激光固化自由成形机由液槽、可升降工作台、激光器及扫描系统、计算机数控系统等组成。在这一层液态光敏树脂受到紫外激光束照射的部位,液态光敏树脂发生聚合反应而快速固化,形成相应的一层固态的成形件截面轮廓和支撑结构。......
2025-09-29
图5-27是美国德州大学奥斯汀分校研制的用于制作支架的一种激光固化自由成形系统——DMD Projection Printing(DMD-PP)系统,此系统是基于数字微镜元件(DMD)的掩膜投影式μSLA系统(见图3-118),它由DMD阵列、UV灯源、聚焦镜、伺服工作台、储液箱和供液泵等组成,其中DMD阵列用作动态掩膜,系统的成形分辨率与生物细胞的尺寸(μm)相当。
系统所用原材料的光固化单体是全氟乙烷(perfluorohexane,99.5%)、聚乙二醇二丙烯酸酯(PEGDA)和甲基丙烯酸(MAA);紫外光引发剂是艳佳固(Irga-cure)和UV染料。储液箱中充有高密度的惰性化学物——全氟己烷(C6F14),它用作储液箱底部的填充材料,以便减少成形时单体需要量。
图5-28是DMD-PP系统自由成形的支架。
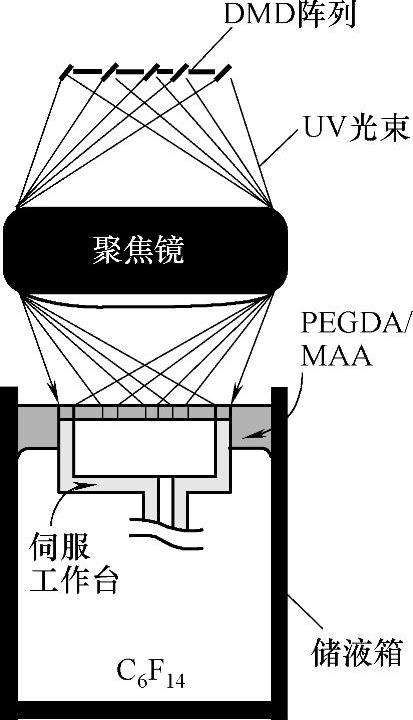
图5-27 DMD-PP系统成形
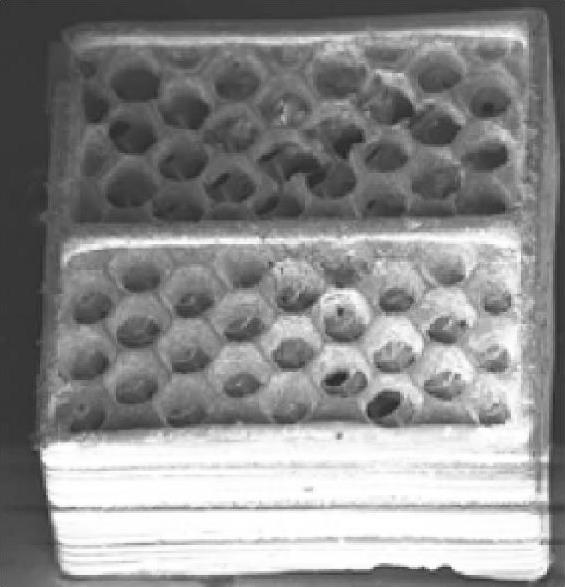
图5-28 DMD-PP系统自由成形的支架
图5-29是美国佐治亚工学院研制的一种用于支架成形的掩膜投影式μSLA系统。
我国的许多单位也开展了支架的直接自由成形研究,例如:
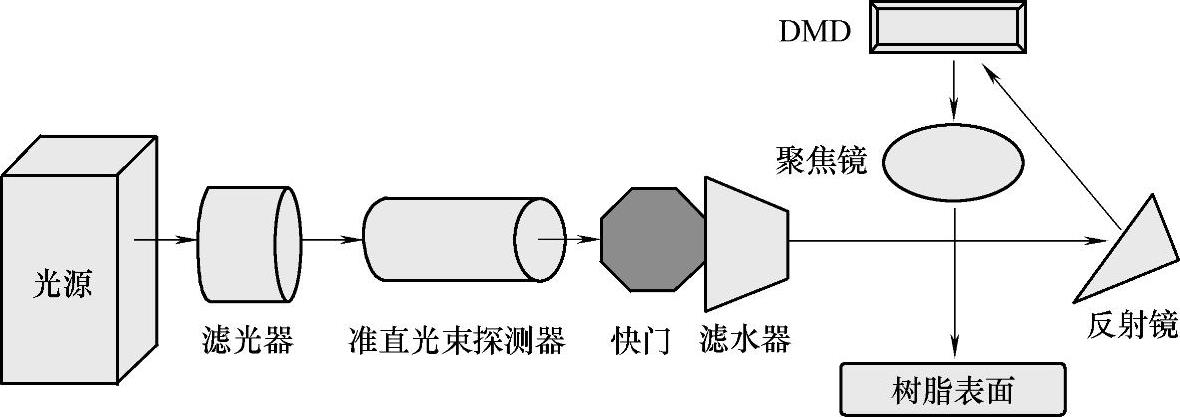
图5-29 佐治亚工学院掩膜投影式μSLA系统
(1)喷射/挤压细胞—支架材料的混合物,使其堆积成形
这种方法是,按照预定的支架孔隙结构和细胞/生长因子分布的要求,用自由成形机的喷头一层层地喷射或挤压细胞/生长因子与支架材料的混合物,将不同的细胞/生长因子和材料堆积到空间的指定位置,然后细胞/生长因子与支架材料的混合物能迅速改变状态,使其保持一定的形状,具有一定的强度。
上述混合物可以是细胞/生长因子与凝胶状支架材料的混合物,堆积之后因凝胶固化而成形;也可以是细胞/生长因子与溶于溶剂(或水)的液态支架材料的混合物,堆积之后因溶剂挥发(或水分蒸发)而固化成形。(https://www.chuimin.cn)
