
2.40Mn2、40CrMn等铬锰钢加热时应向炉内通高纯度惰性气体,使真空度在13.33Pa,以防元素挥发3.表中回火温度供参考。......
2023-06-29
1.低真空变压热处理技术(包括WLV-Ⅰ型设备)
它是在真空度为(1~2)×104Pa的低真空下,通入中性气体(N2)自动换气2~3次,再注入适量有机体或渗入介质,通过变(炉内)压(力)工艺去除炉内残余氧和水分,随后通入工作气体进行真空低压快速渗氮或氮碳共渗。在加热下的变压抽气不但对钢件表面有脱气和净化作用,提高了工件表面活性和对所渗元素的吸附能力,而且在炉内低真空状态下,气体分子的平均自由程增加,扩散速度加快,提高渗速15%以上。
配制的抽真空装置可迅速抽出炉内的空气及老化气氛,换气时间比常规缩短60%以上。
由于排气阶段借助于抽真空系统,且在共渗处理过程中气体渗剂为间断通入(每一变压周期,供气时间所占比例约为60%),可大幅度降低工艺材料(如NH3)消耗,与常规炉相比,可节约工艺材料30%左右。
2.技术特点
低真空变压快速渗氮(氮碳共渗)工艺(包括设备)可大幅度缩短渗氮过程的换气、保温降温等时间,减少了渗剂消耗,节能达30%以上。
3.应用实例
(1)38CrMoAl钢主驱动齿轮低真空变压快速气体渗氮工艺(见表7-66)。
表7-66 主驱动齿轮低真空变压快速气体渗氮工艺应用实例

(续)

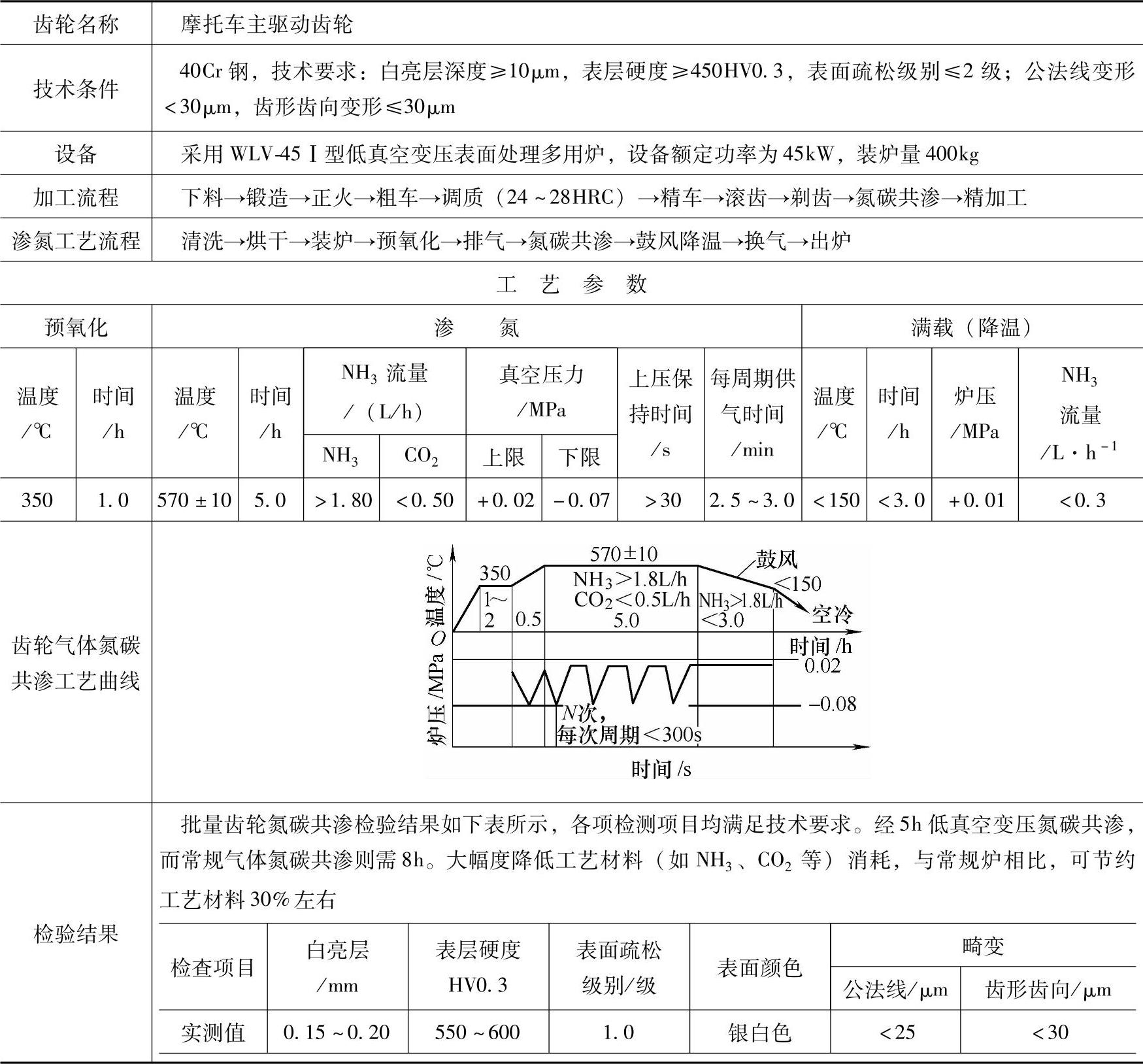
(2)40Cr钢主驱动齿轮低真空变压快速氮碳共渗工艺(见表7-67)
表7-67 主驱动齿轮低真空变压快速氮碳共渗工艺应用实例
有关齿轮热处理手册的文章

