梯级作为扶梯上直接运输乘客的承载部件,由梯级踏板、踢板、支撑架、梯级滚轮和梯级链连接件等组成,其基本结构如图3-1-1所示。梯级太高不方便乘用,因此GB 16899—2011对梯级的高度作了限制。梯级太浅不利于乘客的站立,因此GB 16899—2011规定了最小的梯级深度。......
2025-09-29
该试验方法主要用于测定低合金钢焊接热影响区冷裂纹敏感性,是一种定量试验方法。该方法用材少,试验结果稳定,所以得到广泛应用。该方法经适当改变,可用于测定再热裂纹和层状撕裂敏感性。插销试验在插销试验装置上进行。
1.试样制备
将被焊钢材加工成圆柱形的插销试棒,并注明插销相对于金属纤维的取向和相对厚度方向的位置。插销试棒形状如图5-9所示,各部分尺寸见表5-14。试棒上端有环形或螺形缺口。试验时将插销试棒插入底板相应的孔中,使带缺口的一端与底板上表面平齐,如图5-10所示。
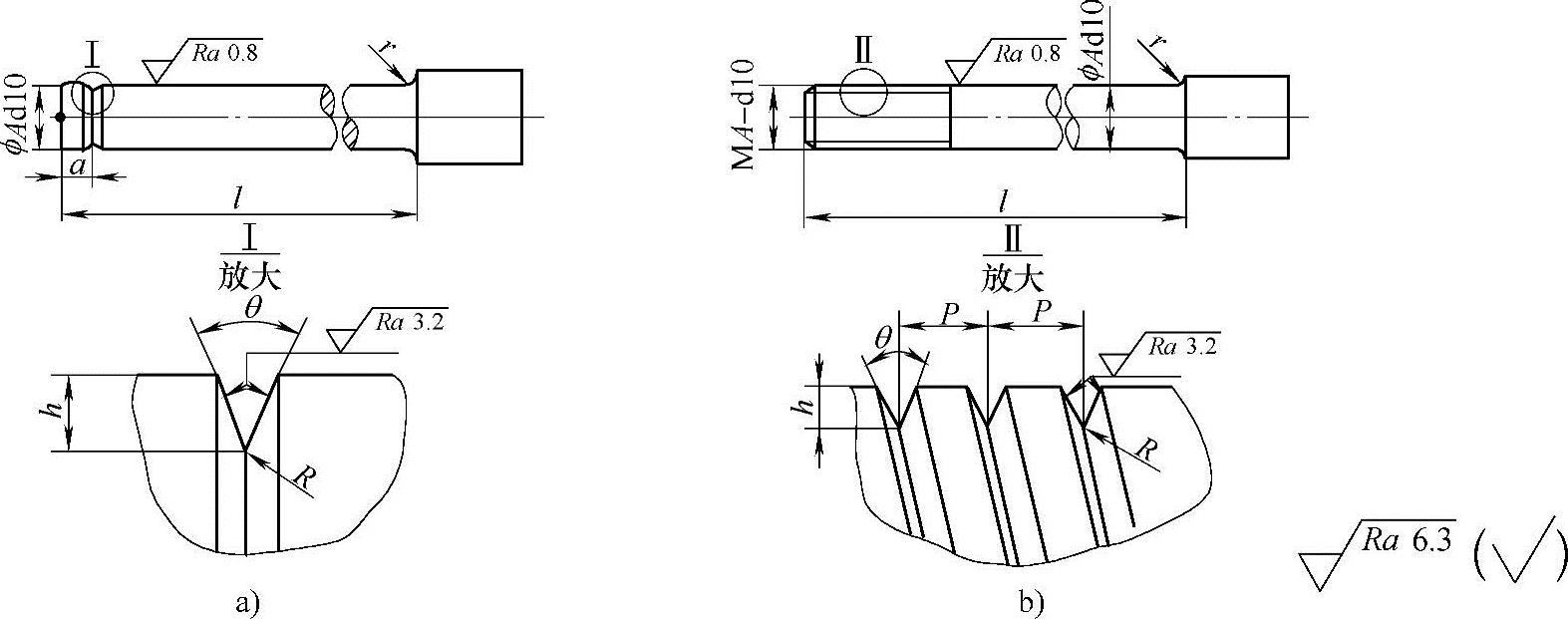
图5-9 插销试棒形状
a)环形缺口插销 b)螺形缺口插销
表5-14 插销试棒尺寸

