图3-31 低氢型结构钢焊条粗熔滴过渡的典型照片焊条样品:CHE506结构钢焊条,φ3.2mm;直流反接,I=125~135A。下面用多幅图片描述低氢型结构钢焊条形态各异的熔滴行为,以丰富对低氢型结构钢焊条电弧物理现象的认识。低氢型结构钢焊条存在的喷射过渡现象概率很小,由此形成的喷洒飞溅也不大。......
2025-09-29
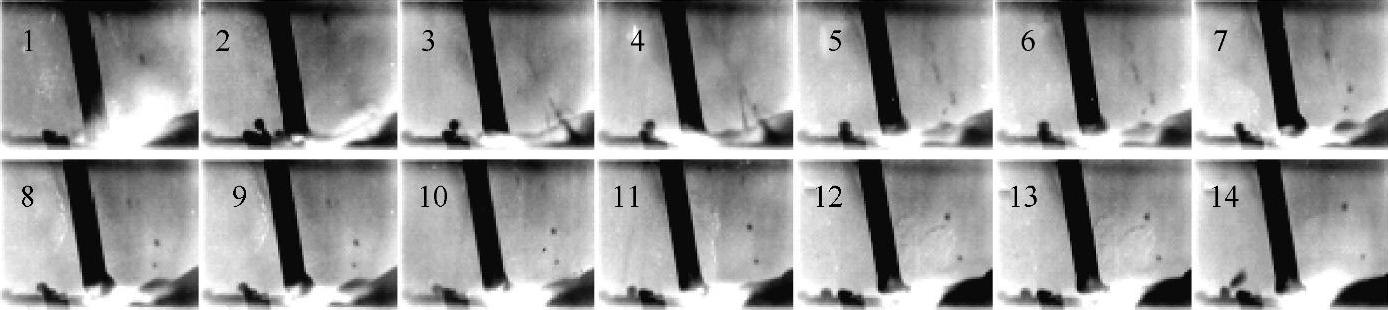
观察DW100焊丝在24.5V/190A小参数下得到的高速摄影照片时发现,DW100焊丝在小参数下具有典型的排斥过渡的基本过渡形态,熔滴轮廓清晰,熔滴过渡的过程比较平稳,如图6-1所示,该图是撷取的DW100焊丝在24.5V/190A小参数时的高速摄影照片。当大熔滴发生短路时,偶然会引起电爆炸飞溅,如图6-2所示,该图是DW100焊丝引起电爆炸飞溅的高速摄影照片。从图6-2中看到第2帧照片熔滴与熔池接触,第4帧照片就发生了熔滴爆炸,时间不到1.0ms,显然是属于瞬时短路飞溅。这一特征对于任何焊丝在CO2气体保护焊熔滴进行排斥过渡时都是不可避免的,具有普遍性。

图6-1 药芯焊丝CO2气体保护焊小参数下典型的排斥过渡的高速摄影照片
焊丝样品:DW100;设置焊接参数:24.5V/190A,直流反接;拍摄速度:2000f/s。

图6-2 药芯焊丝CO2气体保护焊小参数下排斥过渡引起电爆炸飞溅的高速摄影照片
焊丝样品:DW100;设置焊接参数:24.5V/190A,直流反接;拍摄速度:2000f/s。
随着焊接参数的增大,由24.5V/190A分别增大到28V/240A和32V/300A,熔滴尺寸变小,过渡频率增大,但是熔滴的基本过渡形态没有改变,仍为排斥过渡。图6-3、图6-4是DW100焊丝分别在28V/240A和32V/300A条件下拍摄的高速摄影照片。照片中看到的熔滴过渡的基本形态虽然没有改变,但熔滴变细了,过渡频率增大了。随着焊接电参数进一步增大到35V/340A时,熔滴过渡形态由排斥过渡转变为细熔滴过渡。图6-5是DW100焊丝在35V/340A条件下拍摄的高速摄影照片,这时熔滴颗粒十分细小,其尺寸略大于焊丝的直径。熔滴在过渡过程中不与熔池发生接触短路,也不存在短路引起的电爆炸飞溅,它的主要飞溅形式是熔池中的飞溅,熔滴过渡频率很高,达到理想的过渡形态,焊接过程十分稳定。图6-6是熔池中发生飞溅的高速摄影照片,可以看到十分细小的飞溅物由熔池中飞离的情形。

