2首先吸附在钛合金熔体表面上;O2分解为O原子;O原子扩散到合金熔体中直至达到其饱和溶解度。合金熔体中氧元素溶解度与熔化室内的温度、平衡分压有直接的关系。式(3-2)为氧元素在钛合金熔体中溶解的热力学平衡式,平衡常数K由式(3-3)求出。

式中 [O]Ti——氧元素在钛合金熔体中的平衡溶解度(10-4%);
PO2——环境中的熔炼氧分压(Pa)。
其他气体,如H2、N2与氧元素的溶解具有相似性。熔炼过程中合金熔体温度、合金成分及熔炼室内气体分压对其溶解度均有很大的影响。气体在合金熔体中的溶解度与该气体在熔体液面上的平衡分压的平方根成正比,应尽可能降低熔炼室中这些气体的分压以降低合金熔体中的杂质含量。因此,钛合金熔炼均在真空环境中,通常还需要采用惰性气体保护。
钛合金可与常用的耐火氧化物发生化学反应。常用的耐火材料,如SiO2、MgO、刚玉等都不能直接与钛合金熔体接触,不能用作钛合金熔炼的坩埚材料。钛合金与一些耐火材料的反应见表3-3。为了降低钛及钛合金的生成成本,各国都在寻求完全满足低能耗真空感应熔炼钛及钛合金用坩埚材料。虽然国内外研究者己经进行了大量的研究,并取得了相当的进展,但是直到目前仍未有完全满足钛及钛合金工业化使用的坩埚材料。迄今为止,人造石墨、难熔金属粉(钨、钼、钽、铌粉等)、特种耐火氧化物(氧化锆、氧化钇、氧化钙)等众多正在使用或者研究的耐火材料仅能够满足基本要求。
表3-3 钛合金与一些耐火材料的反应

石墨坩埚曾被俄罗斯的钛熔炼企业广泛使用。石墨坩埚一般由整体人造石墨制成,壁厚为20~60mm,底厚达100mm。在大型凝壳炉中,坩埚是用块状石墨拼合而成的。在1个不锈钢套上,内壁衬上由厚度为10~40mm石墨块,抹上石墨腻子将其固定,干燥除气后,形成所需尺寸的坩埚。石墨坩埚的使用寿命取决于正确的熔铸工艺,一般可达几百次。
石墨有天然石墨和人造石墨两大类。可用于钛和钛合金坩埚材料的是人造石墨,普通石墨的密度为1.4~1.8g/cm3,存在较大的孔隙度。人造石墨的性能很大程度上取决于原材料和制备工艺。人造石墨的制造过程是,以石油焦、炭黑、沥青焦等为主要原料,经过2000℃以上的高温处理,使无定形碳转化为石墨。其特点是wC>99%,灰分一般不超过0.5%(质量分数),生产工艺比较复杂。
人造石墨作为钛合金用坩埚材料,具有热化学稳定性和耐火度高以及强度高的特点;尤其是高温强度优异,温度升高时,它不但不软化,强度反而增加,见表3-4;另外,石墨的热膨胀性低。表3-5为人造石墨的热膨胀系数与温度的关系。
表3-4 温度对人造石墨强度的影响

