梯级有整体压铸铝及金属结构组合型两种,其生产也分为相应的两种制造工艺。铝合金梯级一般采用含镁量较低、抗冲击强度较高的压铸铝合金材料制造。梯级有防滑等级、齿槽距离、尺寸公差等要求,因此踏板、踢板的冲压成形是梯级制造的关键工序,需要严格控制。其次,各零件间的焊接强度、装配精度等也是保证组合梯级尺寸及强度等要求的关键工艺,以保持各装配梯级的一致性。......
2025-09-29
航天飞行器密封舱体多为焊接结构,尤其是航天飞行器燃料箱、载人航天飞行器,对结构的密封性和抗拉强度有较高要求。因此,所用铝合金的焊接性能是个重要技术指标。本案例采用十字搭接裂纹试验法和鱼骨状裂纹试验法,评估5B70铝合金的焊接热裂纹敏感性,并与5A06铝合金对比。
1.试验材料和试验方法
(1)试样材料母材成分见表5-22。板材为退火态。十字搭接裂纹试验法所用填充焊丝为与母材同牌号焊丝。
表5-22 5B70和5A06铝合金化学成分(质量分数,%)

(2)试验方法
1)十字搭接裂纹试验法。图5-28所示为十字搭接试验的标准试件。试板长200mm、宽100mm,搭边长50mm,厚度2.2mm。试样数量各5组。焊接工艺为手工填丝TIG焊,焊接方向及顺序见图5-28。焊接前试件经化学清洗去除油污及氧化膜,烘干30min。先将四角端部点固焊,后采用Miller的Synwave351交直流焊机进行手工TIG焊。焊接参数:焊接电流90A、焊接速度220mm/min、氩气流量9L/min、钨极直径3.2mm。
2)鱼骨状裂纹试验法。图5-29所示为鱼骨状裂纹试验的试件。试件长131mm,宽78mm,厚度4mm。试样数量各5件。焊接工艺:手工无填丝大电流TIG焊。焊接前试件经化学清洗去除油污及氧化膜,烘干30min。采用Miller的Synwave351交直流焊机加背部垫板进行手工大电流快速TIG焊。焊接参数:焊接电流170A、焊接速度400mm/min、氩气流量9L/min、钨极直径3.2mm。
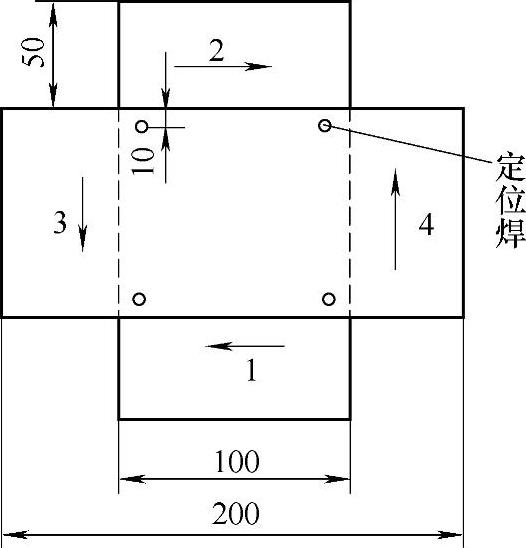
图5-28 十字搭接试验法试样形状和尺寸
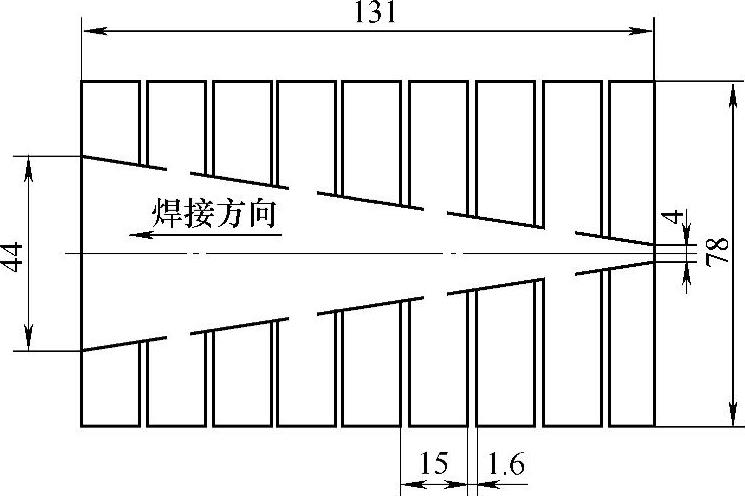
图5-29 鱼骨状裂纹试验法试样形状和尺寸
2.试验结果
1)十字搭接裂纹试验法试样宏观形貌:5B70试样未出现裂纹,5A06试样多在3、4号焊缝正面起弧中心处出现很浅且较短的结晶裂纹。裂纹率计算采用下式:
 (https://www.chuimin.cn)
(https://www.chuimin.cn)
式中 Hi——第i条焊缝上的结晶裂纹长度(mm);
Ri——第i条焊缝上的液化裂纹长度(mm);
Li——第i条焊缝的长度(mm);
n——焊缝总条数;
K1——结晶裂纹率(%);
K2——液化裂纹率(%)。
十字搭接裂纹试验法裂纹率计算统计见表5-23。十字搭接试验数据表明,5B70的热裂纹敏感性小于5A06铝合金的。
表5-23 十字搭接裂纹试验法裂纹率