图6-3 药芯焊丝CO2气体保护焊熔滴过渡的高速摄影照片(一)
焊丝样品:DW100;设置焊接参数:28V/240A,直流反接;拍摄速度:2000f/s。

图6-4 药芯焊丝CO2气体保护焊时熔滴过渡的高速摄影照片(二)
焊丝样品:DW100;设置焊接参数:32V/300A,直流反接;拍摄速度:2000f/s。

图6-5 药芯焊丝CO2气体保护焊在大参数条件下拍摄的高速摄影照片
焊丝样品:DW100;设置焊接参数:35V/340A,直流反接;拍摄速度:2000f/s。
 (https://www.chuimin.cn)
(https://www.chuimin.cn)
图6-6 药芯焊丝CO2气体保护焊在大参数条件下拍摄的细熔滴过渡产生飞溅的高速摄影照片
焊丝样品:DW100;设置焊接参数:35V/340A,直流反接;拍摄速度:2000f/s。
观察DWE711焊丝熔滴过渡的高速摄影发现,在较小参数下,其熔滴的活动比DW100焊丝要激烈些。图6-7是DWE711焊丝在24.5V/190A条件下熔滴排斥过渡时的高速摄影照片,可以看出熔滴激烈活动的情况,相邻两帧照片(如第5帧与第6帧、第9帧与第10帧)之间的熔滴形状变化很大,熔滴的轮廓有的时候不很清晰(第4、5、7、14、15帧照片),说明大熔滴在焊丝端活动得十分激烈,比图6-1中DW100熔滴的活动性明显地增大了。
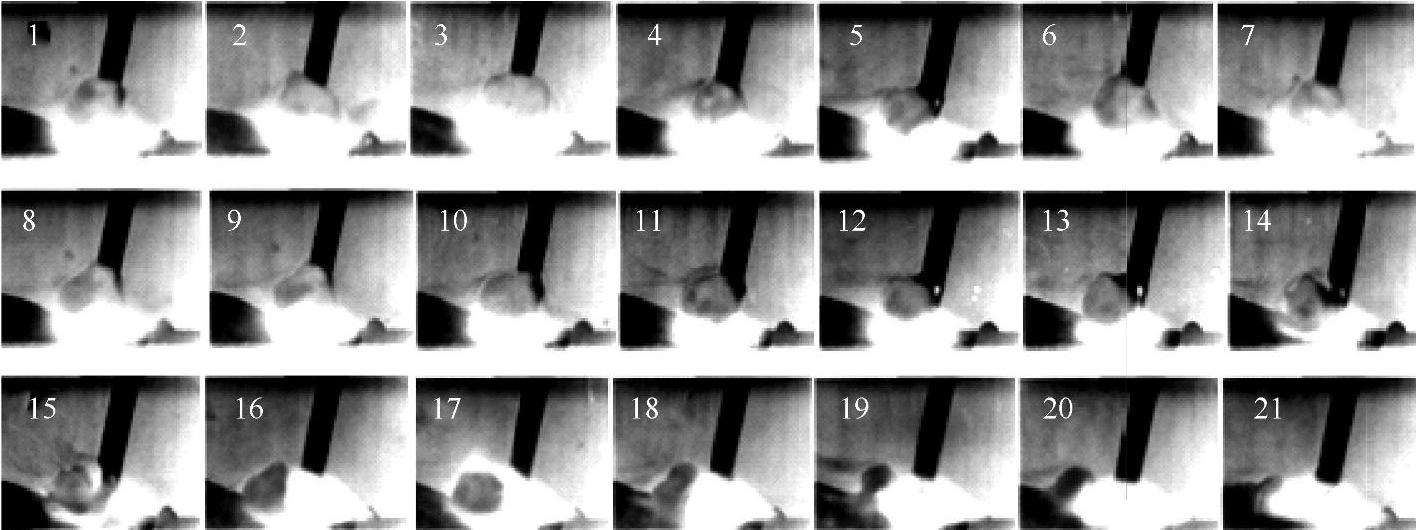
图6-7 药芯焊丝CO2气体保护焊在小参数条件下排斥过渡时的高速摄影照片
焊丝样品:DWE711;设置焊接参数:24.5V/190A;拍摄速度:2000f/s。
在图6-8中看到在这一参数下大熔滴与熔池刚一接触时发生瞬间短路飞溅,可以看到第3、4帧照片发生短路,接着熔滴在第6、7帧发生爆炸飞溅。图6-9是该样品焊丝在28V/240A条件下熔滴排斥过渡时产生明显的瞬间短路飞溅的高速摄影照片(第5~7帧照片)。在32V/300A的较大参数下,熔滴同样不十分平静,熔池中的飞溅颇多,但随着电参数进一步增大到35V/340A,熔滴尺寸变细,过渡过程也趋于平稳,不过熔滴中的飞溅也还有发生。观察高速摄影照片时看到偏离焊芯轴线一定尺寸的地方还有熔滴的活动,影响电弧的稳定,还达不到理想的状态。这一点与DW100样品相比较有一定差距。
由高速摄影照片统计的两种焊丝样品的飞溅频率见表6-1,可以看出,在小参数24.5V/190A时,DW100和DWE711两种焊丝样品的飞溅频率最大,分别达到36.32s-1和44.20s-1,而在35V/340A的大参数下,它们的飞溅频率分别降到26.04s-1和35.59s-1。显然随着焊接参数的增大,飞溅频率逐渐减小。比较两种焊丝样品,发现DW100焊丝在几组焊接参数下飞溅频率都比DWE711焊丝低。

