造型特征分析●戒指主体形状呈交叉对称结构,可以用镜像工具产生该结构。在顶视图中,使用镜像工具实例复制多边形,形成对称结构。使用“快速切片”工具,在前视图对戒圈的顶部进行快速切割,形成戒指凸起部分的特征结构线,见图12-15。......
2025-09-29
1.大型液化天然气(LNG)储罐内罐壁板立焊缝的焊条电弧焊
大型LNG储罐结构如图7-10所示,容积160000m3,它包括混凝土外罐、金属外罐、半封闭金属罐和金属内罐。内罐由低温力学性能优良的9%Ni(质量分数)钢拼焊而成。内罐壁板在高度上共有11层,每层的厚度自下而上从28.59mm至12mm逐渐变薄。内罐壁板的立缝采用焊条电弧焊,环缝采用埋弧焊。这里只介绍焊条电弧焊部分。
(1)焊条电弧焊焊条选用和使用要求 9%Ni(质量分数)钢焊接材料的熔敷金属不仅应满足抗拉强度和-196℃低温冲击韧度的要求,而且应与母材的线胀系数相近。因为LNG储罐在运行过程中,随着工作温度的变化会产生膨胀和收缩,储罐壳体的焊接接头必然经受相应的热膨胀循环,如果焊缝金属与9%Ni(质量分数)钢的线胀系数相差太大,会导致焊接接头疲劳寿命下降。根据AWS A5.11/A5.11M—2005焊条电弧焊镍和镍合金焊条标准,应选用ENiCrMo-3焊条(化学成分代号NiCr22Mo9Nb,相当于国家标准GB/T 13814—2008的ENi6625焊条),该合金的线胀系数与9%Ni钢母材最接近。
焊条的使用要求是:①焊前坡口及两侧30mm范围内的毛刺、油污、水、铁锈、氧化皮等必须清除干净。②焊条使用前应进行烘干(300~350℃,1h),烘干后放置于恒温干燥箱内(110~150℃),焊接使用时必须置于手提式焊条保温筒中,筒内温度应保持在50~160℃,焊条置于空气中4h,必须回炉再烘干,再烘干次数不得超过一次。③直流反接,焊接电流见表7-4。
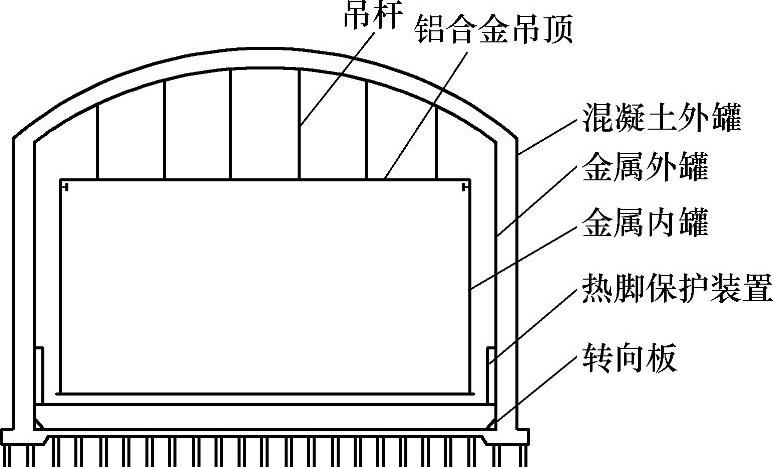
图7-10 LNG储罐结构
表7-4 焊条电弧焊规范参数

(2)内罐壁板焊接顺序
1)通过三个25t塔式起重机吊装预制好的壁板,且在罐内需要四五个人进行固定组装。
2)每两块壁板之间先通过门形卡进行固定,然后进行定位焊,最后拆除门形卡,依次重复这个过程,直到整圈壁板都定位好。
3)整圈壁板定位好之后,进行壁板径向立缝的焊条电弧焊,第一层应采用分段退焊的方法,焊工沿圆周方向均匀分布,同步焊接。
4)进行上一层壁板的组装、焊接。
5)焊接两圈壁板之间的环向焊缝,采用埋弧焊,自动焊机均匀分布,并沿同一方向焊接。先焊大坡口,待大坡口焊接完,反面采用碳弧气刨清根,再用砂轮机打磨、焊道光滑,背面清根时保持合理的U形坡口形状,避免出现窄而深的V形坡口,经渗透检查,直至缺陷全部清除为止。
(3)其他注意事项
焊接施工过程中从安全、焊缝质量等方面考虑,应遵循一定的注意事项:
1)固定焊焊缝应有一定的强度,一般长度不小于50mm。
2)焊接过程中,每焊完一根焊条,收弧处必须打磨,再进行下一根焊条的焊接,以防止弧坑裂纹。
3)焊机电源线和焊把线使用时,不允许盘成封闭的环形,必须拉直,以避免钢板产生磁性。(https://www.chuimin.cn)
焊接施工后,对焊缝进行目视、渗透和射线检查,均符合标准要求。对焊缝进行常温拉伸和弯曲、低温冲击(-196℃)试验,结果为:焊接接头抗拉强度为605MPa,拉断位置为母材;接头180°弯曲试验合格;-196℃的冲击吸收能量,焊缝为75J,热影响区为84J。
2.X80级管线钢焊条电弧焊
西气东输工程的冀宁支线采用X80级管线钢,管径ϕ1016mm,壁厚15.3mm,主管线施工采用自动焊技术,连接头部位因自动焊机施工不便,采用焊条电弧焊。
(1)焊接材料 X80钢属控轧控冷低碳贝氏体钢,根据X80级管线钢管材成分及性能,施工时选用AWS标准的E7010(ϕ3.2mm)焊条进行打底焊、E9018-G(ϕ4.0mm)焊条进行填充焊和盖面焊;返修时使用E7016(ϕ3.2mm)焊条打底焊,E5518-G(ϕ3.2mm)进行填充焊和盖面焊。
(2)预热温度及坡口形式 通过对X80级管线钢进行斜Y形焊接裂纹试验,并综合考虑现场环境条件,施工时确定预热温度为100~150℃,接头坡口形式及尺寸见图7-11。
(3)焊接要点
1)焊前预热:使用环形火焰加热器对管口进行预热,预热范围为坡口两侧各120mm宽区域。预热时要求加热均匀,预热温度应在距管口50mm处测量,8个测温点均匀分布在管口圆周上。