2)鱼骨状裂纹试验法试样宏观形貌:裂纹均开启于引弧段焊缝中心处,与焊接方向平行,裂纹终止于焊缝中间部位。鱼骨状裂纹试验法裂纹率计算统计见表5-24。
表5-24 鱼骨状裂纹试验法裂纹率

3.结论
十字搭接裂纹试验和鱼骨状裂纹试验数据表明:Al-Mg-Sc型5B70铝合金具有良好的抗热裂能力,5B70铝合金热裂纹敏感性明显低于5A06铝合金的。
相关文章

梯级有整体压铸铝及金属结构组合型两种,其生产也分为相应的两种制造工艺。铝合金梯级一般采用含镁量较低、抗冲击强度较高的压铸铝合金材料制造。梯级有防滑等级、齿槽距离、尺寸公差等要求,因此踏板、踢板的冲压成形是梯级制造的关键工序,需要严格控制。其次,各零件间的焊接强度、装配精度等也是保证组合梯级尺寸及强度等要求的关键工艺,以保持各装配梯级的一致性。......
2025-09-29

概括起来,焊接性试验主要有以下内容:1.焊缝及热影响区抵抗产生冷裂纹的能力冷裂纹是合金结构钢焊接中最为常见的一种缺陷,且其产生和扩展具有延迟特性,危害极大。可用间接计算和焊接性试验来评定冷裂纹敏感性。因此,测定焊接接头抵抗脆性断裂能力也是焊接性试验的重要内容之一。......
2025-09-29

图5.24混凝土介质内压力分布图5.25观测点E处压力时程曲线压碎区A点处等效应力、失效应力与损伤因子变化时程曲线如图5.26所示。图5.27裂纹区B点处等效应力、失效应力与损伤因子变化时程曲线拉伸破坏区C点处等效应力、失效应力与损伤因子变化时程曲线如图5.28所示。可以看出,压力峰值衰减至2 MPa,等效应力始终小于材料失效应力,混凝土介质只产生弹性变形而不产生损伤。......
2025-09-29

对低压断路器的温度场仿真,首先应进行导体部分的电流场计算,求出其电流密度分布才能准确计算热源。低压断路器的热源主要是导电部分的焦耳损耗,其中包括导电排、热脱扣器和磁脱扣器,触头和出线端,以及国家标准和IEC标准中规定的温升实验中的连接导体,其中触头和出线端连接处的接触电阻对热计算的准确性影响较大,而连接导体的发热和散热也是一个需要特殊处理的问题。......
2025-09-29

灰铸铁在焊条电弧焊过程中,主要的难度是焊接接头容易出现白口组织及淬硬组织、焊接接头容易出现裂纹,以及变质铸铁在焊接过程中,容易出现熔化的焊条铁液与变质铸铁不熔合。本训练是解决灰铸铁的焊补技术及加热减应区技术。焊件 灰铸铁底座,见图3-2。这种做的目的是降低补焊区的温度,以减小焊接热应力和防止产生冷裂纹,灰铸铁底座裂纹焊条电弧冷焊的焊接顺序如图3-4所示。......
2025-09-29
Al2O3氧化膜熔点高,约为纯铝的3倍,密度约为铝合金的1.4倍,性能稳定,不易去除,焊接过程中氧化膜阻碍焊缝金属之间的结合,造成夹渣;Al2O3薄膜能吸潮,会增加焊缝气孔敏感性。焊缝气孔 焊缝气孔是铝及铝合金焊接的又一个重要问题。铝及铝合金焊缝气孔内气体成分分析证实,铝合金焊缝气孔为氢气孔。对于热处理强化铝合金,在焊接热影响区中温度高于时效处理温度的区域,会发生过时效,而导致强度下降。......
2025-09-29
系统可进行塑壳断路器的热脱扣器冷态动作特性的计算。图5-16为通过仿真获得的断路器热脱扣器冷态动作特性曲线,计算结果与实验结果的对比如图5-17所示。这是因为,当过电流倍数大时,由于热脱扣器动作快,热量还来不及散出,只需考虑双金属片的热特性,断路器内部的其他部件的吸热和散热对双金属片温升的影响很小。当过电流倍数小时,热脱扣器动作时间长,热交换可充分进行。......
2025-09-29

相关推荐