图6-8 药芯焊丝CO2气体保护焊在小参数条件下产生飞溅的高速摄影照片
焊丝样品:DWE711;设置焊接参数:24.5V/190A;拍摄速度:2000f/s。

图6-9 药芯焊丝CO2气体保护焊排斥过渡时产生飞溅的高速摄影照片
焊丝样品:DWE711;设置焊接参数:28V/240A:拍摄速度:2000f/s。
表6-1 焊丝飞溅频率统计结果

通过高速摄影对熔滴行为的观察分析表明,随着焊接参数的增大,每种焊丝工艺性都有逐渐改善的趋势。在32V/300A和35V/340A大参数下各种焊丝电弧稳定性较好,飞溅较小,工艺性好。DW100焊丝样品在几组焊接参数下熔滴过渡过程的稳定性都好于DWE711焊丝样品。
相关文章

图3-31 低氢型结构钢焊条粗熔滴过渡的典型照片焊条样品:CHE506结构钢焊条,φ3.2mm;直流反接,I=125~135A。下面用多幅图片描述低氢型结构钢焊条形态各异的熔滴行为,以丰富对低氢型结构钢焊条电弧物理现象的认识。低氢型结构钢焊条存在的喷射过渡现象概率很小,由此形成的喷洒飞溅也不大。......
2025-09-29

照片中用焊芯直径为3.2mm的焊条作为熔滴尺寸的参照。焊条电弧焊时,药皮成分所形成的冶金条件对熔滴行为另一方面的影响,是使碳的激烈氧化形成CO气体,产生对熔滴过渡的气体动力,成为熔滴过渡时的另一个重要的力学因素——第二主导力。下面将要讨论焊条电弧焊爆炸过渡与喷射过渡形成机制:气体动力产生的原理,气体动力对形成熔滴的爆炸过渡与喷射过渡以及对形成飞溅现象的直接影响。......
2025-09-29

从两个主导力的观点出发,并根据主导力对焊条熔滴过渡形态影响的试验结果,由主导力的估算公式可以定量地确定主导力与熔滴过渡形态的关系,这一关系可以用P′-P″关系图来描述。图2-43 焊条电弧焊熔滴过渡时的主导力与熔滴过渡形态的关系A—渣壁过渡 B—粗熔滴过渡 C—喷射过渡 D—爆炸过渡焊条电弧焊熔滴过渡时的主导力与熔滴过渡形态的P′-P″关系图有其重要的理论意义和实用意义。图2-44是预测焊条熔滴过渡形态的程序图。......
2025-09-29
高速摄影技术是获取熔滴行为特征的可视化信息的主要手段。图4-13是钛钙型不锈钢焊条粗熔滴过渡最具代表性的波形图。图4-14 钛钙型不锈钢焊条短路时发生瞬间燃弧现象的高速摄像照片焊条样品:GDA102钛钙型不锈钢焊条,φ4mm;直流反接,I≈140A;拍摄速度:1200f/s。......
2025-09-29

当细熔滴过渡时,熔滴十分细小,过渡频率很高,熔滴的过渡对电弧行为几乎不产生影响。图5-104是显示细熔滴过渡时电弧行为特征的高速摄影照片,看出在熔滴长大和过渡过程中,电弧始终处于焊丝的中心轴线。图5-104 药芯焊丝CO2气体保护焊细熔滴过渡时稳定的电弧行为焊丝样品:DW100药芯焊丝,φ1.2mm;焊接参数:36V/200dmmin,直流反接;拍摄速度:1200f/s。......
2025-09-29

焊条熔滴过渡形态与焊条工艺性的关系见表2-6,其中焊条工艺性包括焊条电弧挺度、电弧连续性、可操作性、飞溅大小、焊接时的烟雾、焊条名义电压、电弧热效率和焊条工艺稳定性等方面。表2-5 焊条熔滴过渡形态特征表2-6 焊条熔滴过渡形态与焊条工艺性的关系①指在焊接过程中焊条前、后段工艺性的变化程度。因此粗熔滴过渡时综合工艺性比较差。另外,喷射过渡焊接时烟尘也较大,也是影响焊条工艺性的主要因素。......
2025-09-29
以上是通过高速摄影观察到的焊条电弧焊时的粗熔滴过渡与渣壁过渡现象。要回答这些问题就需要从熔滴过渡形态的形成机制来分析寻找答案。焊条电弧焊时由于药皮的存在和参与,使得焊条电弧焊的化学冶金过程复杂化,焊接过程中焊条药皮在焊条端部形成形态各异的套筒,成为影响熔滴过渡形态的重要物理因素。下面首先讨论粗熔滴过渡和渣壁过渡的形成机制。......
2025-09-29
相关推荐