铝及铝合金的线胀系数是钢的2倍,在约束条件下焊接时,所产生较大的焊接应力,也是铝及铝合金具有较大的裂纹倾向的原因之一。铝及铝合金焊接时不等强度的表现,说明焊接接头发生了某种程度的软化或存在某一性能上的薄弱环节。......
2025-09-29
1.纯铜的牌号
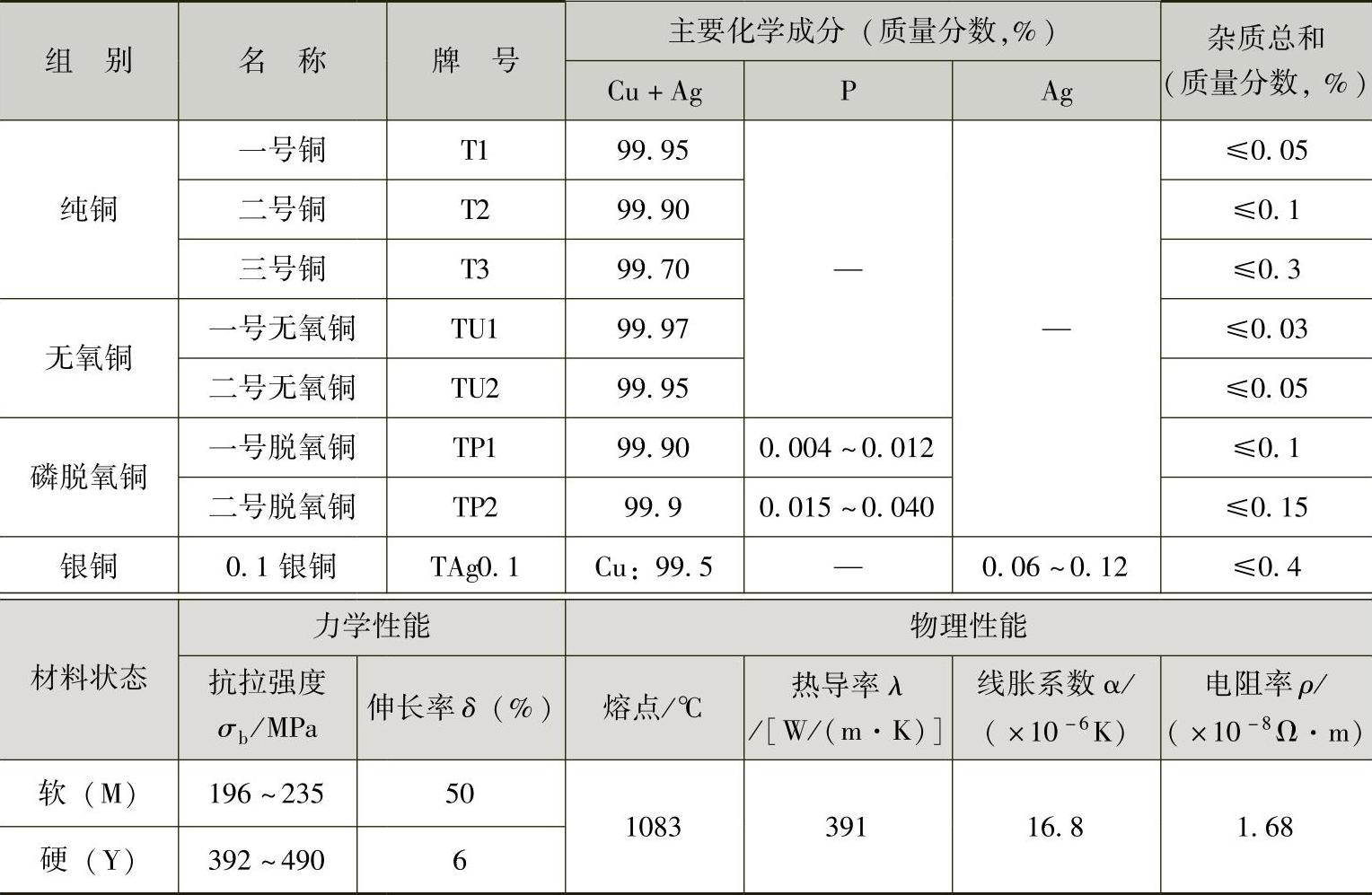
根据GB/T 5231—2001标准,纯铜的牌号是以字母“T”为首,后面的数字表示级别。工业纯铜共分为四个组别,即纯铜、无氧铜、磷脱氧铜和银铜等,工业纯铜的化学成分及力学性能见表5-1。
表5-1 工业纯铜的化学成分及力学性能(摘自GB/T 5231—2001)
2.黄铜代号
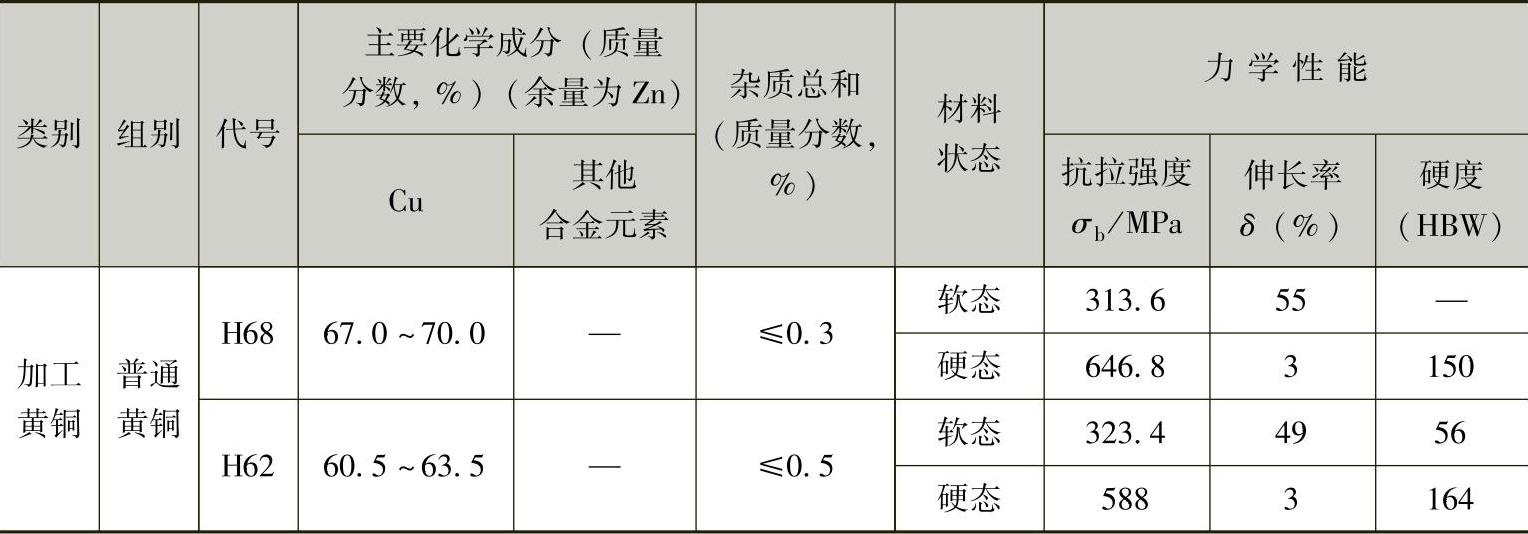
常用的黄铜主要分为加工黄铜和铸造黄铜,其中加工黄铜又分为普通黄铜、镍黄铜、锡黄铜、铅黄铜、锰黄铜、铝黄铜、铁黄铜、硅黄铜、加砷黄铜等。铸造黄铜主要有硅黄铜、锰黄铜、铅黄铜等。黄铜的牌号以字母“H”为首,字母后的数字为Cu的平均含量(如,H62是指Cu的质量分数为62%的黄铜),Zn为余量。