焊条的选用首先是根据焊件工作温度要求来进行的,焊接时需选用温度等级相适应的焊条。(二)低温钢埋弧焊焊剂及焊丝的选用低温钢埋弧焊时,主要考虑如何保证焊缝金属的韧性。镍可能增大热裂纹倾向,应严格控制钢材及焊缝金属中的碳、硫、磷的含量。(三)低温钢气体保护焊焊丝的选用在焊丝的选配上,无论是实心焊丝还是药芯焊丝,大都采用与母材含镍量相当的镍合金化的低合金钢焊丝,并尽量降低焊丝中碳、硫、磷及杂质含量。......
2025-09-29
1.试验材料
某丙烯球罐采用日本钢管NK-HITEN610U2L低温钢制造。化学成分见表5-19,板厚50mm。焊条电弧焊采用LB-62L焊条,其化学成分见表5-20。
表5-19 NK-HITEN610U2L钢板化学成分及相关数据(质量分数,%)

①按GB 3965—1995《熔敷金属中扩散氢测定方法》中甘油法测定熔敷金属扩散氢含量不大于1.5×10-2mL/g。
②按GB 3965—1995《熔敷金属中扩散氢测定方法》中色谱法测定熔敷金属扩散氢含量不大于4.1×10-2mL/g。
表5-20 LB-62L焊条熔敷金属的化学成分(质量分数,%)

2.试验方法
首先采用间接法的冷裂纹敏感指数Pcm、焊接冷裂纹敏感性指数Pc和焊接预热温度Te评定NK-HITEN610U2L钢的冷裂纹敏感性。Pcm采用式(5-1)计算,Pc和Te采用表5-7第1行的公式计算。计算得Pc=0.308%,则Te≈52℃。表明该钢板具有较低的焊接冷裂纹敏感性。
进一步采用直接法进行该钢的冷裂纹敏感性试验:
1)焊接热影响区最高硬度法。在常温、预热50℃及预热75℃下焊接时,钢板焊接热影响区的硬度分布见图5-27。
试验表明,在室温、预热50℃和预热75℃下施焊时,钢板的焊接热影响区最高维氏硬度分别为301、287和278。如果以焊接热影响区最高硬度不大于Hv350作为评定钢材是否具有焊接冷裂纹倾向的标准,则该钢的淬硬倾向较小,具有较低的焊接冷裂纹倾向,与预测Te的经验公式相吻合。(https://www.chuimin.cn)
2)斜Y形坡口焊接裂纹试验。对钢板采用直径4mm的LB-62L焊条(400℃×1h烘干)施焊,按照GB46751.1—1984的规定进行试验。试验分为焊前试板不预热(室温)、预热50℃和预热75℃共3组,每组试验制作2块试板。施焊时,环境温度为23~25℃,湿度50%~55%。焊接采用交流电源,焊接电流170~180A,电弧电压22~24V,焊接速度为150mm/min。试板焊后经48h自然冷却,之后对焊接接头表面进行渗透检测,结果均未发现表面裂纹。将每块试板的焊接接头切成4片5个断面进行裂纹检查,结果见表5-21。
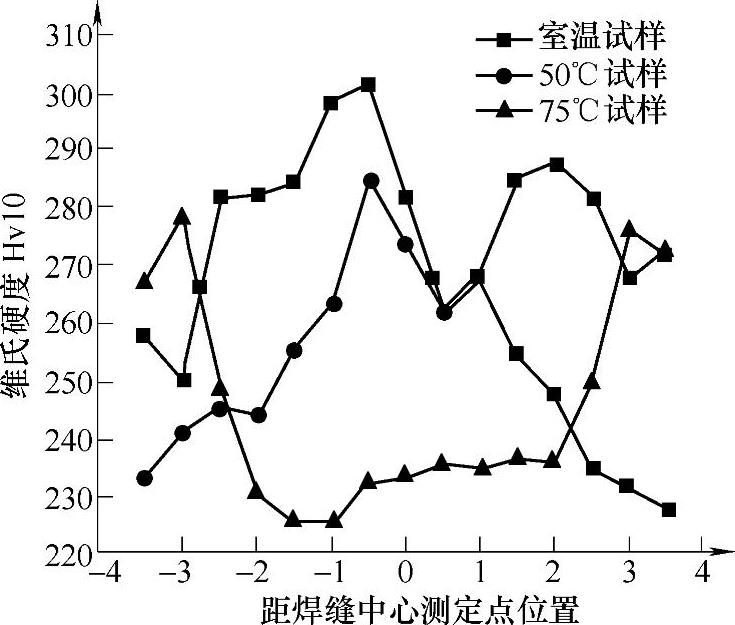
图5-27 焊接热影响区硬度测定点位置及其硬度值曲线
表5-21 斜Y形坡口焊接裂纹试验结果