表3-5 人造石墨的热膨胀系数与温度的关系

人造石墨在具有优异特性的同时,也存在一些明显的缺点:
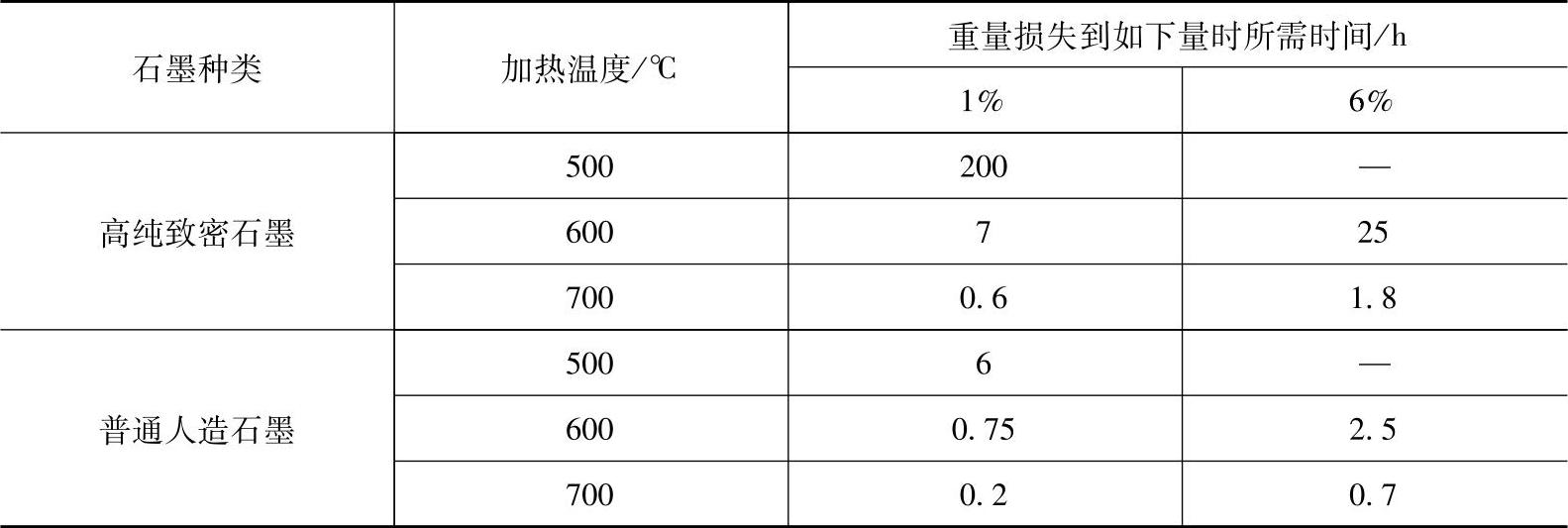
1)在空气中加热易氧化。普通人造石墨在空气中加热,从430℃起就开始氧化,温度到达1200~1300℃时,石墨的氧化速度达到最高值。表3-6为石墨在空气中加热时的氧化速度。因此,石墨铸型的焙烧必须在还原性或惰性气氛下,或在真空中进行。石墨在水蒸气和二氧化碳气氛中,同样要被氧化,但氧化较慢。另外,石墨在氢气中于600℃下开始反应,而在氮气中到2500℃下还是坚固的。因此,可以用氮气作为石墨高温焙烧的保护性气体。
表3-6 石墨在空气中加热时的氧化速度
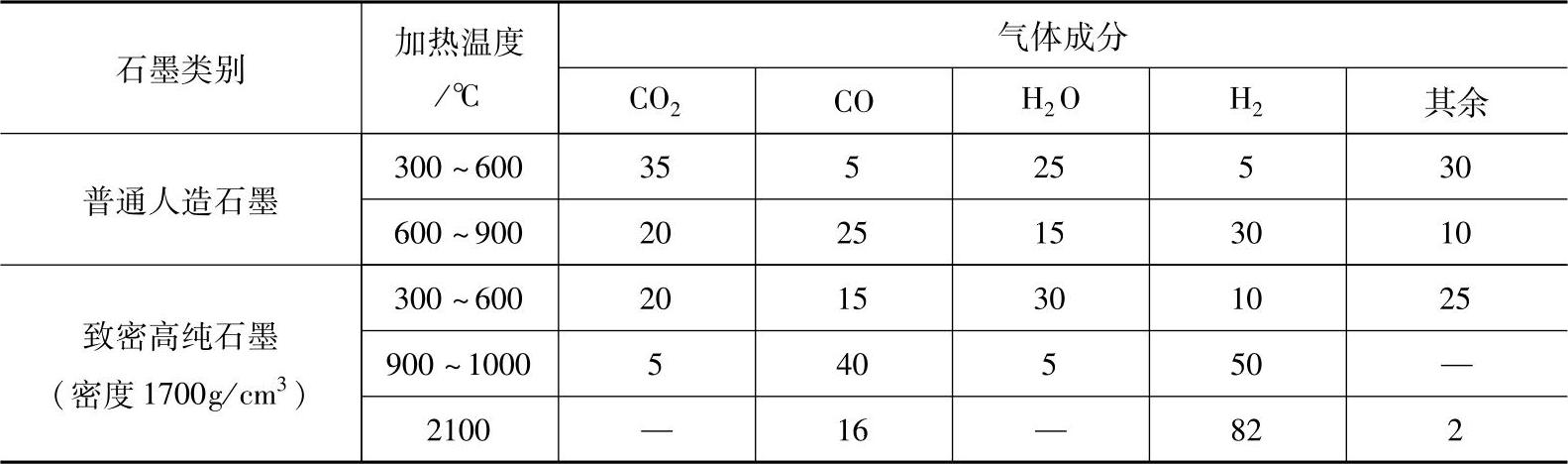
2)吸附气体能力强。石墨放置在空气中会自行吸附空气、水蒸气。吸附气体的量与石墨的制备工艺、石墨的致密度和状态、石墨的除气强度和其他因素等有关。加热石墨时,首先释放出的是CO2、CO,然后是H2O和H2等。表3-7为石墨在真空下加热时释放出气体的成分。
表3-7 石墨在真空下加热时释放出气体的成分(体积分数,%)
3)增碳严重。钛合金增碳(每炉次0.02%),形成碳化钛膜。(https://www.chuimin.cn)
美国和德国曾把钨粉作为钛熔炼用耐火材料,钨熔点高,与钛液接触时化学稳定性好。钛铸造是在真空下进行的,可避免金属在高温下的氧化,这就使它成为铸钛的重要造型材料,钨粉的性能对型壳的品质有重大的影响,钨粉应具有较高的纯度,杂质含量不能超过规定的标准。O、C含量的超标,将影响钛铸件的品质。钨面层导热性高,铸件容易产生冷隔缺陷。除此之外,熔模型壳必须采用溶剂脱蜡,因而对人体健康有很大伤害,同时也污染环境。钨面层型壳在还原性气氛下焙烧,脱蜡后沉积在型壳表面上的模料灰分很难烧掉,在浇注时很容易与液钛反应,在铸件表面形成气孔。
氧化物坩埚在钛合金的熔炼中也有一定的应用。各种氧化物材料按其对熔融钛合金的化学稳定性由低到高排列的顺序为二氧化硅、氧化镁、氧化钙、氧化锆、氧化钇、氧化钍。人们对化学稳定性较高的几种氧化物开展过熔钛坩埚制造的相应研究。氧化钍具有放射性,会造成人体远期损害:再生障碍性贫血,神经系统、肝、脾、甲状腺的损害,机体免疫能力下降及致癌作用等。
(1)ZrO2
用作钛合金熔炼的氧化锆须经过稳定化处理,因为它存在三种同质异晶体:常温下为单斜晶体,高温下为四方晶体,温度更高时则转变为立方晶体。晶体的转变如下:

