图4-4 5A02铝合金板的装配试件装配 把打磨好的焊件装配成Ⅰ形坡口的对接接头,间隙为2mm,5A02铝合金板手工钨极氩弧焊的焊接参数见表4-19。表4-19 5A02铝合金板手工钨极氩弧焊的焊接参数焊接操作 采用蹲位焊接,把焊件固定在适当的高度,调整好角度后,在焊缝的起点处引弧,为了避免在开始焊接的20~30mm长的焊缝中出现始焊端裂纹,焊接速度要适当地放慢些,使始焊端得到充分的热量,确保焊缝焊透和获得均匀的焊缝,然后稍加停顿再继续进行焊接。......
2025-09-29
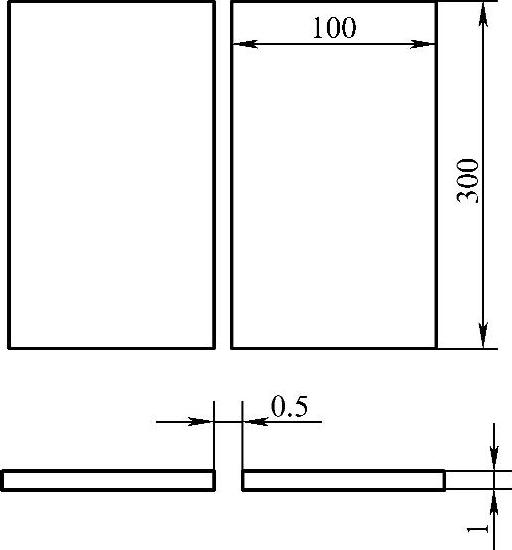
图6-4 厚1mmTA2钛板的手工TIG焊试板
1.焊前准备
(1)焊机 选用WSE5—160型交流方波/直流钨极氩弧焊机1台。
(2)填充焊丝 采用不加焊丝的工艺方法。
(3)焊件 厚1mmTA2钛板的手工TIG焊试板如图6-4所示。
(4)氩气 要求一级纯度[φ(Ar)为99.99%],露点在-40℃以下。
(5)钨极 WCe-13型焊丝,直径为1.5mm。
(6)辅助工具和量具 不锈钢钢丝刷、不锈钢丝轮、锤子、钢直尺、划针、焊缝万能量规、带拖罩的焊枪(拖罩长100mm)和焊缝背面的氩气保护装置。
2.焊前装配定位
(1)准备试件 用不锈钢钢丝轮打磨去除待焊处两边各20mm范围内的油、污、氧化皮。(https://www.chuimin.cn)
(2)装配定位 按图6-4进行焊件定位焊,定位焊缝长度为10~15mm,其间距为100mm。装配定位焊时,严禁用铁器敲击和划伤钛板表面。定位焊缝的焊接参数见表6-9。
表6-9 厚1mm钛合金板对接平焊手工TIG焊的焊接参数

3.焊接操作
将焊件平放在焊缝背面氩气保护装置上,接通氩气,焊接电源为直流正接(焊件接正极),这种接法焊接电流容易控制,不仅焊缝熔深大,而且焊缝及热影响区窄。按表6-9所列的焊接参数选择,由焊缝的一端向另一端焊接。
焊接过程随时观察焊缝及热影响区表面颜色的变化,及时提高氩气的保护效果。因为焊缝及热影响区表面颜色的不同,表明该焊接接头的冷弯角有变化,直至弯曲不合格(见表6-5)。
焊枪倾斜10°~20°,焊接过程不作摆动。不添加焊丝,焊枪喷嘴距焊件的距离在不断弧、不影响操作的情况下尽量小些。焊接结束后,视焊缝及热影响区表面颜色而定(与温度有关,表面温度要低于400℃以下),在20~30s后再停氩气保护。
4.焊接质量检验
1)焊缝表面不得有气孔、裂纹和焊漏等缺陷。
2)按表6-5所示工业纯钛焊缝表面颜色与冷弯角标准,检查焊缝保护情况。
相关文章

图4-4 5A02铝合金板的装配试件装配 把打磨好的焊件装配成Ⅰ形坡口的对接接头,间隙为2mm,5A02铝合金板手工钨极氩弧焊的焊接参数见表4-19。表4-19 5A02铝合金板手工钨极氩弧焊的焊接参数焊接操作 采用蹲位焊接,把焊件固定在适当的高度,调整好角度后,在焊缝的起点处引弧,为了避免在开始焊接的20~30mm长的焊缝中出现始焊端裂纹,焊接速度要适当地放慢些,使始焊端得到充分的热量,确保焊缝焊透和获得均匀的焊缝,然后稍加停顿再继续进行焊接。......
2025-09-29

表2-2 不锈钢管对接水平固定单面焊双面成形的焊接参数4.焊接操作焊接层次分为打底层和盖面层两层。不锈钢管对接水平固定手工TIG打底焊时焊接位置如图2-2所示。图2-2 不锈钢管对接水平固定手工TIG打底焊时焊接位置a)仰焊位置 b)立焊位置 c)平焊位置盖面焊接 在打底层上引弧,在时钟钟面6点处开始焊接,焊接电弧作月牙形或锯齿形摆动,在坡口两侧稍作停留,各填加一滴熔滴,使熔敷金属与母材融合良好。......
2025-09-29

黄铜板熔化极氩弧焊的焊接参数见表5-11。表5-11 黄铜板熔化极氩弧焊的焊接参数6.焊缝清理焊缝焊完后,用不锈钢钢丝刷将焊接过程中的飞溅清除干净,在交专职焊接检验前,不得对各种焊接缺陷进行修补,焊缝处于原始状态。......
2025-09-29
半自动熔化极氩弧焊焊接操作采取左焊法,电源采用直流反接,短路接触引弧。纯铜板熔化极氩弧焊焊接参数见表5-10。表5-10 纯铜板熔化极氩弧焊的焊接参数7.焊缝清理焊缝焊完后,用不锈钢钢丝刷将焊接过程中的飞溅清除干净,在交专职焊接检验前,不得对各种焊接缺陷进行修补,焊缝要处于原始状态。......
2025-09-29

主体金属构架的组装焊接是在上述零部件制作完成后进行的作业工序,由于整体焊接量较大,会导致焊接变形。立组焊接的主要部件为端部托梁、横梁等。另外,由于桁架底部封板及其支承构件位于桁架底侧,通常需要在上述平组和立组焊接完成之后进行。......
2025-09-29

表2-4 不锈钢钢管对接垂直固定单面焊双面成形的焊接参数4.焊接操作焊接层次分为打底层、盖面层两层。不锈钢管对接垂直固定手工TIG焊打底焊时焊枪与焊丝、管子的角度如图2-5所示。同时,每道焊缝与前一道焊缝要搭接1/3左右,盖面层焊缝要熔进坡口两侧边缘1~2mm。图2-6 不锈钢管对接垂直固定焊条电弧焊盖面焊时焊条与管子的夹角......
2025-09-29
在电力专业实习日志五中,记录了实习期间的重要学习经历与心得体会,展现了通过实践提升专业技能和解决实际问题的能力,丰富了电力领域的知识。......
2025-04-09
相关推荐