(续)

可见,在焊前预热75℃的情况下,试板未发现任何焊接冷裂纹。按照常用的当裂纹率小于20%时即可判定该钢板无冷裂纹倾向的观点,则可以认为,对50mm厚NK-HITEN610U2L钢板焊前预热温度超过50℃时,在现场球罐工程应用的拘束应力下,实际焊接接头出现冷裂纹的可能性很小。
3)直Y形坡口焊接裂纹试验。为评价厚板焊接接头根部的冷裂纹敏感性,试验还采用同样的焊条施焊,并参照GB46751.1—1984标准的规定进行试验。试验分为焊前试板预热50℃以及预热75℃共两组,每组试验制作两块试板。施焊时,环境温度、湿度、焊接电流种类及焊接参数与斜Y形坡口焊接裂纹试验相同。试板焊后经48h自然冷却,之后对焊接接头表面进行渗透检测,结果均未发现表面裂纹。将每块试板的焊接接头切成4片5个断面进行裂纹检查,结果未发现任何根部裂纹。
3.结论
采用焊接热影响区最高硬度法、斜Y铁研裂纹法及正Y铁研裂纹法对50mm厚NK-HITEN610U2L钢板的焊接冷裂纹敏感性试验表明:该钢在设计要求条件下具有良好的抗冷裂纹性能。焊前预热50℃时,仅有1块斜Y铁研试板的断面裂纹率为10.69%;焊前预热75℃时,均未出现任何裂纹。据此,参考日本高压气体安全协会《高强度钢使用规范》的有关规定,并考虑到工程施工影响因素的复杂性,在严格执行焊接工艺条件下,推荐50mm厚NK-HITEN610U2L钢板对接接头的焊前预热温度应不低于100℃。
相关文章

焊条的选用首先是根据焊件工作温度要求来进行的,焊接时需选用温度等级相适应的焊条。(二)低温钢埋弧焊焊剂及焊丝的选用低温钢埋弧焊时,主要考虑如何保证焊缝金属的韧性。镍可能增大热裂纹倾向,应严格控制钢材及焊缝金属中的碳、硫、磷的含量。(三)低温钢气体保护焊焊丝的选用在焊丝的选配上,无论是实心焊丝还是药芯焊丝,大都采用与母材含镍量相当的镍合金化的低合金钢焊丝,并尽量降低焊丝中碳、硫、磷及杂质含量。......
2025-09-29

因此,可以用碳当量数值的大小来间接评定钢材焊接性的优劣,并据此提出防止产生焊接裂纹的工艺措施。焊接热裂纹的敏感指数法根据材料化学成分对焊接热裂纹敏感性的影响,在试验的基础上提出可预测和评估低合金高强度结构钢焊接热裂纹敏感性方法。......
2025-09-29

据此,焊接工艺评定的程序,如图8-8所示。根据工艺评定施焊记录、无损检测记录、热处理记录和接头力学性能试验结果记录,整理焊接工艺评定试验报告。......
2025-09-29
(二)珠光体钢与奥氏体钢的焊接工艺1.焊接方法注意选择熔合比小、稀释率低的焊接方法。如果为了防止珠光体钢可能产生冷裂纹则需要预热,但预热温度比同种珠光体焊接要低一些。②直接施焊,主要是要保持珠光体钢坡口面熔深最小。......
2025-09-29
过大的焊接热输入、过高的预热温度和过高的层间温度都会增大焊缝金属在800~500℃的冷却时间,导致低劣的焊缝冲击韧度降低。因此,合理的焊接工艺,对确保焊缝冲击韧度至关重要。E911、T92/P92钢的冷裂纹敏感性比T91/P91钢略低。表22 超超临界材料铸钢件各种焊接方法预热温度(续)表23 焊接方法及焊接材料选择①日本神户焊条。采用CO2气体保护焊时,焊道宽度不得超过15mm。......
2025-09-29

不同种类冷镦不锈钢的特点如下。这种组织具有最佳的冷镦性能,同其他不锈钢类相比,具有最低的屈服强度、最小的冷加工硬化倾向及最低的成本。亚稳型奥氏体不锈钢 钢的成分特点是铬含量高、镍含量低,室温下由奥氏体与少量铁素体组成。目前,各国冷镦不锈钢和冷挤压用钢标准中,很少将双相不锈钢列入。......
2025-09-29


相关推荐