棒材生产工艺 原料中如果有水分,挤出的棒材内部就会产生气泡,形成大量的蜂窝状空隙。4)挤出成型不同截面形状制品时,要注意口模形状的选择。6)塑料棒材的挤出塑化成型温度应控制在比原料的熔融温度高30℃。7)较大直径棒材成型后要及时进行热处理,以消除内应力。聚酰胺棒材热处理方法是放在100℃水中浸泡3~4h。常用工程塑料棒材挤出成型工艺条件见表7-4。......
2025-09-29
棒材火焰喷涂是采用氧-乙炔燃烧火焰作热源,喷涂材料为棒材的热喷涂方法。由于金属材料可以很容易地制成线材,而金属氧化物,即陶瓷材料无法加工成线材,至多可以制成一定粗细和长短的棒材,所以,棒材火焰喷涂主要指陶瓷棒材火焰喷涂。这种工艺方法早在20世纪60年代,等离子喷涂技术在我国还未普及时在航空航天等军事领域就有成功应用了。70年代中后期,随着等离子喷涂技术在我国的推广,陶瓷棒材火焰喷涂技术逐渐退出应用。但在90年代初,在我国引进了美国诺顿公司专门喷涂陶瓷棒材的氧-乙炔火焰棒材喷涂设备(Rokide Ceramic Spray System)之后,由于该技术确有其独特之处,在某些领域获得了成功应用,陶瓷棒材火焰喷涂技术才又受到业内人士的重视。
1.喷涂原理
棒材火焰喷涂的喷涂原理同线材火焰喷涂的原理完全一样,不再赘述。陶瓷棒材喷涂的主要特点是陶瓷棒端部在氧-乙炔火焰中停留的时间较长,使得陶瓷棒端部充分熔化后,再用射流雾化成微滴喷射到工件表面形成涂层,从而克服了氧-乙炔火焰粉末喷涂时,由于陶瓷粉末熔点高,在火焰中停留时间短、熔化不充分而影响涂层质量的弊端。
2.设备构成
美国诺顿公司的氧-乙炔火焰棒材喷涂设备的构成如图2-10所示。除喷枪在结构上有些差别外,其他各系统与线材火焰喷涂基本相同。

图2-10 美国诺顿公司的氧-乙炔火焰棒材喷涂设备的构成
图2-11所示为诺顿棒材喷枪枪头的结构。喷枪结构紧凑,棒材的输送依靠喷枪后部的电动机带动,电动机后部有控制线与控制盒相连,控制盒带有速度调节旋钮和清晰的数字显示。棒材送给速度控制精确,电动机具有自动转换功能,可适应世界各地不同的输入电压和频率。为便于操作,喷枪上也装有控制钮用来控制棒材的进给和气体的通断。
3.涂层和工艺技术特点(https://www.chuimin.cn)
(1)涂层结构和特性陶瓷棒材喷枪的特性决定了只有当陶瓷棒端部充分受热熔化后,才能被射流雾化成微滴并喷射出枪口,其速度一般为150~250m/s,高的动能和热能使得粒子在到达工件表面时仍能保持熔融状态,这就保证了涂层粒子间有很高的结合强度,也就保证了涂层的高致密性。
(2)工艺技术特点
1)设备配置简单,操控便捷,既可在热喷涂车间操作,也可用于现场施工作业。
2)可喷涂的陶瓷棒材种类较多,有氧化铬、氧化铝、氧化锆、氧化铝钛等17种之多,规格有:ϕ4.75mm、ϕ6.35mm、ϕ7.94mm三种。还可喷涂直径为4.75mm的粉芯丝材。
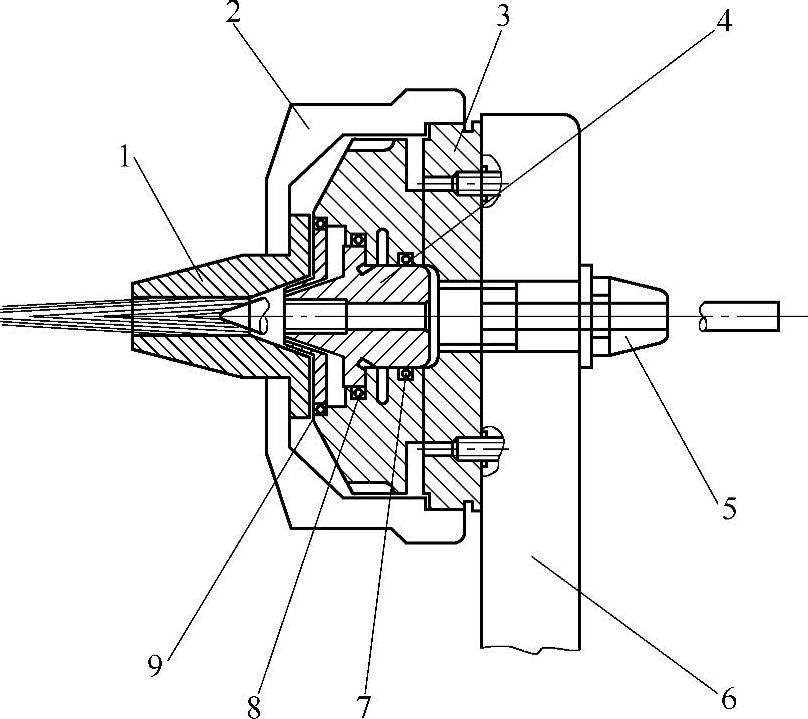
图2-11 诺顿棒材喷枪枪头结构
1—镀铬气帽 2—主气帽 3—混气头 4—喷嘴 5—燃烧头导杆 6—变速器 7、8、9—密封圈
3)我国目前已有类似的设备和陶瓷棒材,但设备和材料水平均有差距。
相关文章