图7-27 金属零件热处理和涂敷用微波大气等离子加工系统示意图Atmoplsa技术可使热处理工艺实现快速加热、更精确控制加热和达到更高温度,从而缩短工艺周期和减少能耗,比电热辐射可降低30%的成本。齿轮经规定时间渗碳处理后,进行淬火和回火。表7-76 AISI 8620钢齿轮渗碳结果比较图7-28所示为AISI8620钢齿轮普通气体渗碳和Atmoplsa渗碳结果的比较。......
2023-06-29

灰铸铁齿轮多用于开式齿轮传动。表1-29 常用灰铸铁、球墨铸铁的力学性能1.齿轮用灰铸铁及其热处理灰铸铁的选用 灰铸铁的抗弯及抗冲击能力很差,但它易于铸造、易切削,具有良好的耐磨性和减振性、最小的缺口敏感性、成本低。......
2023-06-29

而采用低淬透性钢如55Ti、60Ti、65Ti及70Ti,经中频感应淬火后其硬化层可近似达到轮廓硬化、而轮齿心部仍保持原有强韧性的要求。国外如俄罗斯等有成熟低淬透性钢种与应用技术。我国低淬透性钢的牌号和化学成分见表7-23。而采用低淬透性钢并进行感应淬火后,可以获得良好的综合效益:①提高零件使用寿命;②取消渗碳工艺;③节省贵重的合金元素Cr、Ni、Mo等,降低材料成本。低淬透性钢齿轮感应淬火实例见表7-27。......
2023-06-29

供齿轮淬火时参考。齿轮淬火的冷却方式如图3-14所示,中碳钢经最佳亚温淬火处理与调质处理后的性能对比见表3-39。表3-40 常用水溶液淬火冷却介质(配方)及其应用效果(续)3.齿轮的分级淬火工艺为了尽可能降低淬火时产生的内应力,常借助奥氏体等温转变来进行各种类型的分级和等温淬火,以减少齿轮淬火畸变。齿轮在等温淬火后不需再进行回火。图3-15 常用的球墨铸铁等温淬火工艺曲线图3-16 球墨铸铁齿轮等温淬火工艺曲线2)检验结果。......
2023-06-29

齿轮常用的退火工艺有完全退火、去应力退火、等温退火等。完全退火工艺参数确定原则见表3-4,供齿坯退火时参考。奥氏体化保温后的齿轮应迅速转移到等温炉内进行等温。等温时间通常为3~4h,高合金钢5~10h或更长。齿轮经渗碳淬火后,畸变较小。图3-5 齿轮锻坯锻造余热等温退火工艺曲线......
2023-06-29
化学热处理后质量指标包括表面渗入原子浓度、层深、沿层深浓度分布和渗层组织等。这几个过程对化学热处理整体速度的影响不是等同的,一般取决于其中最慢的一个过程,这个过程称为化学热处理过程的“控制因子”。......
2023-06-24
相关推荐