图7-11 接头坡口形式及尺寸(单位:mm)
2)焊接过程中应保证道间温度与预热温度相同,焊接时随时测量道间温度,如发现温度低于预热温度应重新加热。
3)焊条烘烤:E7016焊条焊前应在350℃下烘干并保温2h,焊接时焊条存放在焊条保温筒内,随用随取,E9018-G焊条不要求烘烤。
4)焊接时,严格按照表7-5的焊接参数执行,不得随意更改参数。
5)为避免焊后焊缝冷却速度过快,焊后应使用保温带进行焊后缓冷处理。
表7-5 焊接参数

注:盖面焊焊缝应比坡口上沿两侧分别宽0.5~2.0mm。
严格执行上述焊接工艺,管道焊接施工的各项指标均达到工程质量要求。
相关文章

造型特征分析●戒指主体形状呈交叉对称结构,可以用镜像工具产生该结构。在顶视图中,使用镜像工具实例复制多边形,形成对称结构。使用“快速切片”工具,在前视图对戒圈的顶部进行快速切割,形成戒指凸起部分的特征结构线,见图12-15。......
2025-09-29

搅拌摩擦焊是利用机械工具与被焊材料的摩擦热及锻压力实现材料的固相连接,具有高效、节能、变形小、无冶金缺陷等优点,特别对铝合金等轻金属的焊接,具有熔焊无法比拟的优越性。目前主要用于焊接厚度小于40mm的铝合金,正在开发钛合金、铜合金、结构钢及异种材料的搅拌摩擦焊技术。为了满足大厚度高强度铝合金结构焊接的需求,需要开发焊接锻压力更高的重载装备,开发5轴联动空间曲线搅拌摩擦焊设备、30kN搅......
2025-09-29

包括焊接在内的制造信息是一种专业领域信息,它的本质和属性与信息有共性的一面,同时又具有其本领域自身的特征。焊接制造过程不仅具有信息的多领域、学科跨度大的一面,还表现为参数的耦合性强且带随机干扰的一面。图1-3为焊接制造信息的多领域、多因素特征的示意图。......
2025-09-29

近年来,增材制造技术在文化创意方向的应用非常活跃。一方面促进了文化创意的快速展现;另一方面,也扩大了增材制造技术的应用领域。同时,增材制造技术在文化创意方面的应用也使该项技术被赋予了更深厚的内涵,拉近了公众与该项技术的距离。增材制造技术在文化创意领域的应用既包含了个性化的定制和制造,也包含像珠宝首饰这种现代艺术品的生产和制造,还有古代艺术的再现等高端艺术品的衍生品,其应用领域的市场前景十分巨大。......
2025-09-29

PCS-9705 系列测控装置主要用于变电站间隔层数据和信号的测量与控制。只有发生严重故障时,“运行”指示灯才会熄灭,装置被闭锁。装置上电启动后,正常运行状态,“报警”指示灯应不亮。当装置发出报警信号时,该信号指示灯被点亮,当异常情况消失后,该信号灯自动熄灭。装置 “置检修”投入时,“检修”指示灯亮,表明装置目前处于检修状态。目前智能变电站用途最广的是多功能测控装置。......
2025-09-29

① 以一片袖原型为基础,将袖口两侧和袖中线处分别减小,沿袖中线切开袖山,打开左右袖山至距袖窿底线7cm高处。将袖子的下半部分以袖山高点作基准线,向两边进行等量分割并且画线垂直于底边。② 沿袖中线和袖山深线切开,袖山顶点各向左右展开4.5cm,沿分割线切开并分别展开3.5cm,画顺袖窿弧线与分割线。② 沿袖中线将袖山剪开,左右各展开3cm,使袖山产生隆起效果,画顺袖山弧线。......
2025-09-29
以热源类型为横坐标,以两材料发生结合时的物理状态为纵坐标,用二元坐标法将焊接方法进行分类,见表3-7。表3-7 焊接方法分类(续)焊接方法的主要特点:1)节省材料,减轻重量。可焊范围较广,而且连接性能较好。焊接接头可达到与工件金属等强度或相应的特殊性能。4)满足特殊连接要求。尽管如此,焊接加工在应用中仍存在某些不足。采用焊接方法修复某些有缺陷、失去精度或有特殊要求的工件,可延长使用寿命,提高使用性能。......
2025-09-29

相关推荐