铝塑复合管的连接方式宜采用卡套式连接。管芯插入管道后,拧动锁紧螺母,将预先套在管道外的金属紧箍环束紧,使管内壁与管芯密封,起到连接作用。5)铝塑复合管埋地敷设安装应注意以下几个问题:①埋地进户管(引入管)穿外墙处,应预留孔洞,孔洞高度一般为管顶以上的净高不宜小于100mm。⑤埋地铝塑复合管的管件应做外防腐处理。⑥给水引入管与排水排出管的水平净距不得小于1m。......
2023-09-01
1.纹选择
按螺纹牙型角度的不同,管螺纹分为55°管螺纹和60°管螺纹两大类。在我国长期以来广泛使用55°管螺纹。当焊接钢管采用螺纹连接时,管件外螺纹和管件内螺纹均应使用55°管螺纹。在引进项目中会遇到60°管螺纹,因此在从国外引进的装置或购买的产品使用管螺纹连接时,应首先确定是55°管螺纹还是60°管螺纹,以免发生技术上的失误。
用于管子连接的螺纹有圆锥形和圆柱形两种,连接的方式有三种。圆柱形内螺纹套入圆柱形外螺纹,如图4-11所示;圆锥形内螺纹套入圆柱形外螺纹,如图4-12所示;圆锥形内螺纹套入圆锥形外螺纹,如图4-13所示。其中,后两种方式在施工中普遍使用。

图4-11 圆柱形内螺纹套入圆柱形外螺纹

图4-12 圆锥形内螺纹套入圆柱形外螺纹
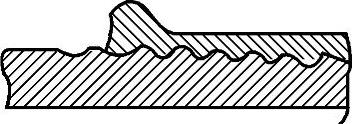
图4-13 圆锥形内螺纹套入圆锥形外螺纹
2.螺纹连接
(1)断管
根据现场测绘草图,在选好的管材上画线,按线断管。
(2)套螺纹
将断好的管材按管径尺寸分次套制螺扣,一般以管径为15~32mm的套两次,40~50mm的套三次,70mm以上的套3~4次为宜。
(3)配装管件
根据现场测绘草图,将已套好螺扣的管材配装管件。
1)配装管件时应将所需管件带入管螺扣,调试松紧度(一般带入3扣为宜)。在螺扣处涂铅油、缠麻后带入管件,然后用管钳将管件拧紧,使螺扣外露2~3扣,去掉麻头,擦净铅油,编号放到适当位置等待调直。
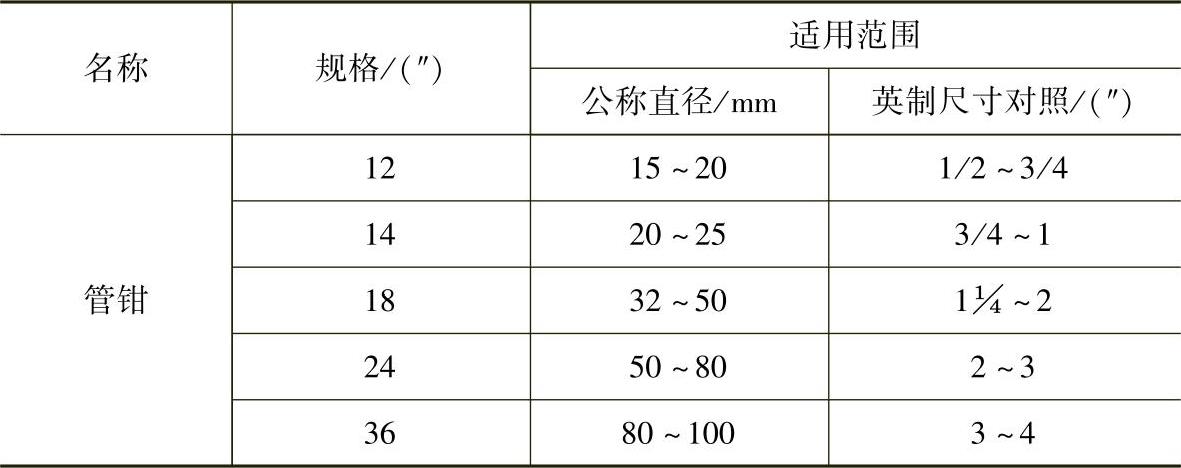
2)根据配装管件的管径大小选用适当的管钳(表4-2)。管钳的外形如图4-14所示。