特殊用途的黄铜,在“H”的后面还标出所加元素的化学符号,然后再注明Cu及所加元素的平均含量,余量为Zn(如,HFe59-1-1表示Cu的质量分数为59%,Fe的质量分数为1%,Mn的质量分数为1%,余量为Zn的黄铜)。常用黄铜的化学成分及力学性能见表5-2。
表5-2 常用黄铜的化学成分及力学性能(摘自GB/T 2040—2002)
3.青铜代号
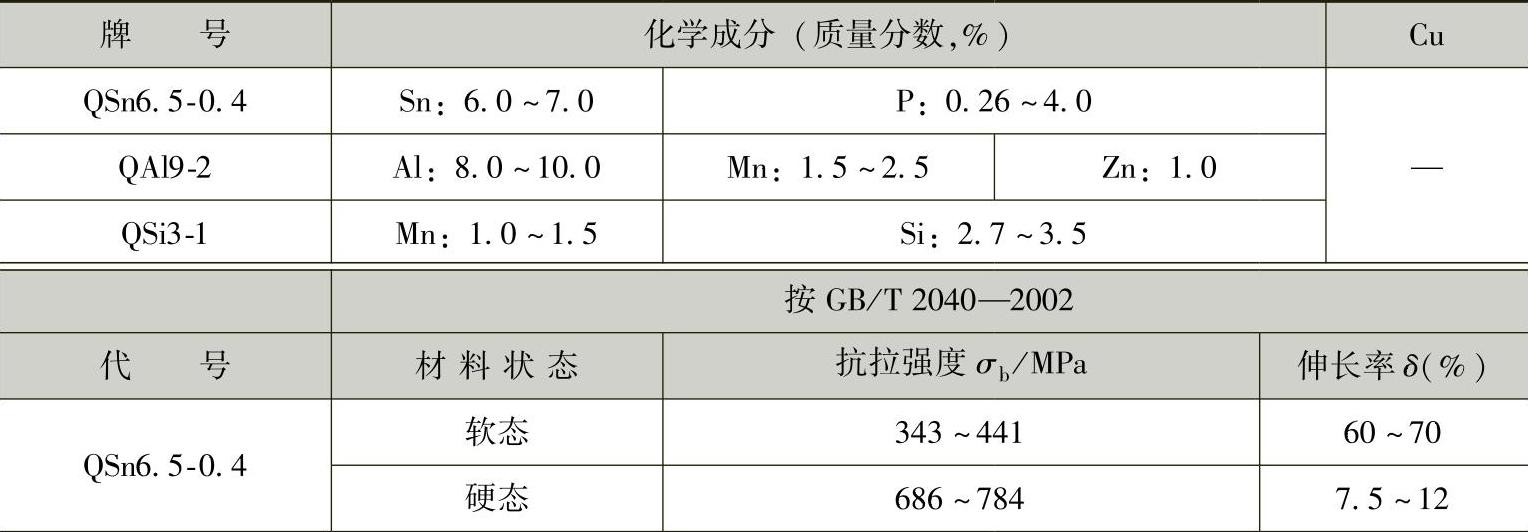
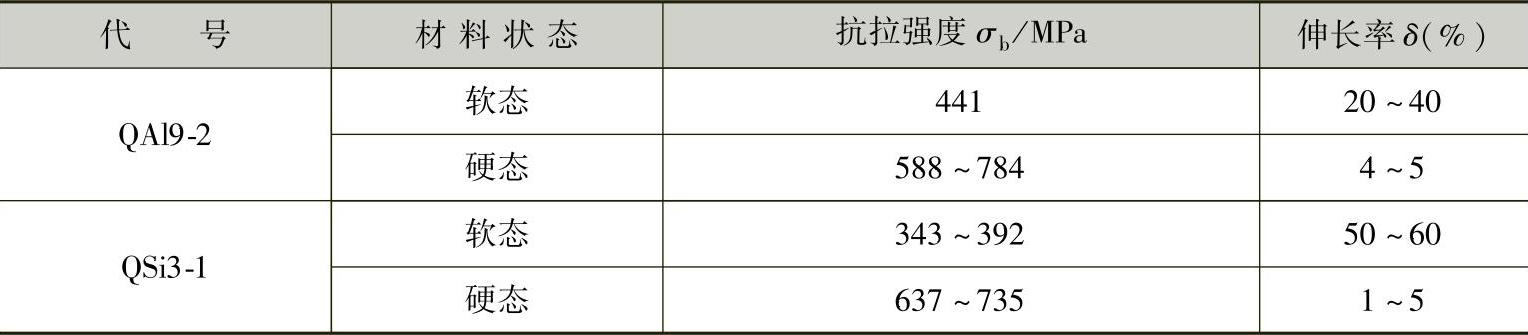
常用的青铜主要分为加工青铜和铸造青铜。加工青铜又分为锡青铜、铝青铜、铍青铜、硅青铜、锰青铜、锆青铜和铬青铜等。青铜的牌号以字母“Q”字为首,其后标有主要合金元素的化学符号,最后标出所加元素的平均含量,余量为Cu(如,QSn10是为Sn质量分数为10%的锡青铜;QSn10-2是Sn的质量分数为10%,Zn的质量分数为2%的锡青铜)。常用加工青铜的化学成分及力学性能见表5-3。(https://www.chuimin.cn)
