但是,在一些构件的视图中,也有些线段并不反映实长,只有将这些线段先鉴别出实长和非实长,才能画出构件的展开图。这一过程就是构件的表面展开,简称展开。构件展开后构成的平面图形称为展开图。所以,不论构件的板料形状如何复杂,都可以采用不同的方法进行展开。......
2025-09-29
(一)下料与放样的关系
按照施工图的要求,按正投影的原理,把零件(构件)画在平台或平板上,这个图称做放样图,画放样图的操作过程称为放样(也称落样)。利用样板或根据图样,直接在板料及型钢上划出零件形状的加工界线,这种操作称为下料(也称为号料),如图15-15所示。
放样和下料是制造焊接结构的第一道工序,它直接反应了构件的平面图形和真实尺寸,根据放样图上已得的实际尺寸制出的样板,可作为下料、加工、装配等工序的原始依据,对保证构件的产品质量有着直接影响。所以,放样图与施工图有着密切的关系。但是,二者又有截然不同,主要不同点如下:
1)放样图的比例是固定的,通常为1∶1,而施工图的比例是不固定的,可以按1∶2∶、2∶1或任意值放大或缩小。
2)焊接结构构件在施工图上标注有尺寸、表面粗糙度、焊缝余高、焊脚尺寸、标题栏和有关技术说明等,而放样图上可以忽略上述内容,甚至只画出构件的形状和大小即可,不必考虑放样图线条的粗与细。
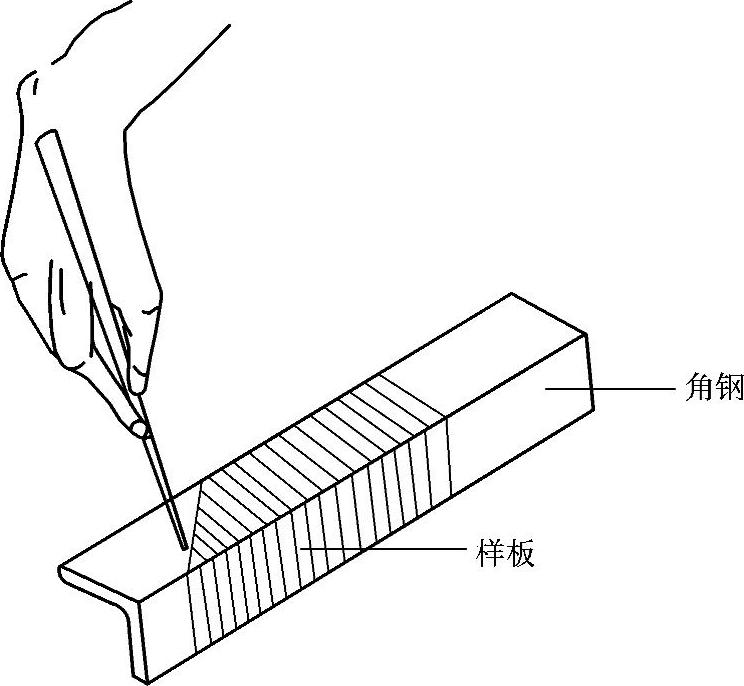
图15-15 下料
3)焊件的施工图是示意性的,放样图确是精确地反映实物的形状。
4)在施工图上,不能随意添加或去掉线条,而放样图为了画图方便,可以添加各种必要的辅助线,也可以去掉与放样无关的线条。
(二)下料方法简介
为了合理使用和节约原材料,在进行展开图下料时,必须最大限度地提高原材料的利用率,常用的几种下料方法介绍如下:
1.集中下料法
把相同厚度的钢板零件和相同规格的型钢零件,集中在一起下料,既提高了生产效率,又减少了材料的浪费。
2.巧裁套料法(https://www.chuimin.cn)
把各种不同形状的零件和同一形状的零件(厚度相同),巧妙排料,如图15-16所示。并在套料时尽量消灭空白板面,既方便下道工序的剪裁,又使剩余板料最少。