图4-14 管钳的外形
a)管钳 b)链钳
表4-2 管钳适用范围
首先将要连接的两管接头丝头用麻丝按顺螺纹方向缠上少许,再涂抹白铅油,涂抹要均匀。如用聚四氟乙烯胶带则更为方便。然后将一个管子用管钳夹紧,在丝头处安上活节,拧进1/2活节长;此时,再把另一支管子用第二把管钳夹紧,固定住第一把管钳,拧动第二把管钳,将管拧进活节1/2长度。对突出的油麻,用麻绳往复磨断清扫干净。对于介质温度超过115℃的管路接口,可采用黑铅油和石棉绳。
3)管段调直。将已装好管件的管段,在安装前进行调直。
①在装好管件的管段螺扣处涂铅油,连接两段或数段,连接时不能只顾预留口方向而要照顾到管材的弯曲度,相互找正后再将预留口方向转到合适部位并保持正直。
②管段连接后,调直前必须按设计图样核对其管径、预留口方向、变径部位是否正确。
③管段调直要放在调管架上或调管平台上进行,一般两人操作为宜,一人在管段端头目测,一人在弯曲处用锤子敲打,边敲打边观测,直至调直管段无弯曲为止;同时,在两管段的连接点处标明印记,卸下一段或数段,再接上另一段或数段直至调完为止。
④对于管件连接点处的弯曲过死或直径较大的管道,可采用烘炉或气焊加热到600~800℃(火红色)时,放在管架上将管道不停地转动,利用管道的自重使其平直;或用木板垫在加热处用锤子轻击调直,调直后在冷却前要不停地转动,等温度降到适当时在加热处涂抹机油。
凡是经过加热调直的螺扣,必须标好印记,卸下来重新涂铅油并缠麻,再将管段对准印记拧紧。
⑤配装好阀门的管段,调直时应先将阀门盖卸下来,将阀门处垫实后再敲打,以防振裂阀体。
⑥镀锌碳素钢管不允许用加热法调直。
⑦管段调直时不允许损坏管材。
有关水暖工从新手到高手的文章

铝塑复合管的连接方式宜采用卡套式连接。管芯插入管道后,拧动锁紧螺母,将预先套在管道外的金属紧箍环束紧,使管内壁与管芯密封,起到连接作用。5)铝塑复合管埋地敷设安装应注意以下几个问题:①埋地进户管(引入管)穿外墙处,应预留孔洞,孔洞高度一般为管顶以上的净高不宜小于100mm。⑤埋地铝塑复合管的管件应做外防腐处理。⑥给水引入管与排水排出管的水平净距不得小于1m。......
2023-09-01

为确保量尺准确,应弹出立管安装的垂直中心线。管段的下料方法,有计算法和比量法两种。比量法1)螺纹连接的比量下料。比量法简便实用,在现场施工时应用广泛。图3-2 承插管下料尺寸......
2023-09-01

焊接时,为防止法兰变形,应按对称方向分段焊接,如图4-15所示。法兰垫圈应符合要求,不允许使用斜垫圈或双层垫圈。平面法兰所用垫圈要加工成带把的形状,如图4-18所示,以便安装或拆卸。法兰连接时,应使两片法兰的螺栓孔对准,连接法兰的螺栓应用同一种规格,全部螺母应位于法兰的某一侧。连接法兰的螺栓端部伸出螺母的长度,一般为2~3扣。螺栓紧固还应根据需要加一个垫片,紧固后,螺母应紧贴法兰。......
2023-09-01

捻口完成后,应进行试压,若发现漏水,要及时修补。若漏水部位超过一半,则必须全部剔除,重新接口。由于膨胀水泥对承口会产生内压力,因此用在管壁较薄的铸铁管时,应适当降低水泥所占的比例。土质松软或管道穿越铁路和公路时,一般不使用膨胀水泥接口,平均环境温度低于5℃时,一般不采用膨胀水泥接口。涂润滑剂前应擦干橡胶圈和承插口。......
2023-09-01

实际工作中一般是在管道安装前刷第一遍油漆,但要留出焊接部位,待安装及试压完毕后再完成全部涂装工作。盐酸的质量分数一般为10%~15%,酸洗在室温下的浸泡时间约为12min。人工涂刷时,应往复、纵横交错涂刷,保证涂层均匀;喷涂法是以压缩空气为动力进行喷涂。现场涂漆一般任其自然干燥,多层涂漆的间隔时间,应保证漆膜干燥,涂层未经干燥不得进行下一工序施工。......
2023-09-01
焊条电弧焊通常又称为手工电弧焊,是应用最普遍的熔化焊焊接方法,它是利用电弧产生的高温、高热量进行焊接的。在同等条件下,气焊消耗氧气、乙炔气、气焊条,焊条电弧焊消耗电能和电焊条,相比之下焊条电弧焊的成本高于气焊。在一般情况下,气焊用于公称直径小于50mm、管壁厚度小于3.5mm的管道连接;焊条电弧焊用于公称直径等于或大于50mm的管道连接。管道焊接常采用直径为3.2mm的焊条。......
2023-09-01
管道施工图常用的比例有1∶5、1∶10、1∶200等,大样图则采用1∶10或1∶20等较小的比例,区域性平面图采用1∶50、1∶1000等较大的比例。施工中应以供货厂家的产品样本为准。焊接钢管与常用小直径无缝钢管的对应关系见表1-1。中、小直径管道一般标注管道中心的标高,排水管等重力流管道通常标注管底标高。除标高以“m”计以外,施工图中的其他尺寸均以“mm”计。......
2023-09-01
热熔连接是由相同热塑性塑料制作的管材与管件互相连接时,采用专用热熔机具将连接部位的表面加热,连接接触面处的本体材料互相熔合,冷却后连接成为一个整体。管道热熔连接示意图如图4-35所示。热熔连接技术要求见表4-16。图4-35 管道热熔连接示意图表4-16 热熔连接技术要求注:1.当操作环境温度低于5℃,加热时间延长50%。......
2023-09-01
相关推荐