表5-3 常用加工青铜的化学成分及力学性能(摘自GB/T 5231—2001)
(续)
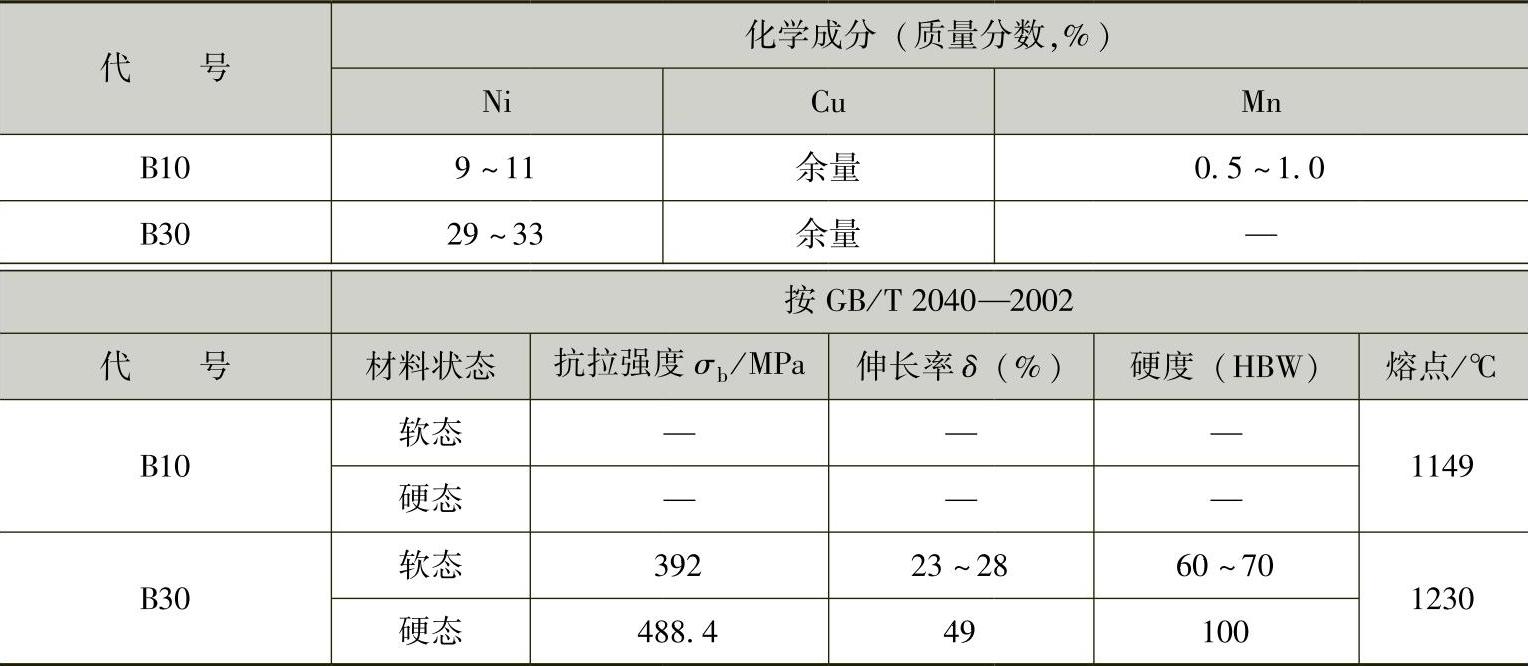
4.白铜代号
常用的白铜(GB/T 5231—2001)主要分为普通白铜、锌白铜和铝白铜等。白铜的牌号以字母“B”为首,其后的数字为平均含Ni量,而Cu为余量(如,B19表示Ni的质量分数为19%的普通白铜)。如果白铜中还含有其他元素,则在字母“B”的后面表出所加元素的化学符号,然后再依次注明Ni及所加元素的平均含量(如,BZn15-20表示Ni的质量分数为15%,其他化学元素的质量分数为20%)常用白铜的化学成分及力学性能见表5-4。
表5-4 常用白铜的化学成分及力学性能(摘自GB/T 5231—2001)
相关文章

铝及铝合金的线胀系数是钢的2倍,在约束条件下焊接时,所产生较大的焊接应力,也是铝及铝合金具有较大的裂纹倾向的原因之一。铝及铝合金焊接时不等强度的表现,说明焊接接头发生了某种程度的软化或存在某一性能上的薄弱环节。......