图15-16 巧裁套料法
3.统计计算法
由于零件的长短不一,而原材料的尺寸是一定的。因此,在型钢下料时,常采用统计计算法下料。即先把较长的料排出来,然后根据余料的长度,再把和余料长度相同或相近的零件排上,直至整根料被充分利用为止。
4.利用余料下料法
在每一张板料和型钢下料后,总会有一定形状的剩余板料和型钢料头,把这些剩余的余料和料头收集在一起,把较小的零件放在余料上进行下料,这种下料方法称为利用余料下料法。
(三)下料工序注意事项
在下料前,应该仔细阅读技术文件和图样,仔细检查下料样板的尺寸是否正确、核实下料的板材,型材是否符合技术文件要求。此外,还应注意以下事项:
1)为了充分利用时间,在下料前,应该准备好下料工具,如锤子、圆规、划针、样冲和錾子等。
2)发现板料、型材上有疤痕、裂纹、夹层以及厚度不足等现象时,应该及时与有关部门联系。
3)对于板材和型钢有较大的弯曲和凹凸不平时,下料前应首先进行矫平和矫直;为了保证下料安全,不要在人行道、运输道上下料;大型型钢划线多的平面,应搁置于平面位置,防止经常翻动浪费时间和发生安全事故;下料时,型钢和型钢之间最少应保持10~12mm的距离。
4)完成下料工序后,应该在零件的加工线、孔与眼的位置、零件与零件的接缝处,用白粉或白漆作个记号,为下道工序提供方便。
相关文章

但是,在一些构件的视图中,也有些线段并不反映实长,只有将这些线段先鉴别出实长和非实长,才能画出构件的展开图。这一过程就是构件的表面展开,简称展开。构件展开后构成的平面图形称为展开图。所以,不论构件的板料形状如何复杂,都可以采用不同的方法进行展开。......
2025-09-29

(一)安全经济首先要提出来强调的是“安全”二字,这也是任何一款人类使用工具的基本要求,是必须要满足的。设计时应考虑到老年人、孕妇、左撇子等社会特殊人群的使用习惯和身体心理特征,将各种可能的安全隐患全面考虑进去,尽量降低错误操作带来的危险,保证用户在使用时不会受到伤害。结构设计要安全合理,符合人类使用习惯。......
2025-09-29

由于智能产品的交互方式的多样化,在选择交互方式时,应该根据用户和调研进行以及现实情况进行设计抉择,以下是笔者总结的在进行交互方式设计时应该遵守的原则。在之前介绍的智能单轮车中,出于体感交互方式安全上的考虑,再设计时要限制住最高速度,保证在安全范围内,从而确保使用者避免出现意外时不会受到严重的伤害。......
2025-09-29

焊接质量保证的一般原则,应严格按GB/T 12467.1—2009~GB/T 12467.5—2009《金属材料熔焊焊接质量要求》中规定的执行。为了进一步保证产品的焊接质量,生产企业在满足GB/T 19000—2000中所列出的企业技术装备、人员及技术管理的要求外,还应保证产品的合理设计及安排合理的制造流程。对焊接接头的质量要求,应通过可靠的试验和检验予以验证。......
2025-09-29
图5.5叶轮中间截面上叶片载荷分布由图5.5可知,NPSHa=2.09m[对应图5.1中的A点]时,叶轮叶片表面压力分布较均匀,在叶片进口吸力面处压力最小,出口处压力最大。NPSHa=1.27m[对应图5.1中的C点]时,叶片表面压力分布发生变化,即叶片载荷在S=0~0.3处明显变小。当NPSHa=1.07m[对应图5.1中的D点]时,叶片表面压力分布变化较显著,即叶片载荷在S=0~0.6处变得较小,尤其是在S=0.4~0.6处接近零,叶片前端60%的部分基本不做功,造成离心泵扬程突降。......
2025-09-29

焊接工艺装备设计的原则是,必须满足工作职能的要求,应该按照适用、经济、美观的原则来设计焊接工艺装备。焊接工艺装备设计注意事项如下:1)设计焊接工艺装备时,应使整个设备具有较好的密闭性,特别是定位和安装基准面、传动机构等应有可靠的防护。2)焊接工艺装备的传动系统,应有反行程自锁性能,防止驱动力取消后,装备传动系统会因装备自重或焊件的自重而倒转,造成人身伤亡或设备的损坏。......
2025-09-29


相关推荐