影响涂层热导率的因素很多。温度、显微结构、化学成分、孔隙率等都能显著地改变涂层材料的热导率,属组织敏感参量,目前涂层材料的热导率数值多采用实测的方法获得。由式可知,要想得到热导率λ的值,必须首先知道热扩散率a、比定压热容cp以及密度ρ。λ=acpρ 1.热扩散率的测量方法参照GJB1201.1—1991标准,采用非稳态激光脉冲法进行。......
2023-06-18
1.温度
铝合金熔炼常用测温仪表有指针型、数字型、电位差计、大型圆图自动平衡记录调节仪和便携测温仪表等。铸造铝合金熔炼一般使用K型热电偶,为准确地控制合金液温度,经常在熔化炉炉膛(电炉丝和坩埚外壁之间)内装一根热电偶,由仪表自动控制炉膛温度。另在精炼、浇注等工序用一根热电偶插在合金液中准确地测定合金液的温度。热电偶需装钢保护套管,炉膛控温热电偶常用不锈钢保护套管,合金液测温热电偶常用碳钢保护套管并在套管表面喷涂涂料。热电偶延长部分需要使用对应的补偿导线连接,不能使用普通导线。
2.化学成分
常用的炉前合金成分检测方法有直读光谱仪、化学分析和热分析法等。为控制合金的化学成分,应每炉浇注化学成分分析试样,在作化学分析时,应车(或钻)成切屑进行分析。化学分析试样通常在金属模内浇注,浇注温度通常选700~730℃为宜,合金成分光谱分析试样如图1-56所示。小炉熔炼时(炉料质量小于60kg)可浇注一个试样,大炉熔炼时(炉料质量100kg以上)可浇注两个或三个试样。浇注一个试样应在精炼静置后,铸件浇注前浇注;浇注两个试样时应在铸件浇注到最后几个铸件前再浇1个试样;浇注3个试样时可在浇注铸件分开始、中间和最后各浇注一个试样。
3.金相组织

图1-56 合金成分光谱分析试样
(1)常规金相分析 通过在铸件指定区域切取试样,进行磨平、抛光、浸蚀后,用肉眼直接观察或在金相显微镜下进行组织观察和分析,以评定铸件的组织。
(2)现场金相仪 现场金相仪较传统的金相分析方法具有快捷、方便等特点。几种现场金相仪见表1-20。
表1-20 几种现场金相仪

(续)

4.力学性能
为检验合金的力学性能,可浇注力学性能单铸试样、附铸试样或进行铸件切取试验。试样和浇注系统的尺寸见图1-57~图1-59。对于有硬度要求的铸件,可以采用现场便携硬度计进行硬度测量。现场硬度计具有不破坏铸件、适用范围广、成本低和测试精度高、测量范围宽等特点,特别适合于一些大型铸件的硬度检测。
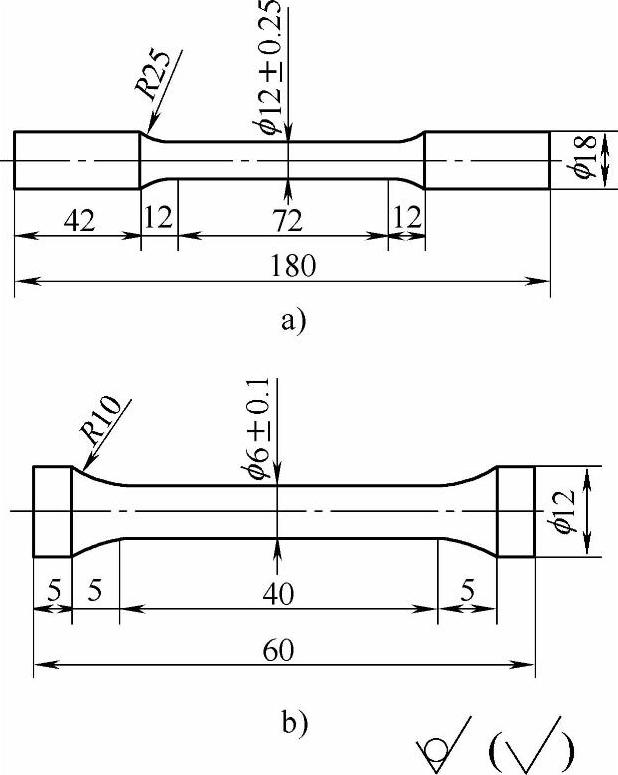
图1-57 铝合金拉伸试验铸造试样
a)砂型和金属型 b)熔模精密铸造
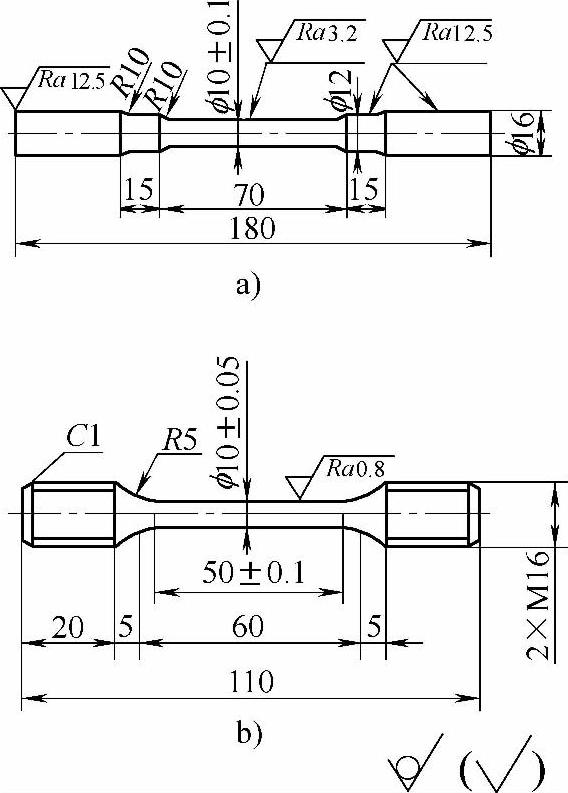
图1-58 铝合金拉伸试验加工试样
a)光滑卡头试样 b)螺纹卡头试样
有关有色金属熔炼入门与精通的文章