2025-09-29

型号示例:表1-1 不锈钢焊条熔敷金属化学成分(续)(续)(续)注:表中的单值均为最大值①焊条型号中-××表示焊接位置和药皮类型,见表1-2和表1-3。常用焊条标准对照 不锈钢焊条GB/T 983—2012标准与其他相关标准常用焊条型号的对应关系见表1-4。铬不锈钢焊条示例奥氏体铬镍不锈钢焊条表1-5 焊条牌号第一位数字意义示例......
2025-09-29

使用熔化电极的脉冲氩弧焊称为熔化极脉冲氩弧焊。2)由于熔化极脉冲氩弧焊的电流脉动,将引起熔滴过渡的可控性和电弧力的脉动,这样有利于加快熔池冶金反应及熔池内的气体逸出。3)由于熔化极脉冲氩弧焊能够严格地控制焊接热输入,因此也能够较精确的控制熔池形状和熔合比。4)熔化极脉冲氩弧焊可以提高焊缝的抗裂性、抗气孔性、提高焊缝的强度和冲击韧度等力学性能。......
2025-09-29

铝及铝合金采用熔化极氩弧焊的焊接电流大、热量集中,焊缝熔池熔深大,焊接速度相应的增加,焊接生产率比手工钨极氩弧焊提高近20倍,适用于中等厚度较规则的纵焊缝、环焊缝及平焊位置的铝及铝合金焊接。用熔化极脉冲氩弧焊可以焊接1mm的薄板。5)大厚度的铝板焊接时,为了加大熔深,确保焊透,应采用氩气与氦气的混合气体进行焊接,要求氦气的体积分数为70%。铝及铝合金大电流熔化极氩弧焊的焊接参数见表4-13。......
2025-09-29

电子式电能表是利用电子电路驱动计数机构来对电能进行计数的,而机械式电能表是利用电磁感应产生力矩来驱动计数机构对电能进行计数的。机械式电能表由于成本低、结构简单而被广泛应用。三相四线式电能表的结构与三相三线制电能表类似,但它内部有3组部件共同来驱动计数机构。图2-22 单相电能表(机械式)的外形及内部结构图2-23 三相三线制电能表(机械式)的外形与内部结构......
2025-09-29
手工钨极氩弧焊适用于焊接0.5~5.0mm的铝及铝合金焊件,机械化(自动)钨极氩弧焊可以焊接1~12mm的环缝或纵缝。所以,铝及铝合金采用手工钨极氩弧焊时,采用交流电源最好。常用铝及铝合金手工TIG焊的焊接参数见表4-11。......
2025-09-29

相关推荐