图4-11 正确与错误的轴下切面a)错误 b)正确表面机械加工是另外一种表面预处理方法,常通过车削或磨削来完成。在热喷涂技术中,经常采用的表面机械加工方法有下切、开槽和平面布钉三种。将这道焊层机械加工成3.2mm的最小的肩,肩的直径应比轴的最后精加工尺寸大一些。3)使涂层生成起伏叠层,以控制内应力。......
2025-09-29
陡峭区域等高轮廓铣是一种能够指定陡峭角度的等高轮廓铣,通过多个切削层来加工零件表面轮廓,是一种固定轴铣操作。需要加工的零件表面既有平缓的曲面又有陡峭的曲面,或者非常陡峭的斜面都特别适合这种加工方式。下面以图4.4.10所示的模型为例,讲解创建陡峭区域等高轮廓铣的一般步骤。

图4.4.10 陡峭区域等高轮廓铣
Task1.打开模型文件并进入加工模块
Step1.打开文件D:\ugnx10.9\work\ch04\ch04.04\zlevel_profile_steep.prt。
Step2.进入加工环境。选择下拉菜单

 命令,在系统弹出的“加工环境”对话框的
命令,在系统弹出的“加工环境”对话框的 下拉列表中选择
下拉列表中选择 选项,然后单击
选项,然后单击 按钮,进入加工环境。
按钮,进入加工环境。
Task2.创建几何体
Stage1.创建机床坐标系和安全平面
Step1.进入几何体视图。在工序导航器的空白处右击鼠标,在快捷菜单中选择 命令,在工序导航器中双击节点
命令,在工序导航器中双击节点 ,系统弹出“MCS铣削”对话框。
,系统弹出“MCS铣削”对话框。
Step2.定义机床坐标系。在 区域中单击“CSYS对话框”按钮
区域中单击“CSYS对话框”按钮 ,在
,在 下拉列表中选择
下拉列表中选择 选项。
选项。
Step3.单击 区域中的
区域中的 按钮,系统弹出“点”对话框,在
按钮,系统弹出“点”对话框,在 下拉列表中选择
下拉列表中选择 选项,然后在
选项,然后在 文本框中输入值0.0,在
文本框中输入值0.0,在 文本框中输入值0.0,在
文本框中输入值0.0,在 文本框中输入值60.0,单击两次
文本框中输入值60.0,单击两次 按钮,返回到“MCS铣削”对话框,完成如图4.4.11所示的机床坐标系的创建。
按钮,返回到“MCS铣削”对话框,完成如图4.4.11所示的机床坐标系的创建。
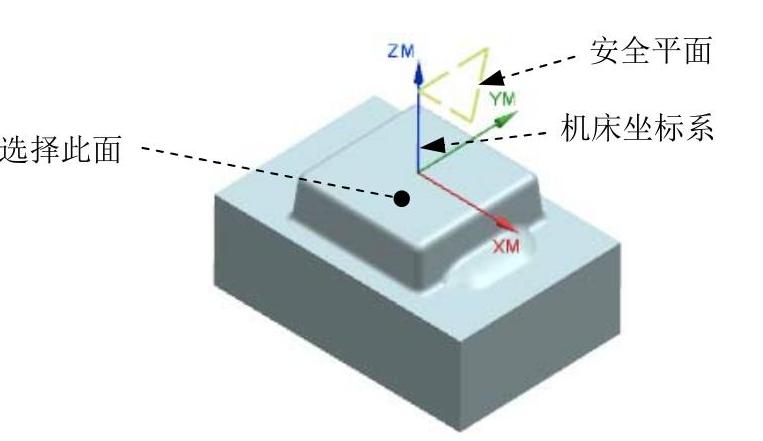
图4.4.11 创建机床坐标系及安全平面
Step4.创建安全平面。在 区域的
区域的 下拉列表中选择
下拉列表中选择 选项,单击“平面对话框”按钮
选项,单击“平面对话框”按钮 ,系统弹出“平面”对话框;选取图4.4.11所示的模型平面为参照,在
,系统弹出“平面”对话框;选取图4.4.11所示的模型平面为参照,在 区域的
区域的 文本框中输入值20.0,单击
文本框中输入值20.0,单击 按钮,完成图4.4.11所示的安全平面的创建,然后单击
按钮,完成图4.4.11所示的安全平面的创建,然后单击 按钮。
按钮。
Stage2.创建部件几何体
Step1.在工序导航器中单击 节点前的“+”,双击节点
节点前的“+”,双击节点 ,系统弹出“工件”对话框。
,系统弹出“工件”对话框。
Step2.选取部件几何体。在“工件”对话框中单击 按钮,系统弹出“部件几何体”对话框,在图形区选取整个零件实体为部件几何体。
按钮,系统弹出“部件几何体”对话框,在图形区选取整个零件实体为部件几何体。
Step3.单击 按钮,完成部件几何体的创建,同时系统返回到“工件”对话框。
按钮,完成部件几何体的创建,同时系统返回到“工件”对话框。
Stage3.创建毛坯几何体
Step1.在“工件”对话框中单击 按钮,系统弹出“毛坯几何体”对话框。
按钮,系统弹出“毛坯几何体”对话框。
Step2.确定毛坯几何体。在 下拉列表中选择
下拉列表中选择 选项,在
选项,在 文本框中输入值0.5。单击
文本框中输入值0.5。单击 按钮,完成毛坯几何体的创建。
按钮,完成毛坯几何体的创建。
Step3.单击 按钮。
按钮。
Stage4.创建切削区域几何体
Step1.右击工序导航器中的节点 ,在快捷菜单中选择
,在快捷菜单中选择