例如,可以将离子浓度敏感材料(如海藻酸钠,触发离子为Ca离子),以及一种或多种促进细胞粘附生长的生物可降解材料(如蛋白质、多糖、糖蛋白、蛋白多糖、氨基酸)作为支架材料,并制备成水溶液,浓度为10~100g/L,离子浓度敏感材料与促进细胞粘附生长的生物可降解材料的质量比为1∶(0.5~10),此水溶液经灭菌后备用。再选择一种或多种细胞/生长因子与上述灭菌后的水溶液混合,然后,通过自由成形机的不同喷头,分别喷射/挤压多种细胞—支架材料的混合物,形成离散的液滴、微片、微段或连续的微流状细胞—支架材料单元,并堆积到空间指定的位置。堆积过程中,在有触发离子存在的条件下,细胞—支架材料的混合物迅速发生溶胶—凝胶转变,形成具有一定形态和强度的细胞—支架材料凝胶,得到组织器官雏形。
这种方法要求细胞与支架材料的混合物在成形之前呈现一定的流动性,便于喷射或挤压;成形前后必须保持适合细胞生存所需大量的水分,以及便于营养和代谢产物交换过程的环境,否则可能不适合细胞的生存。
(2)分别喷射/挤压含细胞、生长因子和含支架材料的液体,使其堆积成形
例如喷射/挤压—冷冻干燥法,这种方法的步骤如下:
1)制备室温下含支架材料的液体。将支架材料与溶剂混合,使其成为溶液、悬浊液、乳浊液或部分溶解的浆料。
2)制备室温下含生长因子的液体。将生长因子与溶剂混合,使其成为溶液、悬浊液、乳浊液或部分溶解的浆料。
3)在低于0℃的环境下,按照设计的结构和路径,通过自由成形机的喷头,分别喷射/挤压含支架材料的液体和含生长因子的液体,逐层堆积成形为冷冻支架。
4)将冷冻支架送入冻干机进行冷冻干燥,使溶剂升华,得到大量小于50μm的相互贯通的孔隙结构。
(3)熔融挤压自由成形支架
根据熔融挤压自由成形的工艺原理,西安交通大学研制出了气压式熔融沉积自由成形系统,在此系统中,乳化糖被加热至80~120℃,并在0.8~1.0MPa的压力下,从0.2mm的小孔中挤至可沿X-Y方向移动的工作台上,构成乳化糖骨负型三维支架。再将骨生长因子制成悬浮液,加入成骨细胞,制成生物活性剂,将其注入已成形的负型三维支架中。然后,倒出生物活性剂,并在支架的孔隙中注入常温固化的自凝固羟基磷酸钙骨水泥,待水泥完全固化后,用36~38℃的蒸馏水溶解乳化糖成形材料,构成羟基磷酸钙正形三维支架和分布其中的成骨细胞与骨生长因子。
清华大学将聚交酯加热至160℃,然后在6bar[2]压缩空气的作用下,使聚交酯从0.3mm的喷嘴中挤至工作台上,构成尺寸为60mm的多孔柱。然后,将此柱切成4段,每段长15mm,孔隙尺寸为300~400μm,孔隙率约60%,这种材料可生物降解,用作再生骨支架。
(4)DoP型三维打印自由成形支架
上海交通大学、同济大学、复旦大学等在富奇凡公司生产的DoP型三维打印自由成形系统和MAM微滴喷射自由成形系统上,成功地制作了多种材料和结构的支架。
相关文章