若用未经稳定化处理的ZrO2作铸型材料,在焙烧和冷却过程中势必要开裂。为解决这个问题,通常向ZrO2中加入CaO、MgO、Y2O3等。一般都采用CaO,加入量为4%~8%(质量分数)。经高温电熔或煅烧后就可以得到从室温直至2000℃以上都稳定的立方晶体的ZrO2固溶体,称为稳定化氧化锆。钛工业中大多采用电熔氧化锆。经过高温电熔稳定化处理后ZrO2,常温抗压强度可达2100MPa,在氧化性气氛中十分稳定。
(2)Y2O3
从矿物提纯出来的细粉状Y2O3比表面积很大,具有很高的活性。必须经电熔或煅烧稳定化处理后才能使用。Y2O3粉末经过电熔或煅烧处理后成为一种多孔的、硬度很高的团块。电熔或煅烧过程中不发生晶型转变,它的总烧灼减量一般都不少于1%。电熔或煅烧后的Y2O3团块经破碎、筛分成所需粒度的粉和砂。
美国海军研究中心曾以质量分数为99%的Y2O3制备坩埚材料,与其他材料相比,其化学稳定性能优越,但是其制品的抗热震性差,价格也较贵。
(3)CaO
CaO相对于熔融钛是稳定的。可是其工艺性不好,容易吸潮,因而阻碍了它的应用。但是,人们都一直希望把CaO应用到钛的熔炼和铸型上。这是因为,CaO和Y2O3、ZrO2相比,来源丰富,价格低廉。
文献报导,为了避免CaO作铸型材料在空气中的吸潮和水合作用,改用CaCO3作铸型材料,然后铸型经1000℃焙烧使CaCO3转化为CaO,并在700~800℃下浇注钛和钛合金,铸出了质量良好的钛合金铸件。
不论是CaO还是CaCO3用作铸型材料,都要经过预处理。CaO必须进行电熔或煅烧,除去有害杂质。CaCO3必须经过致密化处理,去除杂质,达到较高纯度后才能使用。采用CaCO3的目的如下:解决CaO吸潮和水合作用;降低成本和解决原材料来源;减少铸件表面磨削和化学铣削量;可以生产高精度的铸件。
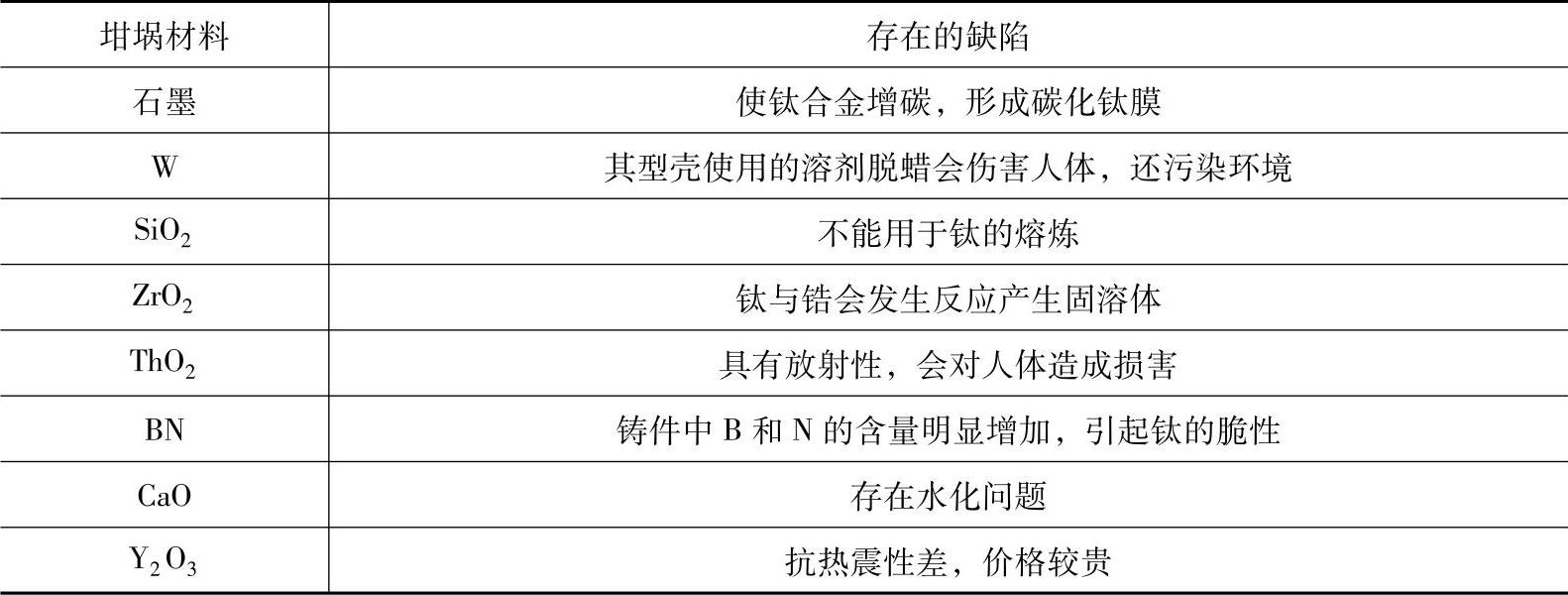
各种坩埚熔炼钛合金时的缺陷见表3-8。
表3-8 各种坩埚熔炼钛合金时的缺陷
综上,降低坩埚与钛及钛合金界面反应是钛及钛合金真空感应熔炼技术的突破口,也是全球钛工业面临的关键性技术难题和核心技术。
