图9-7拉削工作原理加工精度与表面质量高。拉刀虽有多种类型,但其主要组成部分基本相同。图9-8圆孔拉刀的结构前柄:拉刀前端用以夹持和传递动力的部分。当拉刀又长又重时使用,用于支承并防止拉刀下垂。图9-9拉刀切削部分几何参数齿升量fz。......
2023-07-01
本书主要讲述应用在数控机床上的数字控制技术,下面讲述其具体含义。
数字控制机床(Numerical Control Machine Tools)简称数控机床,数控技术是一种将数字计算技术应用于机床的控制技术。它把机械加工过程中的各种控制信息用代码化的数字表示,通过信息载体输入数控装置。经运算处理由数控装置发出各种控制信号,控制机床的动作,按图样要求的形状和尺寸自动地将零件加工出来。数控机床较好地解决了复杂、精密、小批量、多品种的零件加工问题,是一种柔性的、高效能的自动化机床,代表了现代机床控制技术的发展方向,是一种典型的机电一体化产品。数控机床加工工件的过程如图7-2所示。
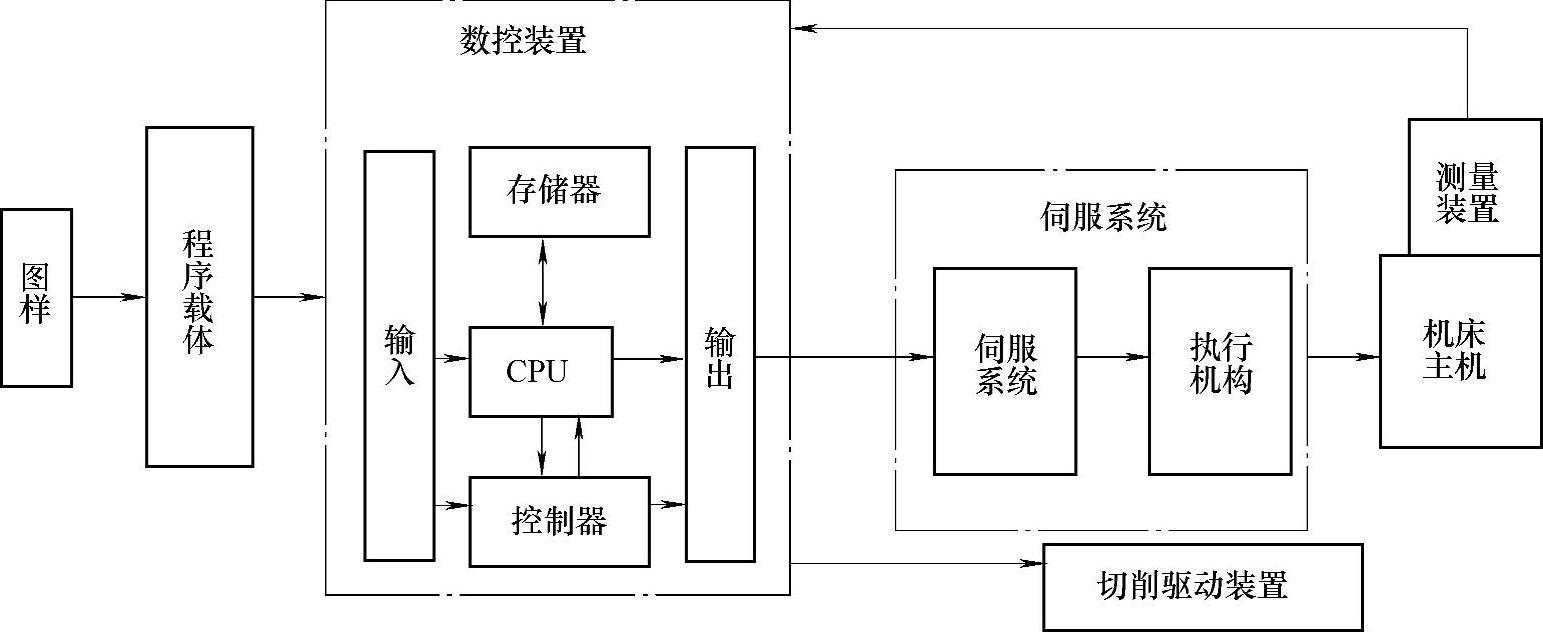
图7-2 数控机床的加工过程
在数控机床上加工工件时,首先要根据加工零件的图样与工艺方案,用规定的格式编写程序单,并且记录在程序载体上;把程序载体上的程序通过输入装置输入到数控装置中去;数控装置将输入的程序经过运算处理后,向机床各个坐标的伺服系统发出信号;伺服系统根据数控装置发出的信号,通过伺服执行机构(如步进电动机、直流伺服电动机、交流伺服电动机),经传动装置(如滚珠丝杠螺母副等),驱动机床各运动部件,使机床按规定的动作顺序、速度和位移量进行工作,从而制造出符合图样要求的零件。
由上述数控机床的工作过程可知,数控机床的基本组成包括数控加工程序、数控装置、伺服驱动装置、机床主体和其他辅助装置。下面分别对各组成部分的基本工作原理进行概要说明。
1.数控加工程序
数控加工程序是数控机床进行自动加工的指令序列。数控加工程序包括机床上刀具和工件的相对运动轨迹、工艺参数(进给量、主轴转速等)和辅助运动等。将零件加工程序用一定的格式和代码,存储在一种程序载体上,如穿孔纸带、盒式磁带、软磁盘等,通过数控机床的输入装置,将程序信息输入到CNC(Computer Numerical Control)单元。
2.数控装置
数控装置是数控机床的核心。现代数控装置均采用CNC装置,这种CNC装置一般使用多个微处理器,以程序化的软件形式实现数控功能,因此又称软件数控(Software NC)。CNC系统是一种位置控制系统,它是根据输入数据插补出理想的运动轨迹,然后输出到执行部件加工出所需要的零件。因此,数控装置主要由输入、处理和输出三个基本部分构成。而所有这些工作都由计算机的系统程序进行合理地组织,使整个系统协调地进行工作。
(1)输入装置 输入装置的作用是将数控指令输入到数控装置。根据程序载体的不同,相应有不同的输入装置。目前主要有键盘输入、磁盘输入、CAD/CAM系统直接通信方式输入和连接上级计算机的DNC(直接数控)输入,现仍有不少系统还保留有光电阅读机的纸带输入形式。