激光固化自由成形机由液槽、可升降工作台、激光器及扫描系统、计算机数控系统等组成。在这一层液态光敏树脂受到紫外激光束照射的部位,液态光敏树脂发生聚合反应而快速固化,形成相应的一层固态的成形件截面轮廓和支撑结构。......
2025-09-29

图5-8 DoP型三维打印自由成形支架a)原理图 b)外形照片用DoP型三维打印自由成形工艺制备的支架孔径较小,且孔径与粉材的粒径有关。上述研究表明,三维打印自由成形技术在制备支架方面极具潜力。用有机溶剂(如氯仿)作粘结剂时,干燥一周后,在三维打印自由成形的支架中会有残留0.5%的氯仿。......
2025-09-29

用激光固化法成形陶瓷器件时,原材料还可以不是光固化陶瓷悬浮液,而是光固化陶瓷浆料,它由陶瓷粉、丙烯酸酯单体、光引发剂、分散剂和增稠剂组成。通常,激光固化法难以成形小于600μm的陶瓷特征结构。图2-6~图2-8是用激光固化自由成形机直接成形的一些陶瓷件。......
2025-09-29

一层成形后,喷嘴、激光束和供粉管相对工作台上升一个层高,再进行下一层截面的成形,如此循环便可实现功能梯度构件的三维自由成形。图4-21 三套供粉系统图4-22 功能梯度材料构件的激光熔覆自由成形系统框图图4-23 两种梯度分布a)FGM1 b)FGM2本章参考文献[23]中报道了用钛和碳化钛按梯度分布进行激光熔覆自由成形,所得梯度材料构件如图4-24所示,从此图可见,在自下而上的垂直方向,随着高度的增加,Ti的含量逐渐减少,TiC的含量逐渐增加。......
2025-09-29
华中科技大学的李祥友等采用自行研制的激光烧结自由成形系统,进行了激光微细熔覆电子浆料柔性布线技术的研究[57]。5)采用CO2激光器或光纤激光器时在树脂基板和玻璃基板上成形导线时,功率密度和扫描速度对导线宽度的影响规律基本一致。激光功率密度对结合强度影响不大。......
2025-09-29
回顾这一阶段的进程,自由成形技术的研究人员主要致力于提高成形件的精度,试图使其具有与减成法竞争的能力。通俗地说,目前商品化自由成形机制作的工件多数只能做到“形似”,而难以做到“神似”。这些自由成形机适用的原材料通常不能由用户自行选定,并且与用户所需的最终材料可能有很大的差别。......
2025-09-29
图2-23 激光切割自由成形机原理图激光切割自由成形机的工作过程见图2-24,成形结束后得到包含成形件和废料的叠层块,成形件被废料小网格包围,剔除这些小网格之后,便可得到三维成形件。图2-24 激光切割自由成形机的工作过程a)工作台下降一层的高度送进新一层纸 b)热粘压 c)切割轮廓线和网格线......
2025-09-29

图3-111 在Fab@Home上三维打印自由成形不锈钢器件随后,将生坯件在室温下放置约24h或置于约80℃的烘箱中30min,以便排除水分使生坯件干燥,再将其置于充有94%氩气和6%氢气的加热炉中,首先在550℃下保持1h,烧除生坯件中的粘结剂,然后在1350~1400℃下烧结1h,再冷却至室温得到所需的不锈钢器件。......
2025-09-29
相关推荐