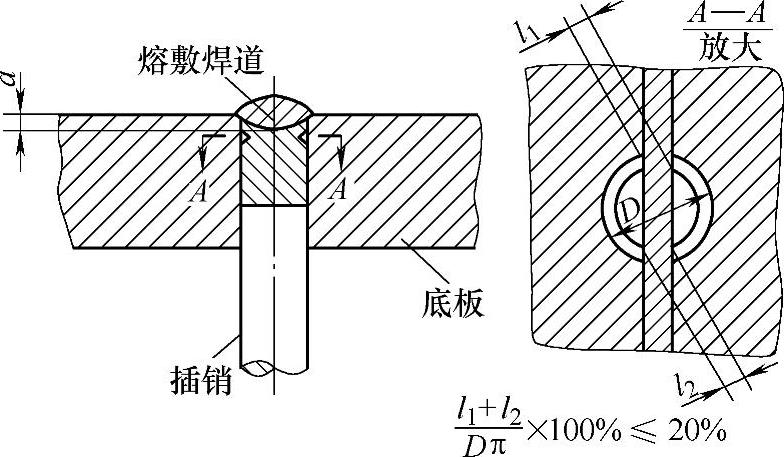
对于环形缺口的插销试棒,缺口与端面的距离a应使焊道熔深与缺口根部所截平面相切或相交,但缺口根部圆周被熔透的部分(熔透比)不得超过20%,如图5-11所示。对于低合金钢,a值在焊接热输入E=15kJ/cm时为2mm。根据热输入的变化,缺口与端面的距离a可按表5-15做适当调整。
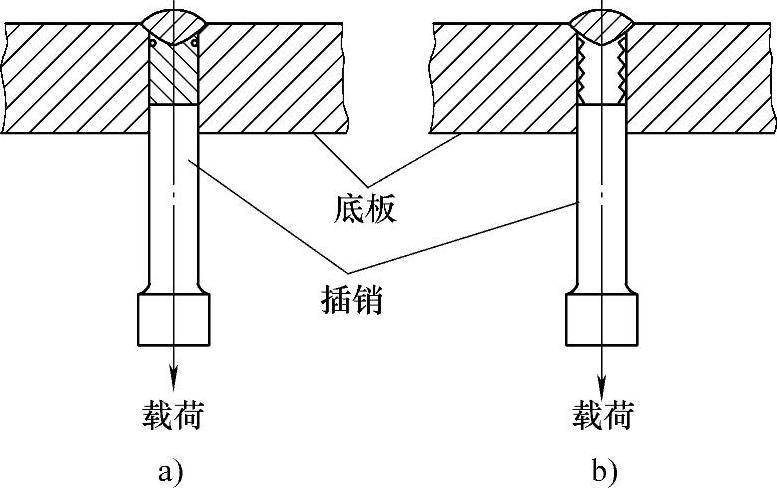
图5-10 插销试棒缺口处于焊接热影响区粗晶部位
a)环形缺口插销试样 b)螺形缺口插销试样
 (https://www.chuimin.cn)
(https://www.chuimin.cn)
图5-11 熔透比计算
表5-15 缺口位置a与焊接热输入E的关系