(2)信息处理 输入装置将加工信息传给CNC单元,编译成计算机能识别的信息,由信息处理部分按照控制程序的规定,逐步存储并进行处理后,通过输出单元发出位置和速度指令给伺服系统和主运动控制部分。CNC系统的输入数据包括:零件的轮廓信息(起点、终点、直线、圆弧等)、加工速度及其他辅助加工信息(如换刀、变速、切削液开关等)。数据处理的目的是完成插补运算前的准备工作。数据处理程序还包括刀具半径补偿、速度计算及辅助功能的处理等。
(3)输出装置 输出装置与伺服机构相连。输出装置根据控制器的命令接收运算器的输出脉冲,并把它送到各坐标的伺服控制系统,经过功率放大,驱动伺服系统,从而控制机床按规定要求运动。
3.伺服系统和测量反馈系统
伺服系统是数控机床的重要组成部分,用于实现数控机床的进给伺服控制和主轴伺服控制。伺服系统的作用是接收来自数控装置的指令信息,经功率放大、整形处理后,转换成机床执行部件的直线位移或角位移运动。由于伺服系统是数控机床的最后环节,其性能将直接影响数控机床的精度和速度等技术指标。因此,对数控机床的伺服驱动装置,要求具有良好的快速反应性能,准确而灵敏地跟踪数控装置发出的数字指令信号,并能忠实地执行来自数控装置的指令,提高系统的动态跟随特性和静态跟踪精度。
伺服系统包括驱动装置和执行机构两大部分。驱动装置由主轴驱动单元、进给驱动单元和主轴伺服电动机、进给伺服电动机组成。步进电动机、直流伺服电动机和交流伺服电动机是常用的驱动装置。
测量元件将数控机床各坐标轴的实际位移值检测出来并经反馈系统输入到机床的数控装置中,数控装置对反馈回来的实际位移值与指令值进行比较,并向伺服系统输出达到设定值所需的位移量指令。
4.机床主体
机床主体是数控机床的主体。它包括床身、底座、立柱、横梁、滑座、工作台、主轴箱、进给机构、刀架及自动换刀装置等机械部件。它是在数控机床上自动完成各种切削加工的机械部分。与传统的机床相比,数控机床主体具有如下结构特点。
1)采用具有高刚度、高抗振性及较小热变形的机床新结构。通常用提高结构系统的静刚度、增加阻尼、调整结构件质量和固有频率等方法来提高机床主机的刚度和抗振性,使机床主体能适应数控机床连续自动地进行切削加工的需要。采取改善机床结构布局、减少发热、控制温升及采用热位移补偿等措施,可减少热变形对机床主机的影响。
2)广泛采用高性能的主轴伺服驱动和进给伺服驱动装置,使数控机床的传动链缩短,简化了机床机械传动系统的结构。
3)采用高传动效率、高精度、无间隙的传动装置和运动部件,如滚珠丝杠螺母副、塑料滑动导轨、直线滚动导轨、静压导轨等。
5.数控机床的辅助装置
辅助装置是保证充分发挥数控机床功能所必需的配套装置。常用的辅助装置包括:气动、液压装置,排屑装置,冷却、润滑装置,回转工作台,数控分度头,防护和照明等各种辅助装置。
有关磨工技能认证考试辅导教程的文章