 命令,系统弹出“创建几何体”对话框。
命令,系统弹出“创建几何体”对话框。
Step2.在 下拉列表中选择
下拉列表中选择 选项,在
选项,在 区域中单击MILL_AREA按钮
区域中单击MILL_AREA按钮 ,在
,在 下拉列表中选择
下拉列表中选择 选项,采用系统默认名称MILL_AREA,单击
选项,采用系统默认名称MILL_AREA,单击 按钮,系统弹出“铣削区域”对话框。
按钮,系统弹出“铣削区域”对话框。
Step3.单击 按钮,系统弹出“切削区域”对话框,采用系统默认的选项,选取如图4.4.12所示的切削区域,单击
按钮,系统弹出“切削区域”对话框,采用系统默认的选项,选取如图4.4.12所示的切削区域,单击 按钮,系统返回到“铣削区域”对话框。
按钮,系统返回到“铣削区域”对话框。
Step4.单击 按钮。
按钮。

图4.4.12 指定切削区域
Task3.创建刀具
Step1.选择下拉菜单

 命令,系统弹出“创建刀具”对话框。
命令,系统弹出“创建刀具”对话框。
Step2.在 下拉列表中选择
下拉列表中选择 选项,在
选项,在 区域中单击MILL按钮
区域中单击MILL按钮 ,在
,在 区域的
区域的 下拉列表中选择
下拉列表中选择 选项,在
选项,在 文本框中输入刀具名称D10R2,然后单击
文本框中输入刀具名称D10R2,然后单击 按钮,系统弹出“铣刀-5参数”对话框。
按钮,系统弹出“铣刀-5参数”对话框。
Step3.设置刀具参数。在 区域的
区域的 文本框中输入值10.0,在
文本框中输入值10.0,在 文本框中输入值2.0,其他参数采用系统默认设置值,设置完成后单击
文本框中输入值2.0,其他参数采用系统默认设置值,设置完成后单击 按钮,完成刀具的创建。
按钮,完成刀具的创建。
Task4.创建工序
Stage1.创建工序(https://www.chuimin.cn)
Step1.选择下拉菜单