底板材料应与被焊材料相同或热物理常数基本一致。底板厚度为20mm,形状和尺寸如图5-12所示。底板钻孔数应小于或等于4个,位于底板中心线上,孔距为33mm。
2.试验过程
按照选定的焊接方法和拟定的焊接参数,通过底板中心线(即位于插销顶端中心),在底板上熔敷一道堆焊焊道,其熔深应使缺口尖端位于热影响区的粗晶区。焊道长度L约100~150mm。
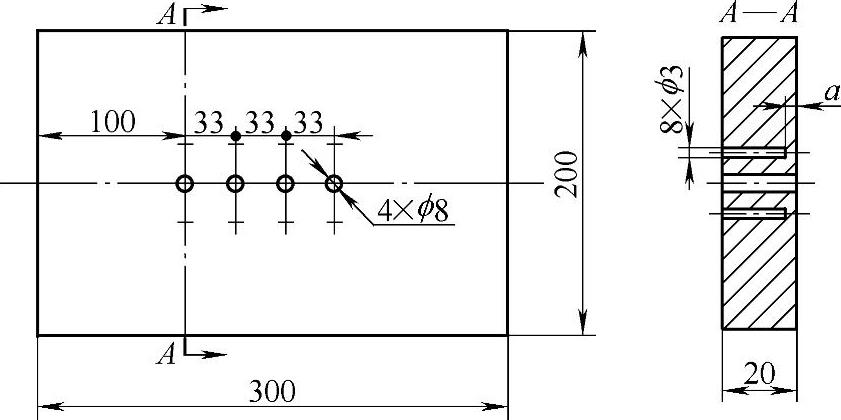
图5-12 底板形状及尺寸(单位:mm)
施焊时应用热电偶测定热循环,并记录800~500℃的冷却时间t8/5,Tmax-100℃的冷却时间t100等参数。焊前不预热焊接时,焊后冷却至100~150℃时加载;焊前预热时,应在高于预热温度50~70℃时加载。载荷应在1min之内,且在冷却至100℃或高于预热温度50~70℃之前施加完毕。如有后热,应在后热之前加载。
为了获得焊接热循环的有关参数(t8/5、t100等),可将热电偶焊在底板焊道下的盲孔中(见图5-12),盲孔直径3mm,深度与插销试棒的缺口处一致。测点的最高温度应不低于1100℃。
在试棒加载过程中,插销可能在载荷持续时间内发生断裂,此时应记下承载时间。在不预热条件下,载荷保持16h而试棒未断裂即可卸载。在预热条件下,载荷保持至少24h才可卸载。可用金相或氧化等方法检测缺口根部是否存在断裂。经多次改变载荷,可求出试验条件下不出现断裂的临界应力σcr。临界应力σcr可用启裂准则,也可以用断裂准则,但应注明。根据临界应力σcr的大小,就可相对比较材料抵抗产生冷裂纹的能力。
相关文章

梯级作为扶梯上直接运输乘客的承载部件,由梯级踏板、踢板、支撑架、梯级滚轮和梯级链连接件等组成,其基本结构如图3-1-1所示。梯级太高不方便乘用,因此GB 16899—2011对梯级的高度作了限制。梯级太浅不利于乘客的站立,因此GB 16899—2011规定了最小的梯级深度。......
2025-09-29

表6-4额定电压范围Ⅰ的额定绝缘水平注:1.栏中的值:对于型式试验,相对地和相间;对于出厂试验,相对地、相间和开关装置断口间。......
2025-09-29

试验用的焊条采用低碳钢或低合金高强度钢焊条,应与试验的钢材相匹配,焊前要严格进行烘干。试件达到试验温度后,以标准焊接工艺规程焊接参数进行试验焊缝的焊接。......
2025-09-29

3 灰铸铁牌号本标准的材料牌号表示方法,符合GB/T5612的规定。注:1.当铸件壁厚超过300mm时,其力学性能由供需双方商定。......
2025-09-29

本标准适用于砂型或导热性与砂型相当的铸型中铸造的普通低合金球墨铸铁件。对于特种铸造方法生产的球墨铸铁件,可参照使用。2 术语和定义GB/T5611确立的以及下列术语和定义适用于本标准。表A-2-2 V形缺口单铸试样的冲击功注:1.如需求球铁QT500-10时,其性能要求见第9节。如有特殊要求,球化级别由供需双方商定。球墨铸铁件的力学性能以抗拉强度和伸长率两个指表为验收指标。石墨以球状为主,球化级别不低于GB/T9441规定的球化级别4级。......
2025-09-29
图2-22 淬火工艺规范图2.淬火工艺分类根据冷却形式的不同,淬火工艺主要分为:单介质淬火、双介质淬火、分级淬火和等温淬火等,见图2-23。图2-23 钢热处理淬火工艺规范及类型a)单介质淬火 b)双介质淬火 c)预冷淬火 d)分级淬火+冷处理 e)Ms点以上分级淬火 f)贝氏体等温淬火 g)Ms点以下分级淬火 h)预淬贝氏体等温淬火从第一种介质转移到第二种介质时的淬火工件温度,与工件的有效尺寸有很大关系。......
2025-09-29
为了保证绝缘结构能够耐受上述四种电压的作用,绝缘结构必须经受冲击波耐压试验以及工频耐压试验的考验,并要求有足够的裕度。应指出,交流耐压试验必须经过非破坏性试验合格之后才可进行。如果在非破坏性试验已发现绝缘缺陷,则应设法消除,并重新试验合格后才能进行交流耐压试验,以免造成不必要的损坏。......
2025-09-29

相关推荐