熔融钛及钛合金与坩埚材料的界面反应是一个复杂的化学反应过程,对其具体的反应机制,国内外学者在热力学和动力学方面做了大量的研究,普遍认为是置换反应机制。即钛与耐火材料发生置换反应,进行氧的交换。
以ZrO2为例,它是一种较为稳定的氧化物,具有较高的熔点(2715℃),耐火度也高达2500℃,并且与钛液的润湿性能比较差。ZrO2的生成吉布斯自由能大于TiO,而小于TiO2,因此以下反应可以进行:
2Ti+ZrO2→Zr+2TiO (3-4)
在浇注的过程中,可视ZrO2、分解为O和Zr,如下式所示:
ZrO2→[Zr]+2[O] (3-5)
Zr、O原子在高温下向熔体中扩散,一部分固溶在钛基体中形成固溶体。因为O在钛中有一定的固溶度,而Zr则与Ti无限互溶,当O的浓度超过其在Ti中的极限固溶度时,Zr、O、Ti等元素会形成新相。
在反应界面处,耐火材料元素浓度发生了突变,Ti元素向型壳中扩散,耐火材料也向钛合金熔体扩散,这是一个双向扩散的过程。高温熔融的钛铝合金液浇入精密铸造型壳中,与型壳材料发生剧烈的反应,但型壳的温度远低于合金熔体的温度,合金液迅速凝固。因此,耐火材料中的元素向熔体中扩散的距离比较小,主要集中在反应层。Zr元素的浓度分布也不是均匀的,而是存在着强烈的波动,尤其是ZrO2型壳。由此可见,界面反应并不是在整个界面上齐头并进、均衡发展,而是有强有弱,存在着优势较大的重点反应区域。
人们一直试图利用陶瓷坩埚熔炼活性金属,但坩埚与合金熔体间发生严重的化学反应,使合金受到污染。20世纪50年代以前要获得污染少的高活性合金熔体是不可能的。20世纪50年代开始,美国矿业部在Croll工艺基础上重点开发研究了水冷坩埚重熔技术,基本上满足了熔炼活性金属的要求。随着科学技术的发展及生产的需要,出现了熔炼活性金属的其他方法,如真空电弧、电子束炉、等离子弧炉、真空感应炉等。而这些熔炼方法中所用的坩埚多数都是建立在凝壳熔炼技术的基础上。钛合金凝壳熔炼的基本思想是以钛合金本身作为熔炼的坩埚,因此在熔炼过程中合金基本不会受到污染。另外,近年出现的悬浮熔炼进一步发展了钛合金熔炼技术,使钛合金实现了无坩埚熔炼。下面简要介绍凝壳熔炼和悬浮熔炼的基本原理。
相关文章