 命令,系统弹出“创建工序”对话框。
命令,系统弹出“创建工序”对话框。
Step2.确定加工方法。在 下拉列表中选择
下拉列表中选择 选项,在
选项,在 区域中单击“深度轮廓加工”按钮
区域中单击“深度轮廓加工”按钮 ,在
,在 下拉列表中选择
下拉列表中选择 选项,在
选项,在 下拉列表中选择
下拉列表中选择 选项,在
选项,在 下拉列表中选择
下拉列表中选择 选项,采用系统默认的名称。
选项,采用系统默认的名称。
Step3.单击 按钮,系统弹出“深度轮廓加工”对话框。
按钮,系统弹出“深度轮廓加工”对话框。
Stage2.显示刀具和几何体
Step1.显示刀具。在 区域中单击“编辑/显示”按钮
区域中单击“编辑/显示”按钮 ,系统弹出“铣刀-5参数”对话框,同时在图形区会显示当前刀具的形状及大小,单击
,系统弹出“铣刀-5参数”对话框,同时在图形区会显示当前刀具的形状及大小,单击 按钮,系统返回到“深度轮廓加工”对话框。
按钮,系统返回到“深度轮廓加工”对话框。
Step2.显示几何体。在 区域中单击相应的“显示”按钮
区域中单击相应的“显示”按钮 ,在图形区会显示当前的部件几何体以及切削区域。
,在图形区会显示当前的部件几何体以及切削区域。
Stage3.设置刀具路径参数
Step1.设置陡峭角。在“深度轮廓加工”对话框的 下拉列表中选择
下拉列表中选择 选项,并在
选项,并在 文本框中输入值45.0。说明:这里是通过设置陡峭角来进一步确定切削范围的,只有陡峭角大于设定值的切削区域才能被加工到,因此后面可以看到两侧较平坦的切削区域部分没有被切削。
文本框中输入值45.0。说明:这里是通过设置陡峭角来进一步确定切削范围的,只有陡峭角大于设定值的切削区域才能被加工到,因此后面可以看到两侧较平坦的切削区域部分没有被切削。
Step2.设置刀具路径参数。在 文本框中输入值3.0,在
文本框中输入值3.0,在 文本框中输入值1.0,在
文本框中输入值1.0,在 下拉列表中选择
下拉列表中选择 选项,然后在
选项,然后在 文本框中输入值1.0。
文本框中输入值1.0。
Stage4.设置切削参数
Step1.单击“深度轮廓加工”对话框中的“切削参数”按钮 ,系统弹出“切削参数”对话框。
,系统弹出“切削参数”对话框。
Step2.单击 选项卡,在
选项卡,在 下拉列表中选择
下拉列表中选择 选项,
选项,
Step3.单击 选项卡,取消选中
选项卡,取消选中 复选框,在
复选框,在 文本框中输入值0.5,其余参数采用系统默认设置。
文本框中输入值0.5,其余参数采用系统默认设置。