影响涂层热导率的因素很多。温度、显微结构、化学成分、孔隙率等都能显著地改变涂层材料的热导率,属组织敏感参量,目前涂层材料的热导率数值多采用实测的方法获得。由式可知,要想得到热导率λ的值,必须首先知道热扩散率a、比定压热容cp以及密度ρ。λ=acpρ 1.热扩散率的测量方法参照GJB1201.1—1991标准,采用非稳态激光脉冲法进行。......
2023-06-18

自动扶梯的超速检测一般通过检测减速机的速度来进行判断。电动机和减速机的连接方式有带传动方式,也有链传动方式。自动扶梯的测速方式有2种,分别是数脉冲的方式和测量脉冲周期的方式。如果选用接近开关进行速度检测,那么每秒的脉冲数一般为64个,则选择1s为测量周期比较合适。上述两种检测方式,可以单独使用,也可以一起使用,同时使用不仅可以提高检测精度,也可以提高抗干扰能力。......
2023-06-15

晶闸管的常规检测训练是使用万用表的欧姆挡,分别检测晶闸管三个引脚中两两之间的电阻值,然后根据检测结果判断晶闸管的好坏。否则,说明双向晶闸管已损坏。......
2023-06-22

表5-20 三角试片炉前控制2)快速金相检查法。表5-22 蠕墨铸铁炉前调整补救措施3.浇注后检测蠕墨铸铁浇注后常见检测方法有:断口分析法、音频检测法、超声波速度检测法和金相检测法。......
2023-06-24
图6.15警局负荷状况图6.16为纽约医院对于犯罪事件的负荷状况。查询事件属性表发现,两个负荷最大的医院牙买加医院和布鲁克代尔医疗中心分别应对了192次和246次犯罪事件,应急处置负荷状况远超于其他区域的医院,主要由于该地区的医院分布稀疏而犯罪事件发生集中,因此在未来的城市建设中应相应地增设多所公立医院,以提高整体的应急处置能力。整体看来,纽约市急救站点对于犯罪事件的应急处置能力分布不均,尤其是布朗克斯区。......
2023-06-15
当室内照明电路的支路电路中出现停电现象时,可以根据室内照明电路的检修流程进行具体检修。图7-33 屋内由单控开关控制一盏日光灯的电路检查照明供电电路当照明控制电路中的单控开关SA1闭合时,由其控制的日光灯EL1不亮,此时应当按照屋内照明控制电路的检修流程对其进行检修。......
2023-06-22

图2.3.2 创建实体拉伸特征图2.3.3 截面草图Step3.添加图2.3.4所示的实体拉伸特征,产生加强筋(肋)。图2.3.7 “UDF”菜单图2.3.8 “UDF选项”菜单图2.3.8所示的“UDF选项”菜单说明如下:● 选择该命令后,表明所创建的用户自定义特征是“独立的”,即相对于原始模型是独立的;如果改变原始模型,其变化不会反映到UDF中。图2.3.13 操作过程(三)图2.3.14 “提示”菜单● :为使用这个参照的所有特征指定单一提示。......
2023-06-20

相关推荐