钛及钛合金常用的焊接方法主要有钨极氩弧焊、熔化极氩弧焊、等离子弧焊、真空电子束焊、激光焊、闪光焊、摩擦焊、扩散焊、扩散钎焊、钎焊、电阻点焊和缝焊等。钛及钛合金组焊时,焊工必须戴洁净的手套严禁用铁器敲打。焊接过程中,焊缝及热影响区不会被空气污染及氧化、非常适用于钛及钛合金的焊接。为预防钛及钛合金真空电子束焊焊缝出现气孔,焊前要认真将待焊处进行酸洗和机械加工。钛及钛合金真空电子束焊的焊接参数见表6-3。......
2025-09-29

制导律是指制导迫击炮弹飞行过程中应该遵循的规律, 制导律的优劣将直接影响制导迫击炮弹的射击精度。对于方案弹道制导律, 有一条预先确定的方案弹道, 基于方案弹道的制导律的任务是使制导弹药沿这条预定的方案弹道飞行。图3-25无偏差时落点偏差......
2025-09-29

稳定剂 在聚氯乙烯原料中加入稳定剂,主要是为了防止和缓解这种树脂在高温塑化加工过程中产生分解。延缓塑料制品在光线作用下改变性能的助剂。抗冲改性助剂 为了提高塑料制品的抗冲击性能。偶联剂 是一种能够使聚合物与各种填充剂及增强材料之间的结合力增强,改变这种复合材料的某些性能的有机化合物。......
2025-09-29

氯霉素是广谱抗生素,主要用于伤寒杆菌、痢疾杆菌、脑膜炎球菌、肺炎球菌感染的治疗,亦可用于立克次体感染的治疗。氯霉素分子中有2个手性碳原子,所以存在4个旋光异构体,化学结构式为:上面4个异构体中仅1R, 2R-(-)有抗菌活性,为临床使用的氯霉素。氯霉素为白色或微黄色的针状、长片状结晶或结晶性粉末,味苦。立即加入乙醇38 mL,于35℃搅拌反应5 h。若反应未达终点,可补加适量的乙酸酐和醋酸钠继续酰化。......
2025-09-29

图5.24混凝土介质内压力分布图5.25观测点E处压力时程曲线压碎区A点处等效应力、失效应力与损伤因子变化时程曲线如图5.26所示。图5.27裂纹区B点处等效应力、失效应力与损伤因子变化时程曲线拉伸破坏区C点处等效应力、失效应力与损伤因子变化时程曲线如图5.28所示。可以看出,压力峰值衰减至2 MPa,等效应力始终小于材料失效应力,混凝土介质只产生弹性变形而不产生损伤。......
2025-09-29
PLC的电源和输入、输出信号等也有多种规格。另外,PLC具有自诊断、故障报警功能,面板上的各种指示便于操作人员检查调试,有的PLC还可以实现远程诊断调试功能。......
2025-09-29
高密度聚乙烯又叫低压聚乙烯,是由浓度为99.95%的乙烯单体经低压聚合而成,采用新型高效催化剂,聚合压力为0.3~10MPa,密度为0.92~0.965g/cm3,结晶度为80%~95%,软化点为125~135℃,使用温度可达100℃,硬度、拉伸强度和蠕变性优于低密度聚乙烯,化学稳定性好,耐酸、碱和盐类的腐蚀,缺点可通过改性补偿。④挤出板片后进行拉伸的薄膜强度高,各种性能优良,可取代纸介质、涤纶和聚碳酸酯电容器,用于各种纺织品包装。......
2025-09-29

相关推荐