Step4.单击 按钮,返回“深度轮廓加工”对话框。
按钮,返回“深度轮廓加工”对话框。
Stage5.设置非切削移动参数
Step1.在“深度轮廓加工”对话框中单击“非切削移动”按钮 ,系统弹出“非切削移动”对话框。
,系统弹出“非切削移动”对话框。
Step2.单击 选项卡,其参数设置值如图4.4.13所示,单击
选项卡,其参数设置值如图4.4.13所示,单击 按钮,完成非切削移动参数的设置。
按钮,完成非切削移动参数的设置。
Stage6.设置进给率和速度
Step1.在“深度轮廓加工”对话框中单击“进给率和速度”按钮 ,系统弹出“进给率和速度”对话框。
,系统弹出“进给率和速度”对话框。
Step2.选中 复选框,在其后方的文本框中输入值1800.0,在
复选框,在其后方的文本框中输入值1800.0,在 文本框中输入值1250.0,按Enter键,然后单击
文本框中输入值1250.0,按Enter键,然后单击 按钮。
按钮。
Step3.在 区域的
区域的 文本框中输入值500.0,在
文本框中输入值500.0,在 文本框中输入值2000.0,在其后面的单位下拉列表中选择
文本框中输入值2000.0,在其后面的单位下拉列表中选择 选项;其他选项均采用系统默认参数设置值。
选项;其他选项均采用系统默认参数设置值。
Step4.单击 按钮,完成进给率和速度的设置,系统返回“深度轮廓加工”对话框。
按钮,完成进给率和速度的设置,系统返回“深度轮廓加工”对话框。
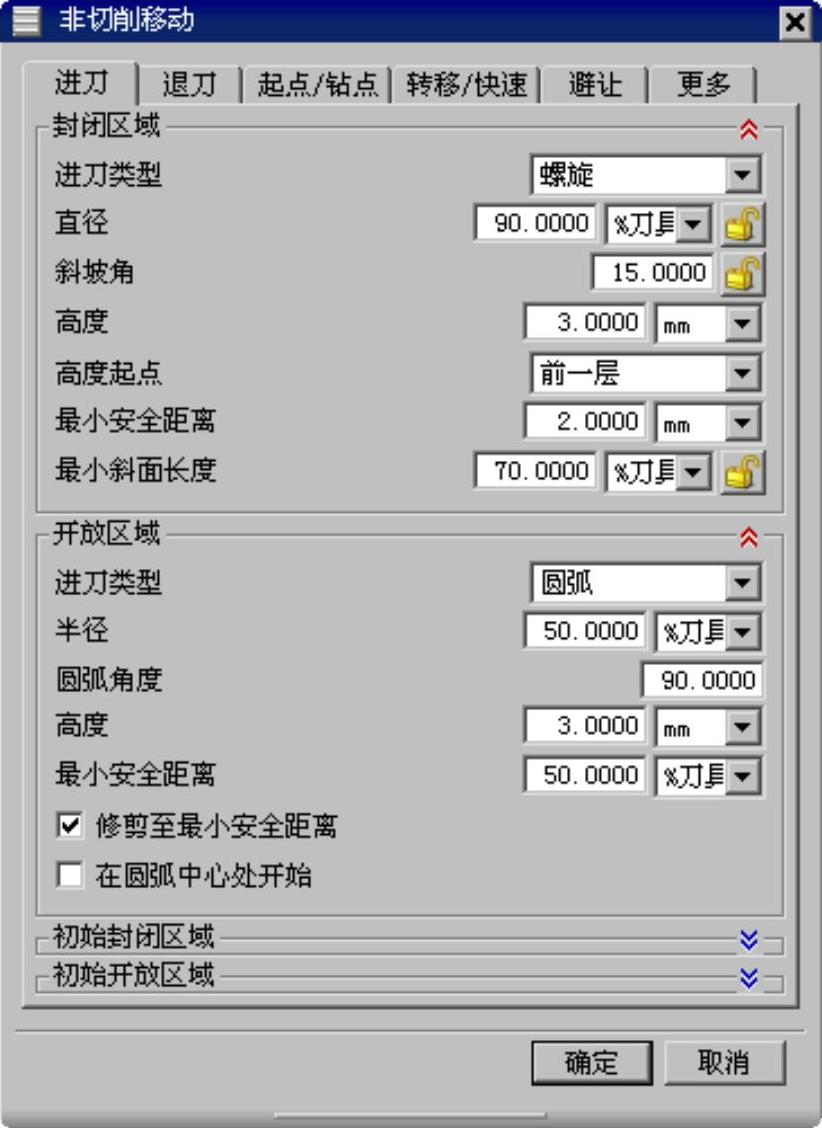
图4.4.13 “进刀”选项卡
Task5.生成刀路轨迹并仿真
Step1.在“深度轮廓加工”对话框中单击“生成”按钮 ,在图形区中生成图4.4.14所示的刀路轨迹。
,在图形区中生成图4.4.14所示的刀路轨迹。
Step2.单击“确认”按钮 ,系统弹出“刀轨可视化”对话框。单击
,系统弹出“刀轨可视化”对话框。单击 选项卡,调整动画速度后单击“播放”按钮
选项卡,调整动画速度后单击“播放”按钮 ,即可演示2D动态仿真加工,完成演示后的模型如图4.4.15所示,单击
,即可演示2D动态仿真加工,完成演示后的模型如图4.4.15所示,单击 按钮,完成仿真操作。
按钮,完成仿真操作。
Step3.单击 按钮,完成操作。
按钮,完成操作。
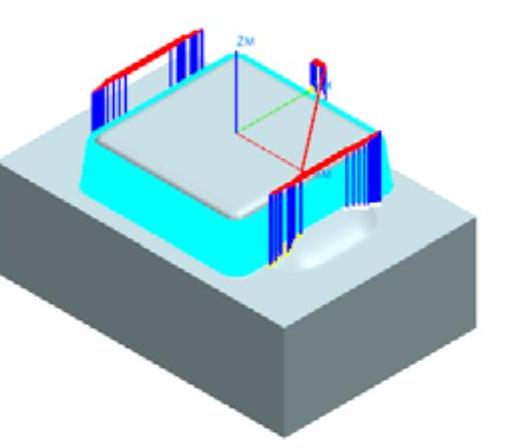
图4.4.14 刀路轨迹
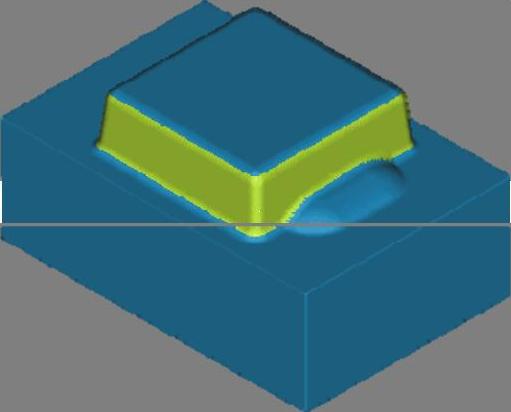
图4.4.15 2D仿真结果
Task6.保存文件
选择下拉菜单