图9-7拉削工作原理加工精度与表面质量高。拉刀虽有多种类型,但其主要组成部分基本相同。图9-8圆孔拉刀的结构前柄:拉刀前端用以夹持和传递动力的部分。当拉刀又长又重时使用,用于支承并防止拉刀下垂。图9-9拉刀切削部分几何参数齿升量fz。......
2023-07-01

图7-1 电火花线切割加工原理图1.电火花线切割加工时电极丝和工件之间的脉冲放电电火花线切割时电极丝接脉冲电源的负极,工件接脉冲电源的正极。在电火花线切割加工时,为了获得比较好的表面质量和较高的尺寸精度,并保证电极丝不被烧断,应选择好相应的脉冲参数,并使工件和钼丝之间的放电必须是火花放电,而不是电弧放电。......
2023-06-26

数控机床的原理构成如图7-3所示,实物结构如图7-4所示。由于数控加工的特点,数控机床在整体布局、外观造型、传动系统、刀具系统的结构以及操作机构等方面都已发生了很大的变化,以适应数控机床的加工要求和充分发挥数控机床的功能。计算机数控装置数控装置又称CNC单元,由信息的输入、处理和输出三个部分组成,是数控机床的核心。2)程序编制及程序载体数控程序是数控机床自动加工零件的工作指令。......
2023-06-23

精加工阶段精加工阶段的任务是保证各主要表面达到规定的尺寸精度和表面粗糙要求。划分加工阶段的目的在于以下几个方面。如果不划分加工阶段,粗、精加工混在一起,就无法避免上述原因引起的加工误差。加工阶段的划分也不应绝对化,应根据零件的质量要求、结构特点和生产纲领灵活掌握。......
2023-06-26

图1.2-2 数控机床的一般组成1)程序编制:根据被加工零件的图样与工艺方案,用规定的代码和程序格式,将刀具的移动轨迹、加工工艺过程、工艺参数、切削用量等编写成CNC能够识别的指令。CNC根据加工程序的要求,将坐标轴的运动量,微分为ΔX、ΔY等的微小运动,这一微小运动量称为CNC的插补单位。......
2023-06-25

如图3-45所示,AFM的硬件结构可分为探头、电子控制系统、计算机系统和光学显微镜系统。图3-45AFM的硬件结构AFM对振动隔绝、扫描控制、样品逼近、反馈控制、显示系统等方面的要求,与STM技术中类似;与STM不同的是,力传感器是AFM的关键部件。碳纳米管针尖由于具有高纵横比、高的机械柔软性、高的弹性变形以及稳定的结构等优点而成为目前AFM修饰针尖的研究热门。......
2023-06-20

机用丝锥与手用丝锥的工作原理和结构特点完全相同。校准部分有完整的齿形,以控制螺纹尺寸。丝锥的螺纹公差带有:机用丝锥为H1、H2 和H3 三种;手用丝锥为H4 一种。表3-13丝锥的螺纹公差带等级图3-72丝锥结构2.板牙常见的板牙有固定式圆板牙、四方板牙、六方板牙、管形板牙、钳工板牙。......
2023-06-29
相关推荐