棒材生产工艺 原料中如果有水分,挤出的棒材内部就会产生气泡,形成大量的蜂窝状空隙。4)挤出成型不同截面形状制品时,要注意口模形状的选择。6)塑料棒材的挤出塑化成型温度应控制在比原料的熔融温度高30℃。7)较大直径棒材成型后要及时进行热处理,以消除内应力。聚酰胺棒材热处理方法是放在100℃水中浸泡3~4h。常用工程塑料棒材挤出成型工艺条件见表7-4。......
2025-09-29

为了获得紧密的实心棒,必须采取措施,增加机头压力。因此,要想挤出中心无空隙的棒材,机头与冷却定型模要设计连接为一个整体,中间用隔热垫圈隔离热传导。如挤出尼龙PA1010棒材时,定型套的内径要比制品外径大3.5%。棒材挤出机头设计主要参数有机头口模定型长度L、过渡角、收缩角。塑料棒材机头设计要求1)机头平直部分的长度为d,d为口模直径。1)棒材冷却定型模与挤出机头紧密相连,连接处要加隔热垫圈。......
2025-09-29

聚氯乙烯结皮发泡棒材的生产工艺流程:配料→高速热混→冷混→挤出→发泡→冷却定型→牵引→定长切割→翻转堆料→检验→成品入库。PVC结皮发泡棒材挤出成型生产线如图7-8所示。结皮发泡制品挤出成型的关键是使发泡剂的分解、气泡核的形成、气泡核的膨胀和泡体的固化定型与PVC树脂的塑化及成型过程相适应。......
2025-09-29

硬板生产线 挤出板(片)材生产线由加料器、双螺杆挤出机、机头、三辊压光机、输送装置、两辊牵引机切边装置、纵向圆盘切边机、横向锯切机、板材堆放车组成。塑料硬板挤出成型生产线如图6-2所示。......
2025-09-29

食品包装用板(片)材用无毒卫生级PVC树脂。ABS板材原材料准备ABS板材应选用挤出板材用的专用树脂,即丙烯腈-丁二烯-苯乙烯共聚树脂。聚烯烃板材原材料准备 聚烯烃板材的挤出成型工艺比较简单,在挤出成型前无须进行干燥和造粒,原料染色后即可挤出成型。......
2025-09-29

热喷涂技术是表面工程领域内表面改性最有效的技术之一。热喷涂技术涂层形成原理如图1-1所示。随着相关技术的发展,各种热喷涂技术层出不穷。现代热喷涂技术已经不仅仅停留在“热”字上了。这些都是对热喷涂技术的补充和拓展,已成为现代热喷涂技术重要组成部分。热喷涂技术是正在迅速发展的高新技术,其中部分涂层制备工艺技术已纳入先进制造技术名单。......
2025-09-29

板(片)材挤出机头口模的调节方式 口模平直段的长度,一般要根据板材的厚度而定,通常取板材厚度的20~30倍。图6-22所示为格子板机头用螺钉调节模唇上下移动而控制口模出胶间隙的方法。一般情况下,生产板材的扁平机头都兼用阻流块、阻流棒和口模间隙调节装置。板材机头口模技术参数与制品质量关系1)板坯进入三辊的方向与制品质量关系。图6-30 ABC塑料板材的机头温度分布5)口模宽度与出料均匀性。......
2025-09-29
1913年Schoop提出了电弧喷涂枪的设计,并于1916年研制成功实用型电弧喷涂枪,制备了钢结构长效防腐涂层,将热喷涂技术真正用于生产实践。从此,世界各国各喷涂专业公司也相应研究开发了一系列粉末火焰喷涂枪,对热喷涂技术进行了大量的研究和应用推广,使得热喷涂技术有了长足的发展,并取得了很大的成绩。20世纪70年代~90年代热喷涂技术向着高能、高速、高效发展。......
2025-09-29
相关推荐