 命令,保存文件。
命令,保存文件。
相关文章

图4-11 正确与错误的轴下切面a)错误 b)正确表面机械加工是另外一种表面预处理方法,常通过车削或磨削来完成。在热喷涂技术中,经常采用的表面机械加工方法有下切、开槽和平面布钉三种。将这道焊层机械加工成3.2mm的最小的肩,肩的直径应比轴的最后精加工尺寸大一些。3)使涂层生成起伏叠层,以控制内应力。......
2025-09-29

电流过大,LED会缩短寿命;电流过小,达不到所需光强。② 注意辨认各类LED引脚线的排列,以防极性装错。⑥ 安装时,LED的壳体不得与引脚相碰,要保证1mm左右的安全距离。图3-25 LED安装示例2.LED焊接技术与注意事项在焊接LED的过程中,应严格遵守以下操作要求。静电和电流的急剧升高将会对LED产生损害,因此必须做好静电防护工作。......
2025-09-29

图3-12加工单元设备示意图左视图;正视图图3-13加工单元铝合金型材支撑架示意图其中:220 mm长铝合金型材6根;110 mm长铝合金型材2根;150 mm长铝合金型材2根。装配铝合金型材支撑架时,注意调整好各条边的平行度及垂直度,锁紧螺栓。......
2025-09-29

消费电子产品的LED驱动器拥有比较成熟的技术、产品和相对成熟的市场,例如手机、MP3、MP4等电子产品。目前,能耐60V高压的LED驱动器新品已推出。业界对在汽车业直接采用LED的仪表板背光、前后雾灯、第三刹车灯、方向灯、尾灯的市场十分看好和乐观。按驱动方式分类1)恒流式LED驱动器。④ 恒流驱动器的最大承受电流及电压值限制了LED的使用数量。常用LED恒流驱动器的接线方法如图3-6所示。2)稳压式LED驱动器。......
2025-09-29

通过实训,使学生熟悉腌腊肉制品的加工方法,掌握腊肉的加工操作要领。1.原料选择选用经兽医检验合格的鲜猪肉。2.制作过程整修:将鲜猪肉除尽猪毛,剔去骨头,按规格尺度割成长方形块。码放整齐,以装满为度,并将剩余配料撒在缸面或池面上层。冬至后立春前因气候较冷,腌的时间可延长 1 d。待配料渗入肉内后即可出缸。对照腊肉成品的标准进行评定,并写出实训报告。......
2025-09-29

1) 屏蔽屏蔽是抑制以场的形式造成干扰的有效方法。通常在程序的关键位置放置连续几个NOP 指令、LJMP 指令, 或者两者的组合, 将混乱或者跑飞的程序重新指向正确的位置, 如未使用的中断向量区、未使用的编程区、程序的转折区等。......
2025-09-29

相关推荐